Hi there,
I was thinking of starting an aluminium thread, too  …I build frames in 7005, as well as steel. I’m also one admin at the Facebook @Aluminum Frame Builder Group. We often get these sort of questions over at the group, so I’ll try to transfer some of the knowledge here.
…I build frames in 7005, as well as steel. I’m also one admin at the Facebook @Aluminum Frame Builder Group. We often get these sort of questions over at the group, so I’ll try to transfer some of the knowledge here.
The choice to go with 6061 or 7005/7020 is a balance between tube availability, and heat treatment requirements. 6061 is universally available in non-bike tube and billet, but only Fairing sell a few bike tube specs for small builders, and it has huge heat treatment requirements and associated costs. 7005/7020 is relatively rare in the outside world in commercial tube or billet, but Dedacciai and Fairing sell small volumes of bike-specific tubes and billet to small builders. It also has far lower (or even zero) heat treatment requirements.
So here’s a summary on 7005/7020 that I put together:
"7005 is a predominantly Taiwanese/Chinese alloy, 7020 is a European specification. They have near identical chemistry and mechanical properties, and are fully compatible in all manufacturing processes: 7005 Aluminum vs. 7020 Aluminum :: MakeItFrom.com)…
Many materials summaries will show 7*** alloys un-weldable, but unlike other 7*** alloys, the copper content in 7005/7020 is low enough to keep hot cracking to a minimum. It welds as easily as 6061, but using 5356 filler.
Unlike 6061, with 7005/7020 tubing there is no need for the initial solution post-weld (high temperature + quench), just the secondary ageing process (lower temperature + time).
Ideally this is done artificially in a controlled manner with an oven. Powdercoat oven, homemade or converted domestic oven, pizza oven etc. will all do the job with low risk and low(ish) energy requirement.
Suggested heat and time specs varies a little between manufacturers, but not to such an extent that different tube sources and 7005/7020 alloys cannot be mixed. For example: 6hrs @ 90C/200F then 4 Hrs @ 150C/350F (Columbus and Fairing), or even simpler, one temp down the middle 12-14 Hrs @ 120C/250F (Dedacciai), followed by air cool to ambient (ie: take it out of the oven  ).
).
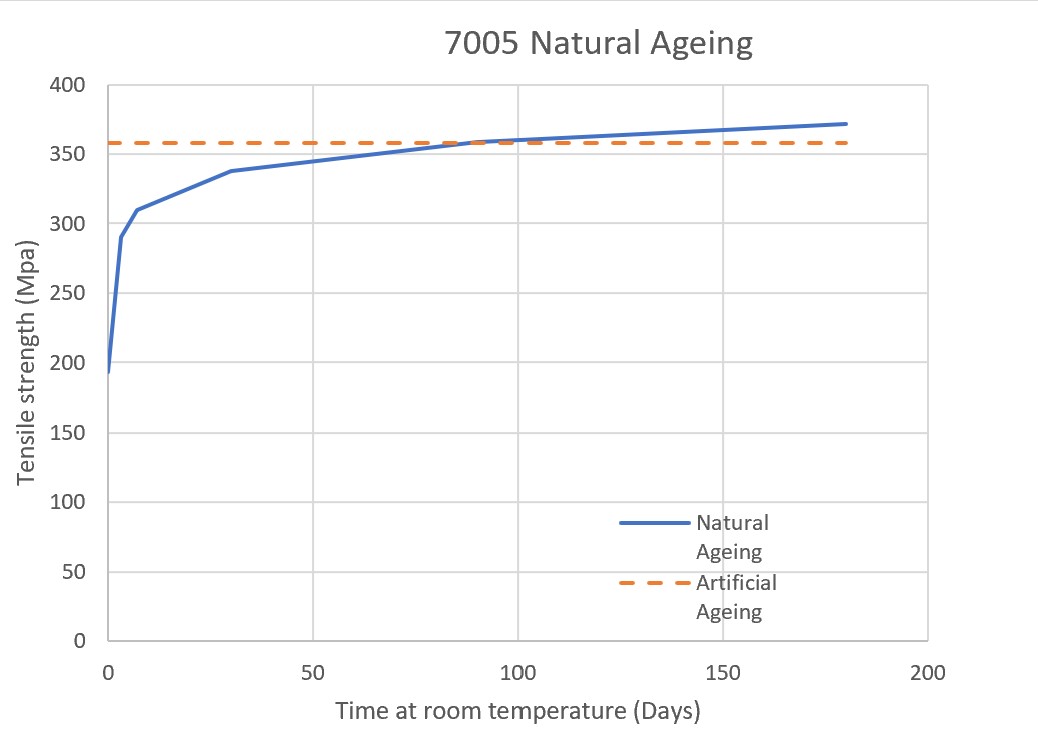
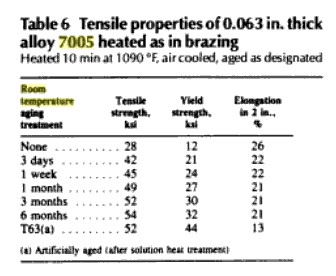
However, usefully with 7005/7020 there is a large degree of ageing that can come naturally (but slower) from just room temperature + time (see diagram), which means that the artificial ageing process can be avoided, if absolutely necessary, but results are far less predictable (See also: Liability Insurance, Litigation, Due Diligence, Good Practice etc  ). Some properties, particularly yield and fatigue strengths, are never fully returned (see table). 2-3 weeks at room temperature is considered adequate.
). Some properties, particularly yield and fatigue strengths, are never fully returned (see table). 2-3 weeks at room temperature is considered adequate.
‘Room Temperature’ or ‘Ambient’ is normally considered as 18-22C, cooler will age slower, warmer will age faster. It’s all about Heat Volume. Freezing can postpone the process almost indefinitely.
Additional Notes:
-Any crimping or bending of tubes should be done after a full annealing process, and followed by the full 2-stage re-treatment, otherwise it is just ‘pre-crashing’ the frame in terms of yield and fatigue strength.
-Align immediately after welding of possible, certainly within 8 hrs of welding.
-The less common 7*** scandium-bearing alloys (Easton Sc7000 or Dedacciai Aegis etc.) MUST be welded with Sc-specific rods and artificially aged in all cases, in order to take full advantage of the material properties. They are amazing materials, but have have very thin walls with hardly any wriggle room on their safety margins. They can be mixed with 7005/7020 alloy tubes and parts, but with different HT settings: 5h @ 135C/275F then 2h @ 150C/300F (Easton).
-Some of the detrimental micro-crystalline properties around the HAZ of a weld will only be removed with the full solution + quench + artificial age process, if at all. Well designed tubes, weld forms, sequences and structures should be able to minimize their impact and an artificial heat cycle will reduce their influence on frame life."
I’ll dig up the 6061 summary in a bit…
All the best,
Dan Chambers
 )
)