Excellent information! thank you for that.
I’m most certainly not pissed off though ![]()
Maybe I can post some LPG and acetylene fillets for critique in a bit.
Excellent information! thank you for that.
I’m most certainly not pissed off though ![]()
Maybe I can post some LPG and acetylene fillets for critique in a bit.
I am far from a decent fillet brazer, but I did OK with propane I think:
Main difference between propane and acetylene (apart from indeed the tiny very hot spot with acetylene) is the amount of bubbles I get in the fillet. Especially at the edges of the fillet I sometimes got these streaks of tiny bubbles. I always figured this might be because I run the flame fairly oxygen rich to get the temp up and the flame small, and with acetylene these bubbles have almost dissapeared.
As a home gamer I use Oxy concentrator and Propane for the convenience. No dealing with a weld shop that doesn’t want to deal some guy in his garage. Run out of gas on a weekend? Just steal the tank off the bbq and fill up the other without hassles.
You probably don’t need the oxy regulator. If you open up the oxycon machine, there is probably a small holding tank with a mini-regulator on top of that. Both of the machines I’ve used have been like that.
I set the oxycon’s flowmeter to around 4 LPM and then use the torch knob to fine tune the flame.
UPDATE:
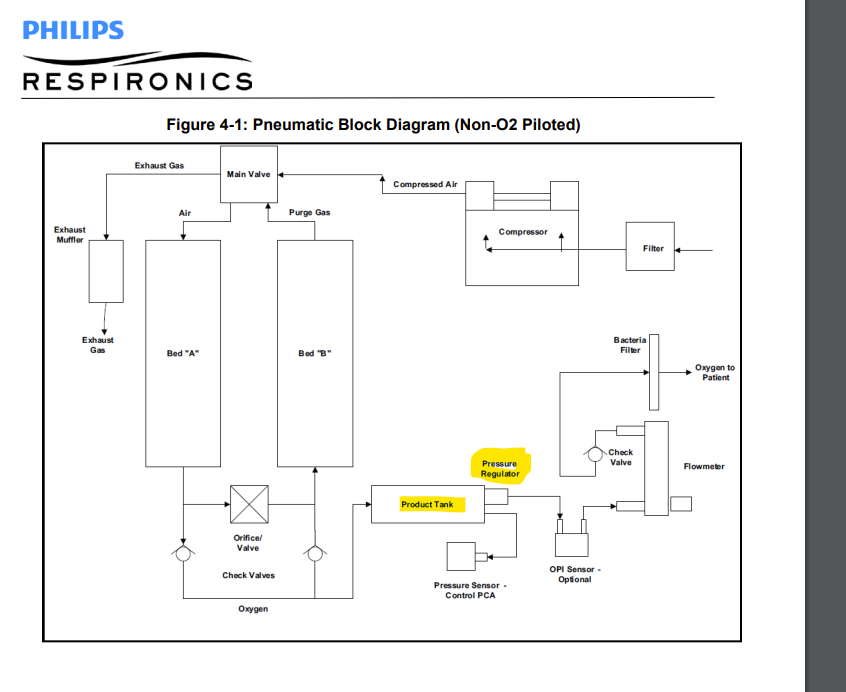
Here is the service manual for a Philips Everflo
The schematic does depict a holding tank and pressure regulator:
-Jim G
Cool, thanks!
Any tips for me: I am practicing to fillet braze a thin wall tube to a paragon stem clamp. I am using tube scraps with 1/8” plate steel which has similar thickness to the stem clamp.
I am practicing to get the heat into the thicker piece of metal without cooking the tube. I guess this is balance between flame size and torch angle. I’m using a 2-Ten tip which is pretty small (but on tubes have found it makes it easy to control the fillet). I have to get the flame as big as I can with that tip to get the heat into plate. Takes a while before it gets hot enough for the bronze to wet out on the plate. This is also making it harder to get the plate hot enough inside the joint to flow in the internal fillet.
Any tips in this type of scenario?
Crank the heat, make sure you’re heating all around the clamp to begin. Keep the flame off and pointed away from the tube.
To get the clamp up to temp when you’re doing the even heating all around you can hit the back (front) side of the clamp too and there’s no risk of heating the tube at the same time there.
Thanks! In my practice I moved to the bigger tip. Made it easier to get the heat up. Good idea about coming from the front side of the clamp. I’m going to play around with how to fixture the stem clamp tomorrow morning and maintain access to the front of the clamp.
Ok I did another test:
How did I do?
That cycle design flux likes to turn into a black glossy bubbly texture when I heat it up. Apparently this is normal and I think I didn’t cook anything too bad.
One dumb question I have. Is there any benefit to fluxing the front part of the plate/clamp for protection of the metal even where I don’t intend to flow any bronze?
Fluxing anywhere you are applying heat is good practice. Otherwise the metal oxidizes
Thanks! That was my takeaway after doing the final clamp. Clean up would have been much easier if I fluxed everywhere. Good learning for next time!
Flux is cheap! also the cycle design silver fluxes especially the stainless light are better than anything else, but I prefer type b for brass
I had really good experience with Stainless Light Flux. The color change was really predictable for me. Their LFB flux I found a bit hard to read, it kind of goes black and bubbly and then in areas goes clear and throws me off a bit. I plan to pickup some of the Gasflux type B for the next project, but you can’t find it in Canada; so I’ll probably wait until I am ready to order some tubes and other stuff to buy some and go pick it up south of the border.
Send gasflux an email. They probably have a distributor
Where you located. I go to northern VT a lot and we can meet up if needed. I also play hockey with some Canadians and they drive up there often. If you have a hard time we can figure something out
Thanks so much! I am not that far from Buffalo, NY, so its not a huge deal to drive down; just need to plan for it. Appreciate the offer!
Question. Will this work? There is one local to me.
1-7lpm
I think it should be fine, I have been dialling my flame in using the LPM gauge on mine and I tend to set it to around 1.75lpm for brazing
Picked up that Oxygen concentrator today. I hope it works for brazing. I started it up and turns on which is good.
Now I need the other parts.
This is what I am thinking of buying for my set up. I have a propane tank and on Ox concentrator. I will also get the Paige setup.