As I already started with some questions on flat mount I figured I might as well do a complete build log.
Jump in at anytime to comment or suggest alternatives.
Plan: Build a new bike for myself. It should include:
Electronic Shifting (Didn’t need it so far. Don’t know if I’ll like it but also here I want to find out)
Disc brakes (still don’t know if I am a fan on pure road bikes - but will find out
Geometry similar to my existing road bike(s)
So fortune or not. I manged to buy a slightly used Ritchey Carbon fork for 150€ which marks the start of the project and also defines a lot on how the frame has to look like.
Topic 1: Headtube
Fork has a straight 1 1/8” steerer and an molded lower bearing race.
I though to go for a classic 36mm headtube with an EC34 headset as it’s the lightest and aerodynamic (haha) solution.
Downside: The looks and I am limited it the diameter of the downtube to make it look good.
Only alternatives: EC37 - would look better I think but limited headset availability and I would need to buy yet another reamer.
Or an IS42 headset/headtube but also for this I’d need to buy a new reamer.
For the head tube I would use the 36.4mm OD one from Reynolds which also has the advantage that you don’t need to ream at all. They’re supplied with 34mm ID. Was interested to learn from reading the Paterek manual the other day that he also mentions this lack of a need to ream Reynolds headtubes so it’s not a new innovation!
If you use 36mm that only gives you 1mm wall thickness which I think might be a bit sketchy for welding or fillet brazing. I assumed those were intended for use with lugs. But I could well be wrong.
I’m not convinced that you don’t need to ream those bigger headtubes. I don’t think it’s good advice. I don’t doubt that you could press a cup in, but that aluminium cup isn’t going to be round when it goes in. And that’s not going to be great for long-term bearing life.
Yeah, I’m sure they press in. My point is that I doubt the cups are round once they are in. And reaming won’t make the fit looser than the tool is designed for (unless the walls are very thin and the cutter is blunt).
If it’s slightly oval then the reamer will remove material on the narrow bits and then the cup might be a bit loose once it goes in because it will only be being gripped on the parts you reamed that were too narrow. The other bits will be too wide. That’s why for an EC34 headset they say you want an average diameter of 34mm. However, if it’s very oval, it will squash the cups too much as you say. If your joining process tends to ovalize the tube that much it’s better to use a thicker one with an ID that is slightly undersized. Then when you ream it will be perfectly round and the right size. Really that is the perfectionist’s solution anyway I agree. But I’ve always found the Reynolds HTs to be fine on my TIG frames.
I can report that deda 44id head tubes are made the same way. It is a cool thing when you don’t have a reamer, but i prefer columbus that’s slightly undersised, just because of the reasons you have mentioned above. With deda head tube the reamer enters freely and when spinning it vibrates. That makes me think that @stevenshand is right - the hole is already oversized, just not round.
it works in real life, but for some people might not be good enough.
The only problem someone mentioned to me once is that with the normal use of a bike the cup would rotate inside the head tube, they could tell because the position of the logo on a headset changed overtime.
Actually the plan is to go with some reinforcement rings on the headtube to make it a smoother transition to the headset. Looks like below. Distance between fork and headset could be a bit less but otherwise I think the transition looks quite good. Headset choice is a bit limited with the integrated crown race as I have to go for a headset with 45° bearing.
I also thought about the tapered headtube IS42/EC42. However, I don’t like the looks too much (would prefer IS42 straight then) and I would still need a reamer. And for the IS standard I guess its a must as you also have to do the 45° chamfer.
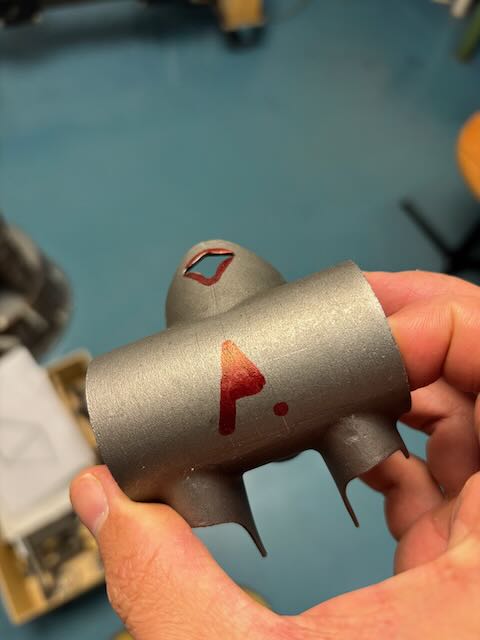
Ok - little progress. I decided to go for the 36mm headtube, a 35mm downtube and a lugged bottom bracket where I hope to get the brake hose routed through from the DT into the chainstay through a little notch in the lug. Also the lug needed some windows and a logo so I did some drilling and filing.
Handmade some tiny bosses for the flatmount attachement out of stainless and silver brazed them on. Everything quite tight with 140mm rotors - had to dimple the chainstay a bit and the seatstay should just fit above the caliper.
Agree 100%. But it’s also a learning process and this is where people vary in their approach. Some people take a year to make their first frame. Others (like me) prefer to knock them out a bit quicker because I feel I’m learning more like that– and of course in that case the first several frames should always be for yourself and then for friends.
The quality of workmanship in some custom frames is extremely high, and I think that’s a good thing. But at the same time, if you can make a frame that’s properly aligned and welded (or brazed) it will ride just the same, and there’s a lot of stoke in doing that. So one shouldn’t let “the perfect be the enemy of the good”. My initial goal was just to exceed the quality of my Chinese made Trek 520 frame which I feel I have achieved
Celebration was too early….Created something for the fail gallery. When I designed the jig for the flatmount bosses out of the flatmount front spec I overlooked that the disc is located nearer to the dropout in the front compared to the rear. So I essentially created a nice fork leg…. For the chainstay the bosses are located about 8mm too far to the outside.
So after a lot of thinking I de-brazed the dropout (34% silver - so not a super big deal and not much heat for the tube) and it looks that it might work if I only reattach the chainstay fully to the inside of the dropout…. wish me luck…
I know it’s too late now but I’d have been tempted to bump up a rotor size, and machine an adapter that got you enough room to bring the calliper back inline. To keep the alignment correct, you’ll have to move the stay over the same amount at the dropout end and BB end. Or is that what you plan to do?
I thought about an adapter but was worried about the twist as the brake center would be quite a bit away from the chain stay center. Also disliked the thought of another adapter….
Actually I plan to move only inwards on the dropout and have to keep the BB the same (Lug!!) - it will cost some tire clearance - I can live with that. And the brake bosses will not be perfectly center lined -but the standard-adapter allow for something like 4mm left and right at each bolt. So I guess it won’t matter much… But so far all assumptions from ligning the stuff by hand and in the jig…
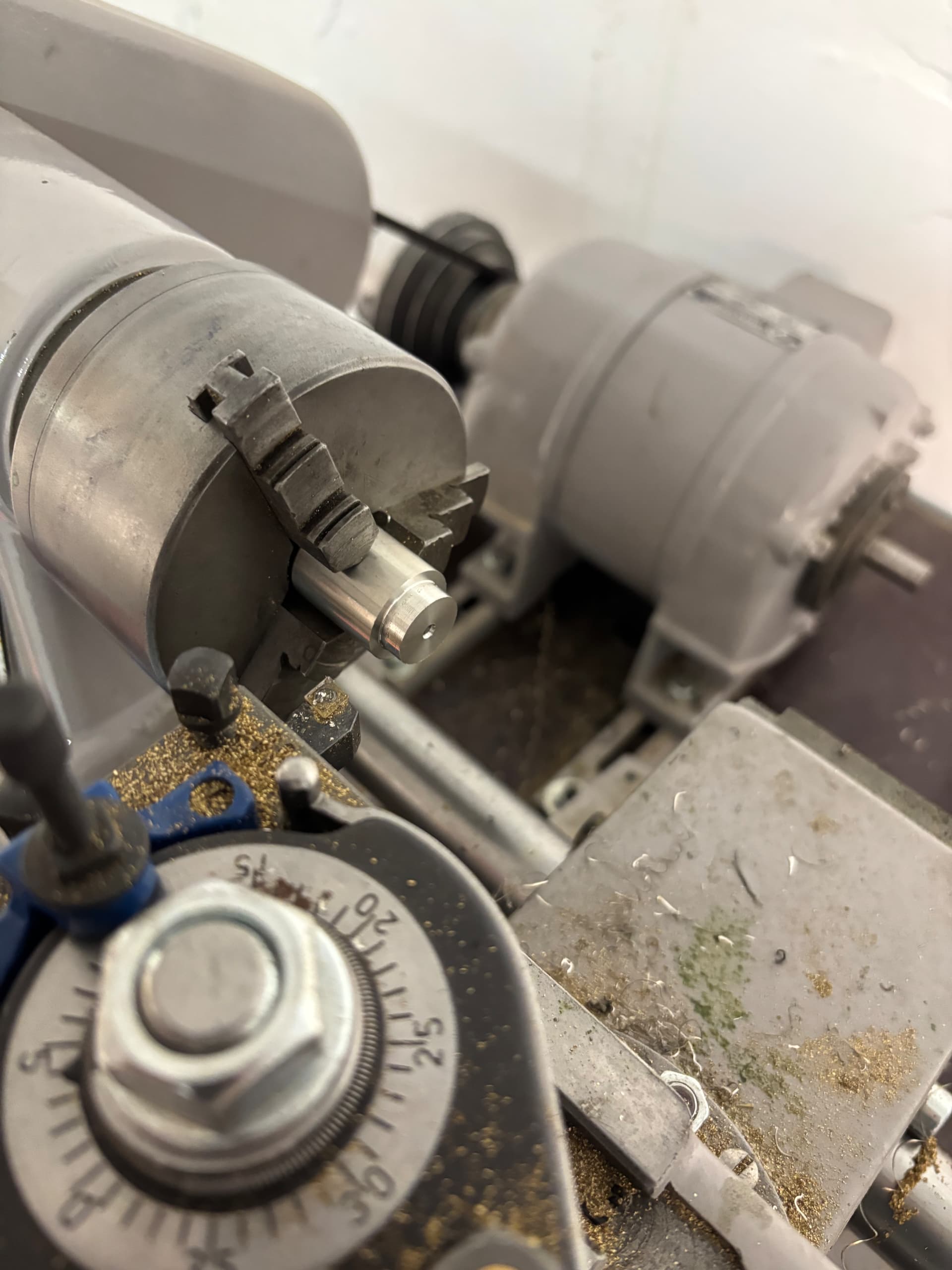
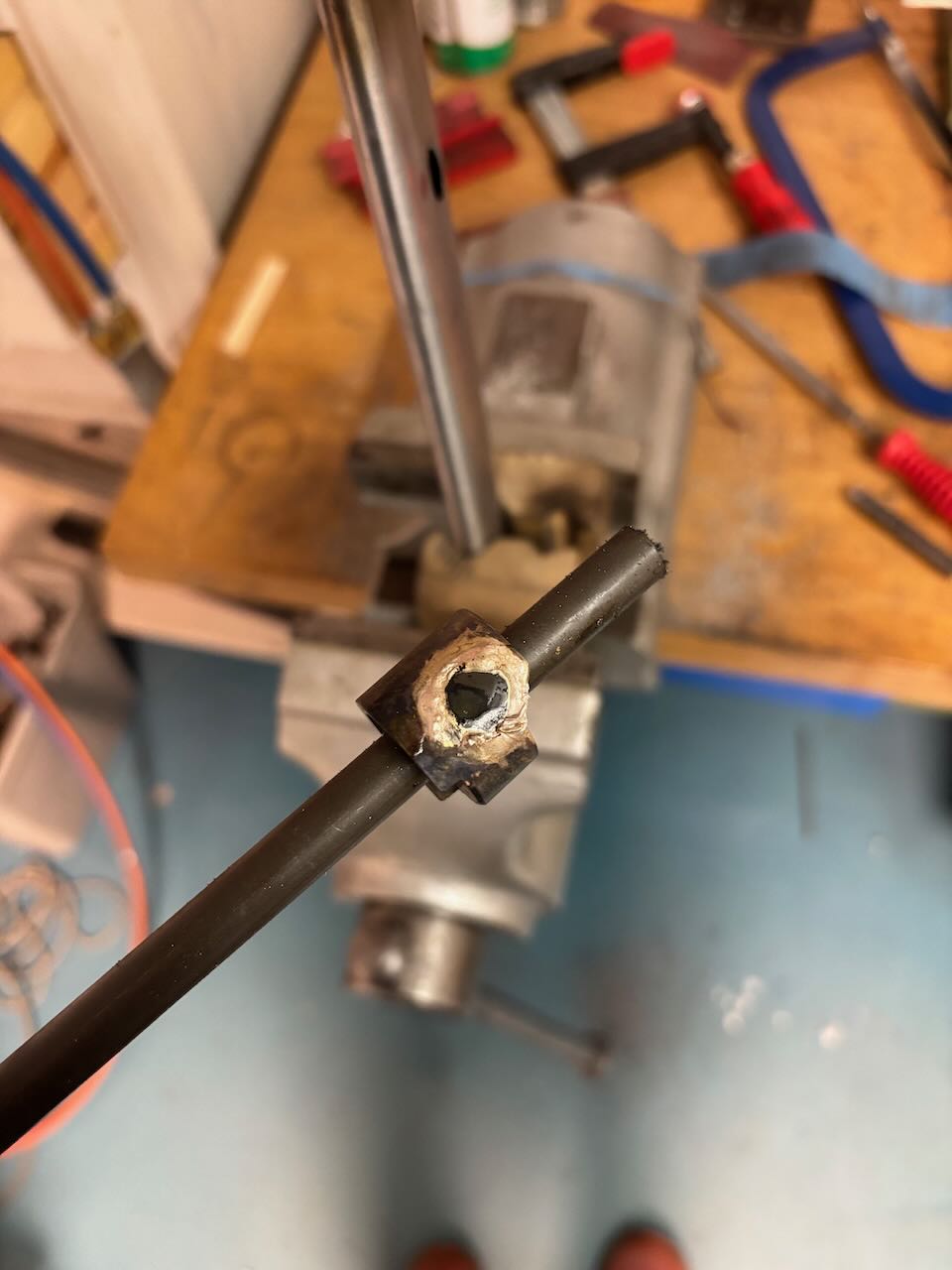
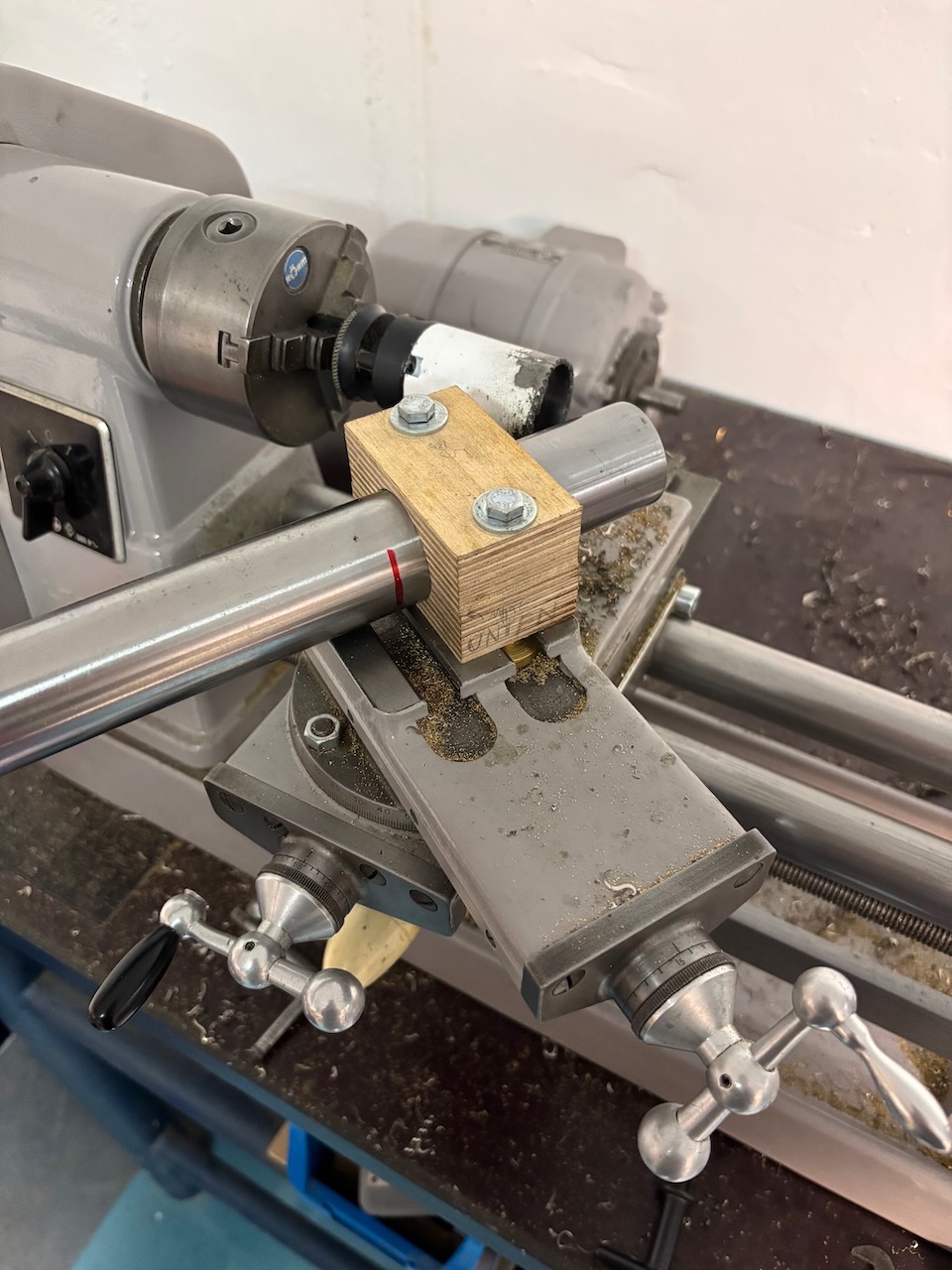
Oh I lost it somewhere. Was able to fix the flatmount in a nice way. Then fiddled around a lot to route the brake hose through the BB lug. And a pic of my way to small lathe cutting tubes - but it kind of works. Even though the belt stalls if a turn the knobs too fast….
And the last set of pics of the fabriaction. I was a bit in a hurry back then and didnt take too much photos. After the DT-HT connection I usually braze the BB in one go with the Seat Tube, Chainstays and the DT assembly. After that I add the Toptupe and hope everything is straight. If not the SeatStays attachement gives the chance to do some minor adjustments to the rear wheel alignment. Usually I try to go without setting the frame. So if its straight in the jig and the rear wheel sits alligned to the top tupe towards the headtube I usually let it be and call it “straight”. It takes some experience to call a frame straight I learned - the more measurements you do the worse it gets usually….
For the seat stays I chose some Columbus XCR this time to give it a bit of a classic touch combined with the EC34 steerer tube. Contrary to that the Geo has quite a bit of sloping and the chain stays are the short taper ones.
And at this point I was also quite sure my internal brake hose routing through the BB shell to the CS will work - and so the Di2 cabling.
Cat approved it! And the final chaos on my workbench…Can anyone relate?