I Frame progress update:
I finished it in the wee hours of this morning.
It’s nowhere perfect. It’s not bad the way that is motivating to try again to do things better the next time.
The alignment process was both more and less interesting and complicated than I thought. The front triangle turned out to be in the same plane in a really nice way, however, relative to the bottom bracket it was off by a bit. Maybe a centimetre over the approximately 60 cm seat tube. It wasn’t so hard to put it to less than a millimetre out over that same length using the Harbour freight – grade welding table I bought for just this purpose.
I severely manipulated the classic SL chain stays, so they didn’t deform consistently. I also thought that they were in perfect alignment when I installed them, but the rotation in the lugged bb turned out to be off a little bit.
I aligned the rear wheel in the chain stays fairly well I think, but the seat stays are a little off, I think, because of the asymmetrical deformation of the chain stays and my not knowing how to and not bothering to compensate.
I had to put the seat stays on twice. The first time I forgot to tack both stays in their dropouts before completing the silvering. The state assembly pulled very heavily to one side.
The second time, the seat stays rotated a little bit somehow, so they’re not as aligned as I would like.
The seat stay bridge is, in all likelihood, a little crooked.
I’ve always been very intimidated by precision hacksaw cut, but did fairly well with the slot for the seat post clamp. Also, Danielle Schon @schonstudio strongly recommended securing the seat post hone so that it doesn’t fall down into the frame. I drilled out the tiny threads, original to the tool and drilled and tapped a larger size for better securing. Excellent advice!
Part of my motivation to use by laminate at the seat post clamp was to give myself additional material. I was not the best with heat management on my first frame and I think some more generous honing than ideal was required. The 27.2 seat post fits OK in that frame, but I can tell the seat post clamp is doing a lot of work. I think I did markedly better with this frame in that respect.
I made a little jig out of a miscellaneous piece of aluminum to hold the down tube shifter bosses. I screwed up, though, and removed too much material, requiring a bottle boss reinforcement to shim the assembly in place.
The candle lever bosses were installed, using a jig, made out of the same kind of aluminum bar plate. The one cantilever boss rotated a little bit during braising, so they are not perfectly symmetrical.
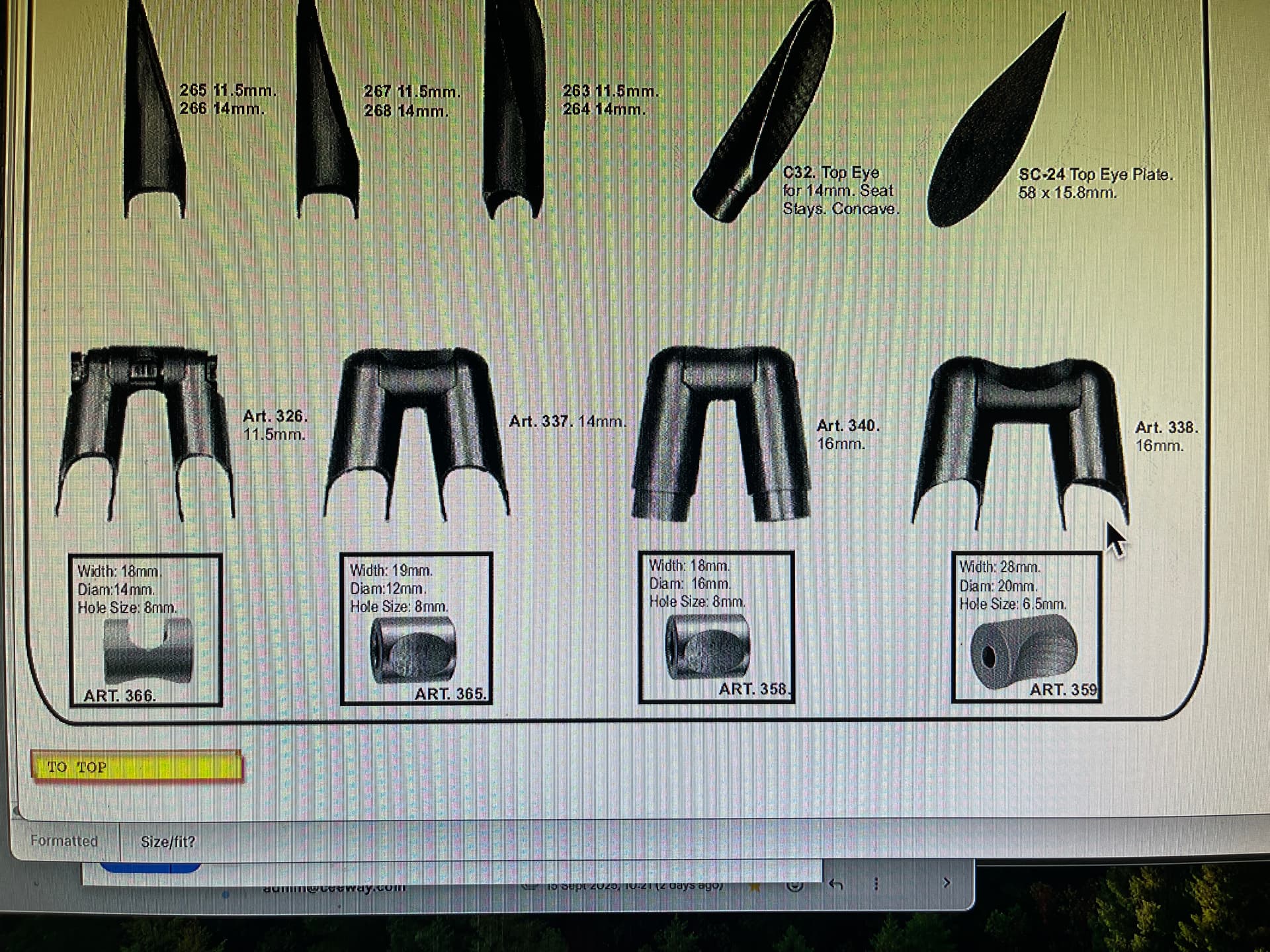
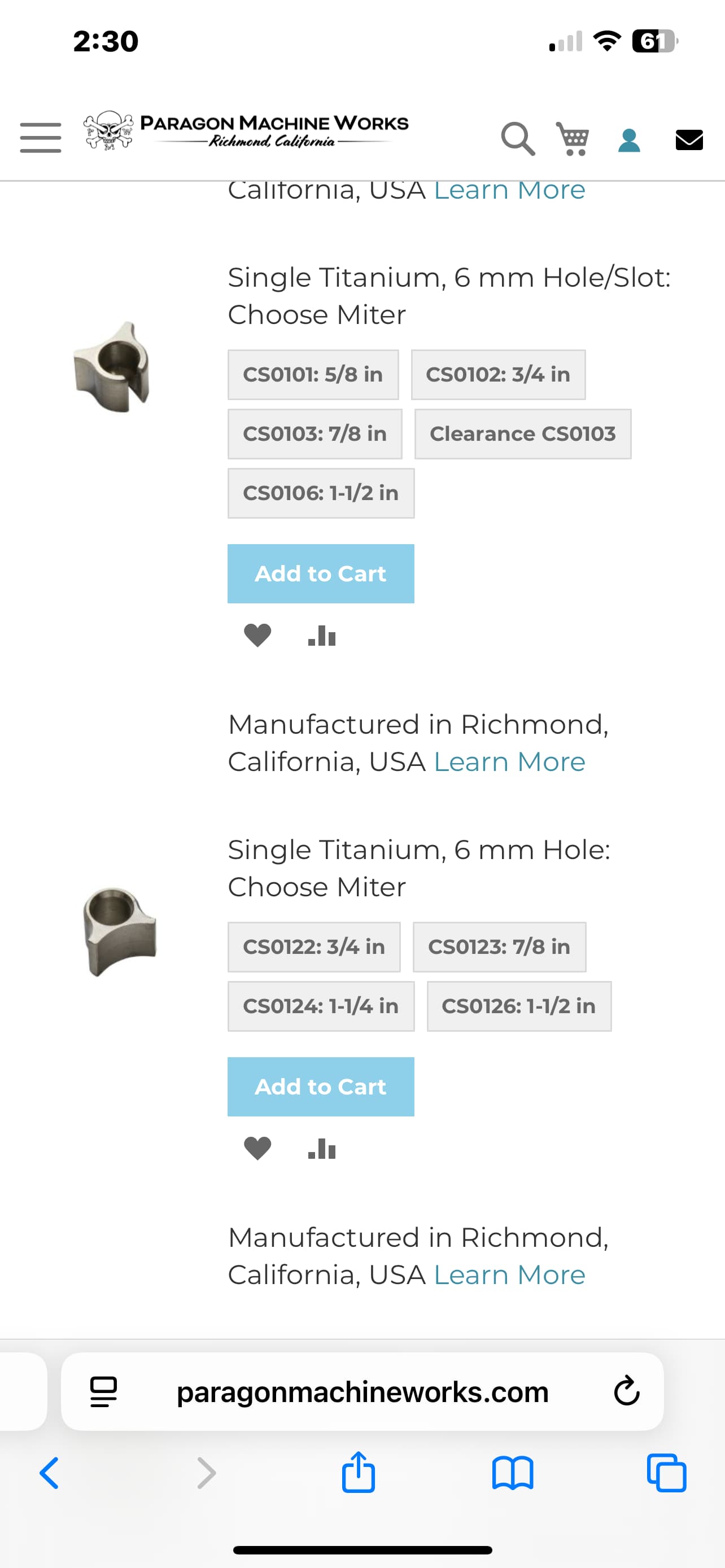
Another challenge was using the very beautiful paragon machine works cable stops. I tried installing two of them on the top tube probably six or seven times, but they got hot so quickly that the flux blackened and the silver wouldn’t adhere. I kept scraping off the burnt flux and trying again with less heat, smaller flame, more flux, etc. but didn’t quite get it. I’ll try again with them on the next frame, hopefully after having built up my skills.
The bottle boss showing in the by laminate next to the down tube shifter pods is intended for dynamo cable routing for a rear light. I drilled out the vent holes in the non-drive side dropout, so that I could run a cable up to the seat stay bridge if I wanted to.
Metal Guru kindly sent me an adjuster screw bugle with my last order, so I have incorporated it to the built-in hanger for the rear canti brakes.
The fork is more or less ready to braze together, but I’m holding off now that I have the steer tube and for crown assembly only, which should be easier to get machined. I’ve been holding off purchasing the 300 -ish dollar tool. In favour of hopefully putting those funds towards a lathe an/or mill.
For its first ride— hopefully this week, I am planning to borrow a black mountain cycles monster cross Fork off of. It has very similar axle to crown and rake measurements.
(Please know I have dictated this using voice to text, so my apologies if spelling or wording is not perfectly correct.)