Well inevitably that’s gonna happen to me as well
I’m ordering materials for two frames so I can fuck up any part in the process (cuz it’s my first frame) and not be stuck having to order more tubes.
The leftover tubes/parts will inevitably get used one day, they’re pretty “general use”.
I’ll just order all the plain gauge tubes I’m most sure of that I’ll need in the near future so I’m not bothering them with tiny orders all the time.
Then for the future touring frame I just need to place another order at Reynolds for the main tubes.
What’s nice is that if you cut all your tubes to length and really get the miters all looking nice, you have a bunch of cut off tubes to practice with. I will say that practice lugs are a must. My first lugged road bike would have been so much worse without that practice. I’m pretty sure that Ceeway can send some super cheap lugs for practice reasons. Couldn’t hurt to ask anywhere else that also sells lugs.
Yes! Lengths on the R525 tubes are pretty generous so I should have enough cutoff length on the down, top and headtube for a couple of practice pieces.
I’m planning to order my lugs and bits & bobs from framebuilder supply, I suppose I could ask Tony if he’s got any rejected 1" OS lugs or something laying around for cheap.
Last night finally had a eureka moment to how I will hold the head tube without having many expensive custom machined or lasercut pieces in my budget jig.
I know it wasn’t recommended to build a jig for my first frame but you know it’s a hobby and I felt like building it. It’s also based on a few tried and tested designs.
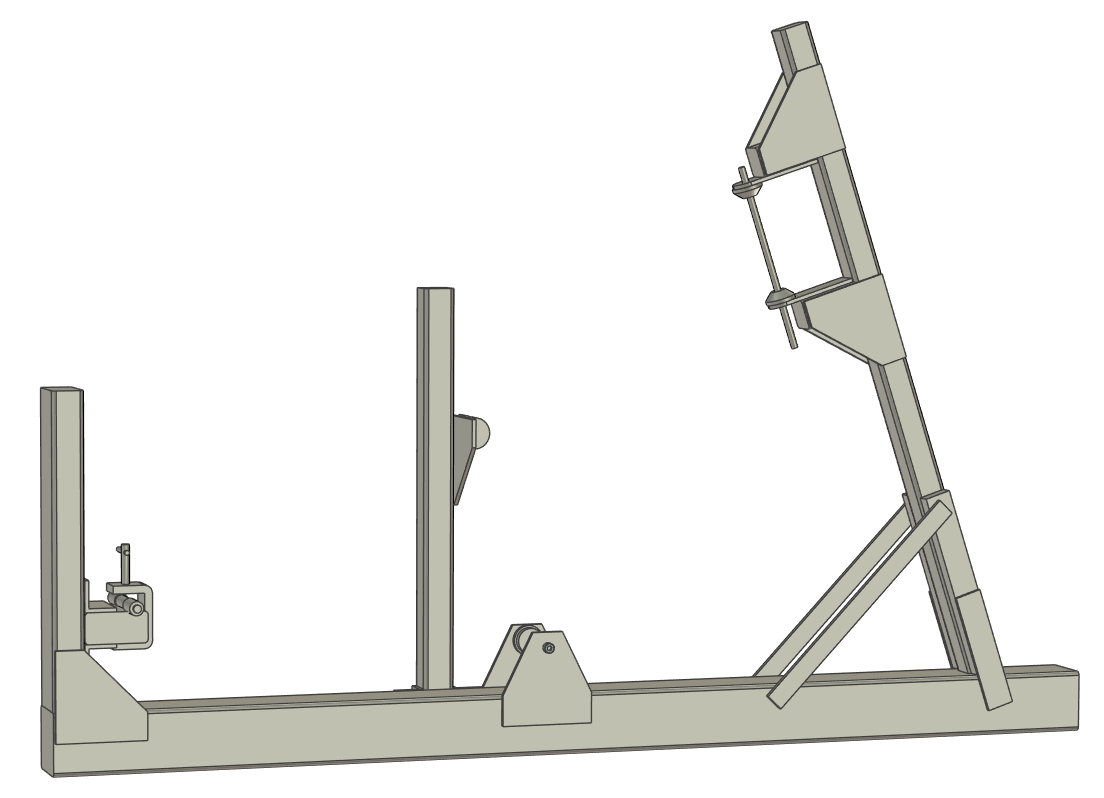
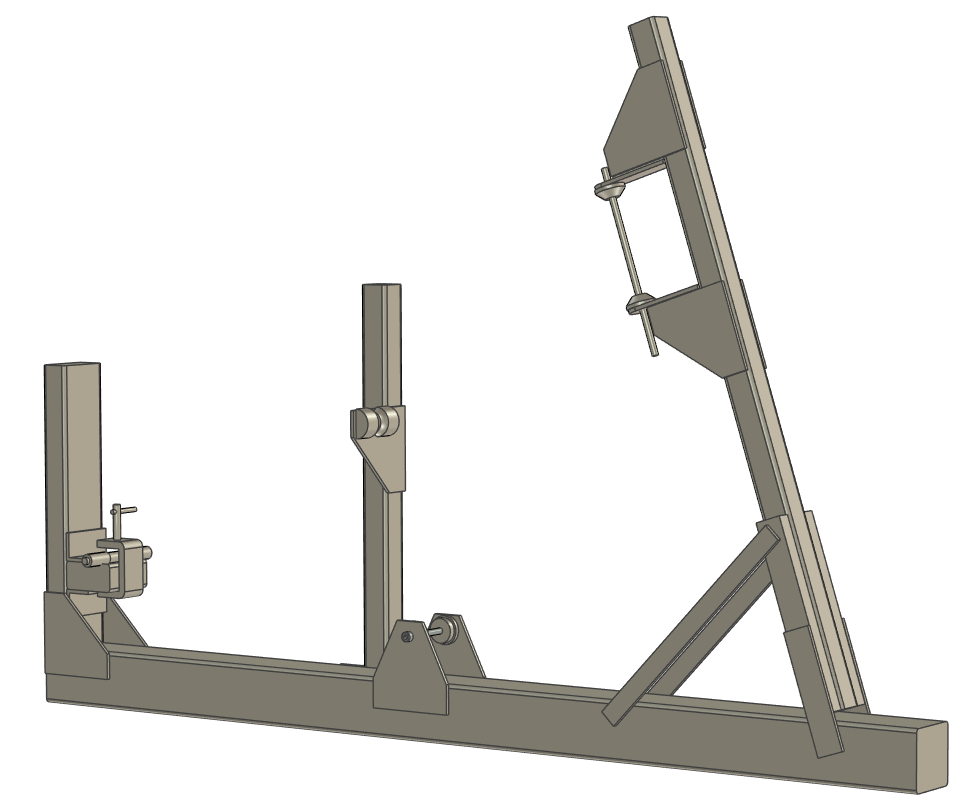
Quickly drew a simple representation of the jig, you’ll have to imagine the extrusions have all the usual slots etc.
Looked up the prices for the last bits I need and all in, this jig will cost me about €400 including what I’ve already spent on the base extrusions and including the cones for the head tube and puks for the BB and all the necessary hardware. (Oh except the little C clamp I still need to hold the dummy axle in the slot in the extrusion)
€226 in extrusions and associated hardware incl shipping
€48 in aluminium flat bar as struts and spacers for the head tube holder incl shipping
€100ish for the machined cones and puks incl shipping but not import cost
Even with the €60 dummy axle from Trichereau and the couple of M8 threaded rods and the C clamp it’s still below €500!
I’ll try to hold the seat tube with a PETG 3D printed piece, I can print that myself so doesn’t cost me anything and I hope if I keep it far enough from the lugs it shouldn’t melt or warp.
I’ve used mounting plates wherever possible because I feel like they really keep tolerances pretty tight by tightly clamping everything.
Most important part for me is that with this design I can draw my frame in the jig in CAD and easily use the numbers from my cad to set up the jig.
Oh and there should be plenty pf clearance everywhere to get in with the torch and fully braze any joint I want in the jig. Just gotta watch out I don’t melt the nearest aluminium
I attach BB to ST, then CS to BB first, just using blocks clamped to the table. Then all my jig has to do is hold the HT relative to the ST. For simplicity, the ST is always vertical, and you just set the HT to whatever the difference in angle is (using the usual Chinese digital level box).
You don’t really need any machined or laser cut pieces except some cones or similar to hold onto the tubes. Just make sure everything is perfectly aligned (string to check the dropouts are equally spaced from the centre line, and the “eyecrometer” to check the HT and ST are parallel are good enough) before you start tacking.
I’ve tried using laser levels to check the HT/ST are parallel. You get it so both are perfectly vertical. But then you look at them by eye (down the frame from the front) and you can see a slight error. You correct that, check again with the laser, and it will still look perfect. Conclusion: the eye is more accurate.
What is the reason for doing part of it on the table? Isn’t it harder to get access with the torch all the way around?
Not that I have any other option than a single jig that holds everything in a compact footprint with my crowded 16 m² garage haha.
I’m looking forward to seeing whether it all really works like I hope it will. If it works as well as I hope it does I’ll share all the details so anyone can make a copy, I think I’ve managed to make a very accessible and affordable version of this design.
Picked up my seat stays from the parcel shop yesterday. The rest of the tubing, from Reynolds, is arriving on monday and I’ll order lugs and all the other bits n bobs later this month.
A couple hoses, connectors and a propane tank and I can do a few practice pieces with the proper oxy propane torch! Oh and I should buy a couple of small fire extinguishers to put around the garage, that was the (very reasonable) deal I had with my partner to be allowed to do this stuff in the house.
Then it’s just the last pieces for the jig and I can really get started on the build, very exciting stuff!
I’ve never had such a strong feeling of “I’m gonna actually get there! I’m not just talking out of my ass about things I’m not actually going to do!” Hahaha
I like everything on the table because then I can sit down and reach my foot-pedal, and it’s all nice and relaxed. My front-triangle jig also sits on the table. I only tack in the jig. Then it comes out, and I check it and gradually add enough tacks to hold it all pretty steady and then I weld it all out, moving it around on the table.
I know some people have a set-up using a bicycle workstand. That’s probably pretty good too. But I can reach everything just on the table and also stack up things to rest my hand on etc.
I also have a possibly wild plan for modifying the frame a bit later.
So, at first I’ll build it the most basic way, with cast lugs, classic semi horizontal plate style dropouts etc.
Then, once I’ve made it of course I’ll ride the hell out of it because I’m going to LOVE having a frame I built with my own hands.
And I found a stiffness guideline from Gates for a belt drive. I can measure the stiffness of the rear end by mounting the frame back in the jig except for the rear end, and having a makeshift thingy that indicates deflection.
If the rear end is stiff enough to be used with belt drive, I want to modify the frame to have adjustable dropouts, disc brakes and a sloping top tube.
I would do that by cutting off the rear dropouts, unbrazing the top head lug and shortening the seat tube from about 570mm to something like 520mm. I also would have to make a new fork with heavier disc specific fork blades of course.
It’ll be an interesting building experience, and I might also need a 3D printed top head lug and seat cluster to make the sloping top tube happen.
I bet it would then be a super comfortable commuter! And an absolute joy to ride.
Edit: or I guess instead of removing half the frame I could just build a whole new one with the knowledge of the rear end stiffness and keep the old one for other uses
I would make a whole new one. I doubt you’re going to want to cut up your pride and joy As for a sloping top tube, maybe fillet braze it (assuming you don’t have a TIG).
Also there will inevitably be a few mistakes and lessons learned from the first one (even if they’re small things nobody else will see).
The actual tubes are a small part of the cost of the bike. Two of my early builds were “frame replacements” for bikes whose original (OEM) frames had failed in crashes.
I indeed don’t have a TIG setup. For practical reasons, yes I should just fillet braze it but I am definitely not investing all this time and money into starting to build my own frames to use it in practical ways
I’m itching to play with custom printed lugs anyway so I’d happily pour far too much effort and money into these bits that almost no one would know or care about.
But I will! I just really love the beauty and character of a lugged frame. I love putting more effort in things to make them more beautiful to me.
It probably helps that I look at this for 4 days a week at my desk at work.
I have thought of converting my fixture to something like you have drawn there. It seems to be a better way to get everything lined up in the vertical plane with different sized shells. Using a self-centering vise to hold the BB shell is a great approach. Aligning and fixing the center of the vise to the center line allows you to simply open it up and stick in whatever width shell you’re using and know that’s clamped in line to the center of the frame. As it clamps, it centers the shell on the center plane of the frame. I don’t know the repeatability of the cheaper self-center vises but it seems like a good way to handle that part.
A self-centering vise sounds like a perfect future improvement!
Right now it’s just two fixed plates, in between those I’ll put little machined puks with a fixed spacing through which a threaded rod runs to clamp it all together and it’s limited to whatever will fit in between them which is realistically a 73mm shell.
I was so nervous when my first set of tubes arrived (they were Columbus Cromor, which is very similar to Reynolds 525). They were so beautifully made, and I had no spares. I would have been in despair if I’d cut one in the wrong place. I also wasn’t 100% sure if my home-written CAD software was even going to have spat out the right lengths!
Silly attitude though, and I think you said you got a couple of spares.
First thing to do is work out which end has the longer butt on it. I usually mark the midpoint and then balance it on a ruler. There is a Reynolds convention about either the thick or the thin end having the writing printed on it but I can never remember which is which.
Yes I wish I could stick them together right now but I still need to buy the lugs and bits and bobs and a few lats pieces to finish the jig and the torch
I did get doubles of everything, so I can mess up any tube once and not be stuck having to order new tubes. But the plan is still to not mess any of them up because then I can build another frame later!
The plan for cutting/mitering to the correct length is to use my 2D frame sketch in fusion360.
I’ll take a piece of extruded L profile from the hardware store and use that as a ruler to draw a centerline on my tubes. Then that centerline is the top or bottom line in my 2D sketch and that’s what I’ll align my paper templates and bottle bosses to.
The length of the line in my 2D sketch will be the distance between the points where my paper templates meet the centerline.
For finding the long butt, I learned that you can look down the tube at some light and see the transitions in the reflection inside the tube. The balancing method sounds like a good backup if I can’t quite tell!
Waiting until I have the money for the last things I need is dreadful haha I just want to build the damn frame already
Ugh just got an annoying reminder that whatever bike I want to build, it’ll have to not look expensive..
Got back to my bike after an awesome date night watching live athletics only to find that someone tried to tamper with my bike and stole my grips of all things!
Weirdly enough the top cap of my headset was also partially loosened.. so we suspect the thief had to flee while they were still “working on" my bike. There was a cut lock a few spaces further. Now I can’t bring nice bikes to the station anymore…
I moved to this city about 4 years ago and never had any issues with bike theft until now. It’s a shame because now I’ve had someone try to steal a bike of mine in all 3 cities I’ve lived in. (Plus one that successfully got stolen) Luckily I’m now smart enough to always without exception find a way to lock my frame to something, and use security skewers and never have qr seatposts.
It’ll be something to keep in mind when designing bikes for daily use. Make em look like basic old bikes with no value.