The Dummy Wheel on the Brelis Jig will be available as a separate part shortly. But I have a question mark about it, which I want to have your feedback on…
So, let’s come to the point; I have designed the Dummy Wheel to work with PMW Dummy Axles of 19mm end diameters ONLY. I realise making it compatible with both 19mm and 25.4mm (mostly indexed) axles is easily possible by using an additional sleeve in between, but I think this interface between the Dummy Wheel and Axle is very critical; and adding a sleeve in between will be detrimental for the DW’s accuracy (in terms of representing the centerplane of the frame as close as possible).
The question I have is; in my process I cannot think of a scenario where using a 25.4mm (1”) axle with the Dummy Wheel is a MUST. It can be a minor convenience in some cases but not a real must from my point of view. I only use the Indexed 25.4 Axles on my CS jig, where I miter the CSs and braze them to the dropouts; of course I need indexing at that point. But after that, the dropouts are fixed to the CSs, and I can use a 19mm Axle on the Frame Jig, or standalone with the Dummy Wheel. But that’s only my process and I may be missing something; can there be some other process, where a framebuilder will absolutely need to use a 25.4mm (1”) Dummy Axle with the Dummy Wheel?
Apparently, one downside is; a framebuilder has to have both indexed and non-indexed versions of each axle standard he/she works with; but my experience is one should have both anyway, or if not, PMW sells them at a really good price, so it shouldn’t break one’s bank. I think this is good trade-off for better accuracy.
If I am convinced that it is necessary, I may change the design to work with 25.4 too. But I have spoken to some framebuilders and did not hear a solid reason for that yet. So I’m really interested to hear your opinions…
I think you should be able to add a reducing sleeve and not sacrifice accuracy by enough that will matter.
I use a mix of dummy axles and I think it would annoy me personally if I had to double up on DAs just to make this work.
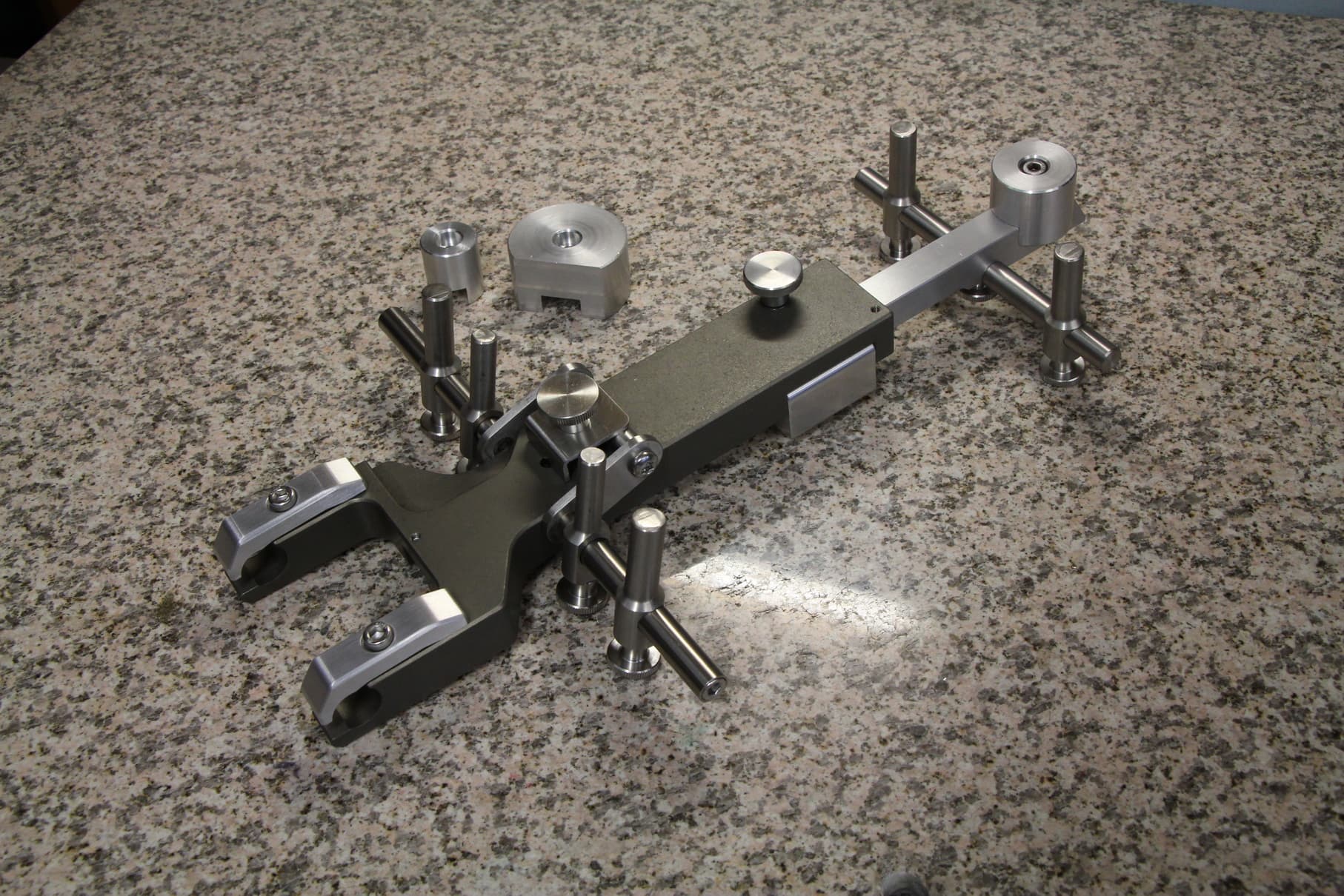
It looks great BTW. And the frame fixture.
(you may have already seen it, but the Five Land dummy wheels use reducers to deal with both sizes. I haven’t used this so can’t comment on the accuracy but I’d be surprised if it was an issue.)
Hello @stevenshand
Thanks a lot for your input and your nice comments. You make really nice bikes too
Yes, I know the Fiveland tool, and there are other tools that use these sleeves, I’m aware of that. I cannot comment on the accuracy of those, as I did not measure any of them. But I think very few use the DW for precise centering of the stays anyway. When not, a little bit more error can be acceptable.
Where I come from is this;
A CNC machined sleeve can have a concentricity error of maybe 0.05mm between inner/outer diameters, that may be a bad case but not so much exaggeration I guess? So when you use two of those on each side and the eccentricity is oriented unfavourably, you’ll get a misalignment of 0.1mm between Axle/DW Bore. This translates to 0.3-0.4mm shift at the tip of the DW. That is huge in my point of view. And there will be more sources of error still to contribute on top of that.
Secondly there’s a potential of something going wrong in the Axle/DW Bore fit. Some dirt or swarf getting stuck in between, some scratches or dents on either surfaces throwing off the concentricity. When you use a sleeve, this risk at least doubles.
So there should be a solid reason to accept these factors for me.
As @Daniel_Y mentioned, the majority of dummy axles available currently are 25.4, all of our brake fixtures are designed for this dummy axle size, and we wouldn’t buy a tool that wasn’t designed to that spec.
Accuracy is important! Using the body of the Dummy axles as your reference surface is a problem, since they are the unmachined stock diameter.
All the reference surfaces are machined (dropout interface and the necked down section that the jig holds. @Coco_PMW might chime in with what their expectations are for roundness in there material, but I’ll bet it’s worse than you think!
Hahn Rossman
I mostly make my own dummy axles and I do have a mixture, most QR standards are 19mm and most bolt-thru are 25.4
I don’t make or use indexed DAs. I haven’t really found an axle and dropout combination that I didn’t have to clock manually anyway. If I was doing production runs then I’d make sure I had an indexed axle without slop for the dropout of choice but since I use lots of different dropouts then I skip the indexing feature.
My brake mount fixture has a sleeve which allows both sizes to be used.
But actually you make a good point. I think most builders using brake mount fixtures that fit to the dummy axles would expect a pretty tight tolerance to published diameters. I know my old Anvil brake fixture was pretty sloppy on some DAs. I don’t know if it was the fixture or the DA that was out of spec.
In my experience, the tolerances of cold drawn stainless raw stock can be quite sufficient for such applications. For such a small piece like a dummy axle the Straightness usually stays below 0.03mm. The diameters I get from my local suppliers in Istanbul are usually consistent with a tolerance not much more than 0.05mm around -0.05mm of the nominal diameter of the stock. Roundness should not be an issue at all; it is usually within a few hundredths of a mm. I think these tolerances are ok for such applications. So I use the raw cold drawn diameters on my tooling where ever suitable too.
The only problem can be some deep dents etc that you can come across in raw stock. Amongst a couple dozen Dummy Axles I have at hand, I remember only one with such an issue and I had to do a bit of light sanding to smooth it out, but I cannot remember if I had it this way or it was dented in my workshop. It was an old Anvil as I remember.
But anyway, in the end, a lot of tooling uses the end diameters of the Dummy Axle. There are a variety of Dummy Wheels as well as Brake Fixtures and some more I guess. So I think the manufacturer has to make sure these diameters are ok to work with such fixtures.
When I use such raw diameters in my tooling, I make sure to smooth out at least the major protrusions on the part, by a light sanding on the lathe if it’s round stock. Or sanding on a flat surface, or a backing block if it’s flat stock.
And like I said the Anvil ones and later the PMW ones I had were quite ok to work with. I have been using this Dummy Wheel setup for about 8 years on my builds and I was very pleased with the accuracy.
[quote=“Brelis_Cycles, post:10, topic:3878”]
usually consistent with a tolerance not much more than 0.05mm around -0.05mm of the nominal diameter of the stock. Roundness should not be an issue at all; it is usually within a few hundredths of a mm. I think these tolerances are ok for such applications.
It seems that’s sufficient since the brake mount tolerances are much wider than that and obviously tire clearance would be wider than that too. It makes sense to me that the DW is made to 25.4 and a shim is used if my DA is the common 19mm. Making it for 19mm pretty much screws those using 25.4.
Yes, from the initial feedback here, it seems I have to work out a solution for it to be compatible with 25.4 axles too. But I’m not yet convinced about using a sleeve; I’ll discuss the best possible tolerances with my CNC supplier.
Thanks a lot to all the people who shared their opinions on this by the way
Damn right! I think stock OD’s for stainless steel generally vary +/-.005. I’d have to actually look back at our certs to get real numbers.
We could machine these stock diameters, but it would be treated as a custom job, on demand for the customer.
Turned, ground and polished bar stock is within .001" of the nominal diameter(and usually less). It’s not expensive. You can supply dummy axles in the most common sizes, with a SINGLE reference point for locating them on center. If you use dummy axles with two reference surfaces(as the Anvil ‘standard’ does), you will have to deal with lateral movement.