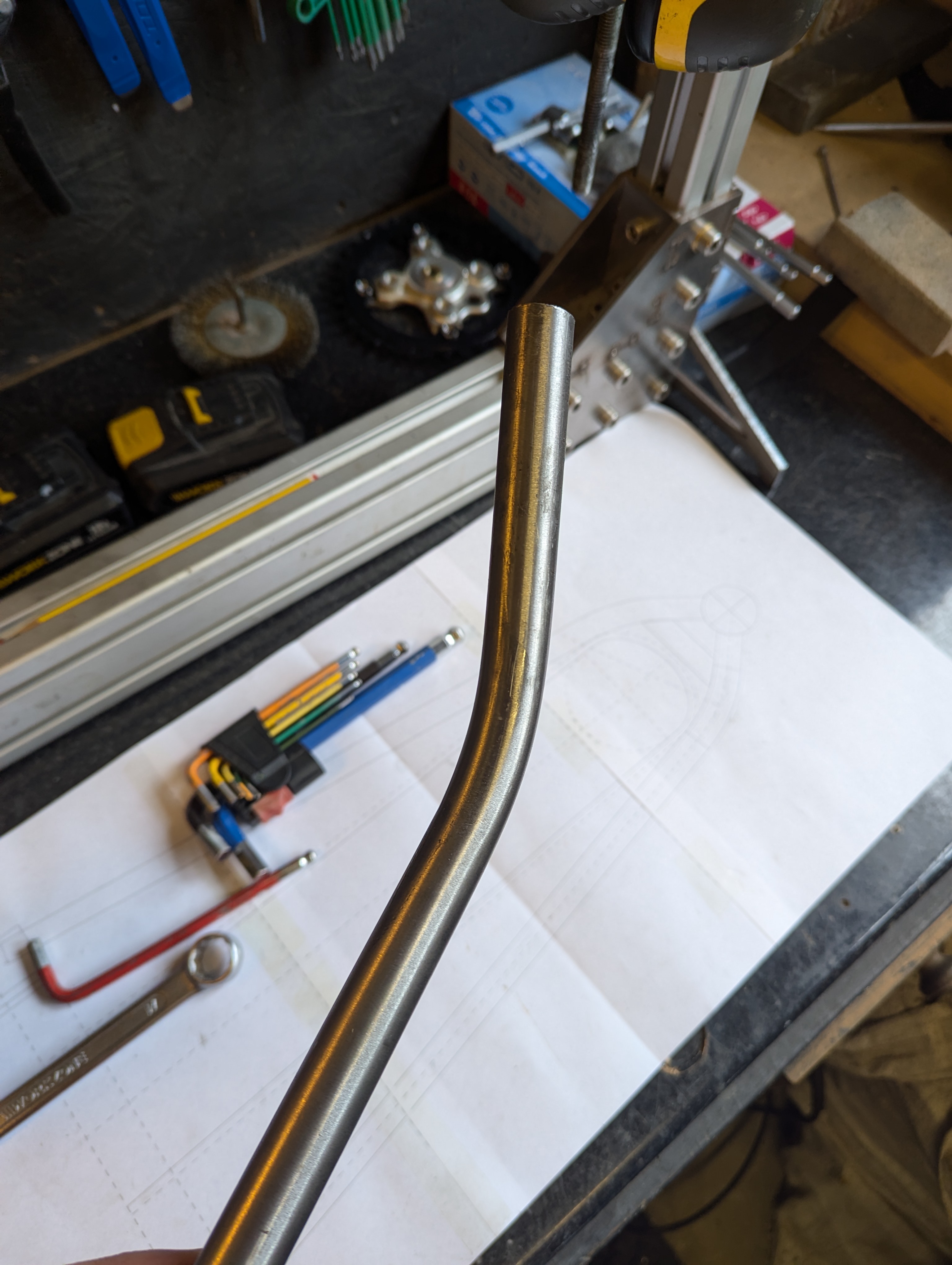
Have a quick question, does anyone have any experience bending Reynolds 19x0.7mm 725 without getting ripples on the inside edge?
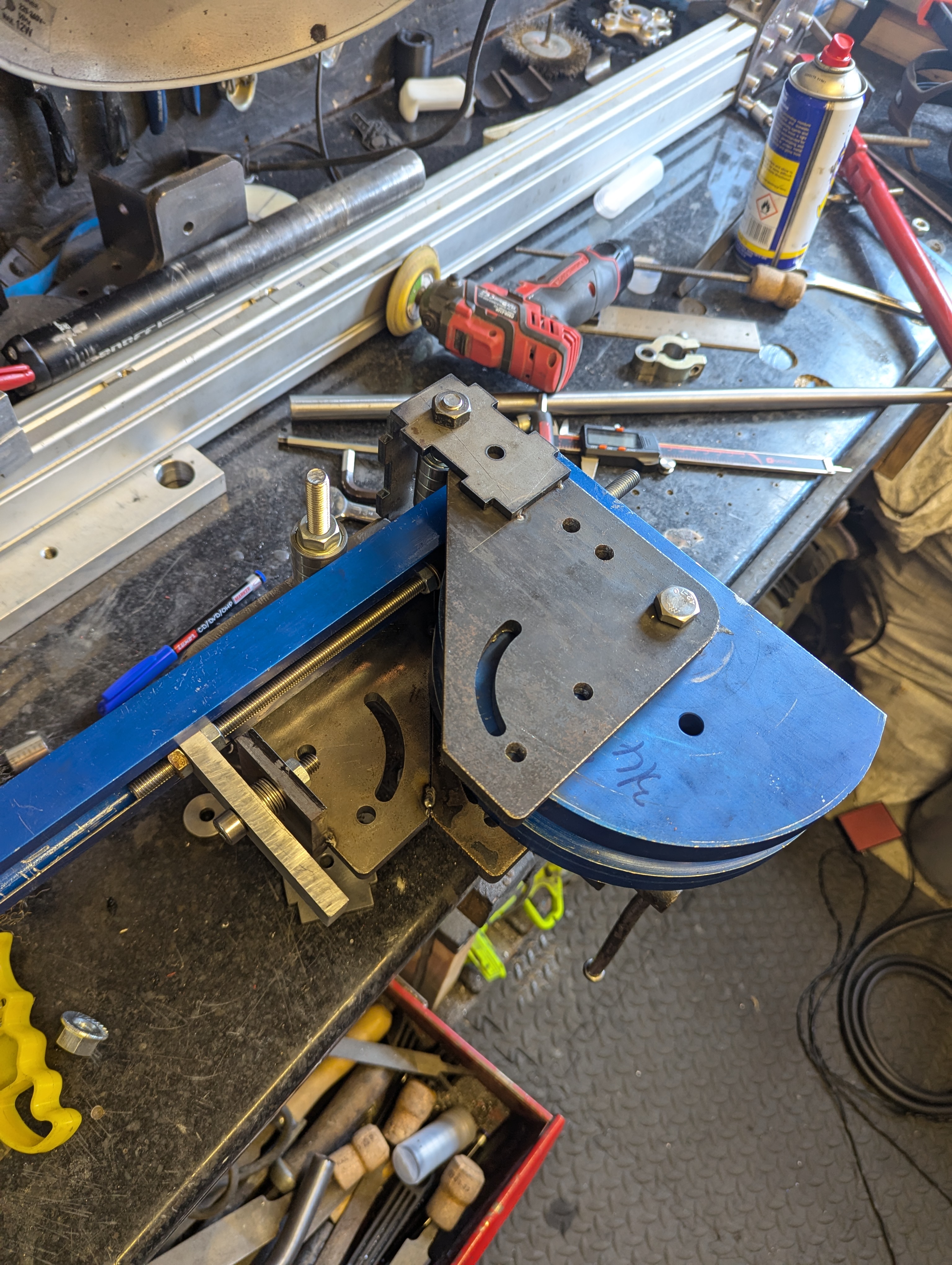
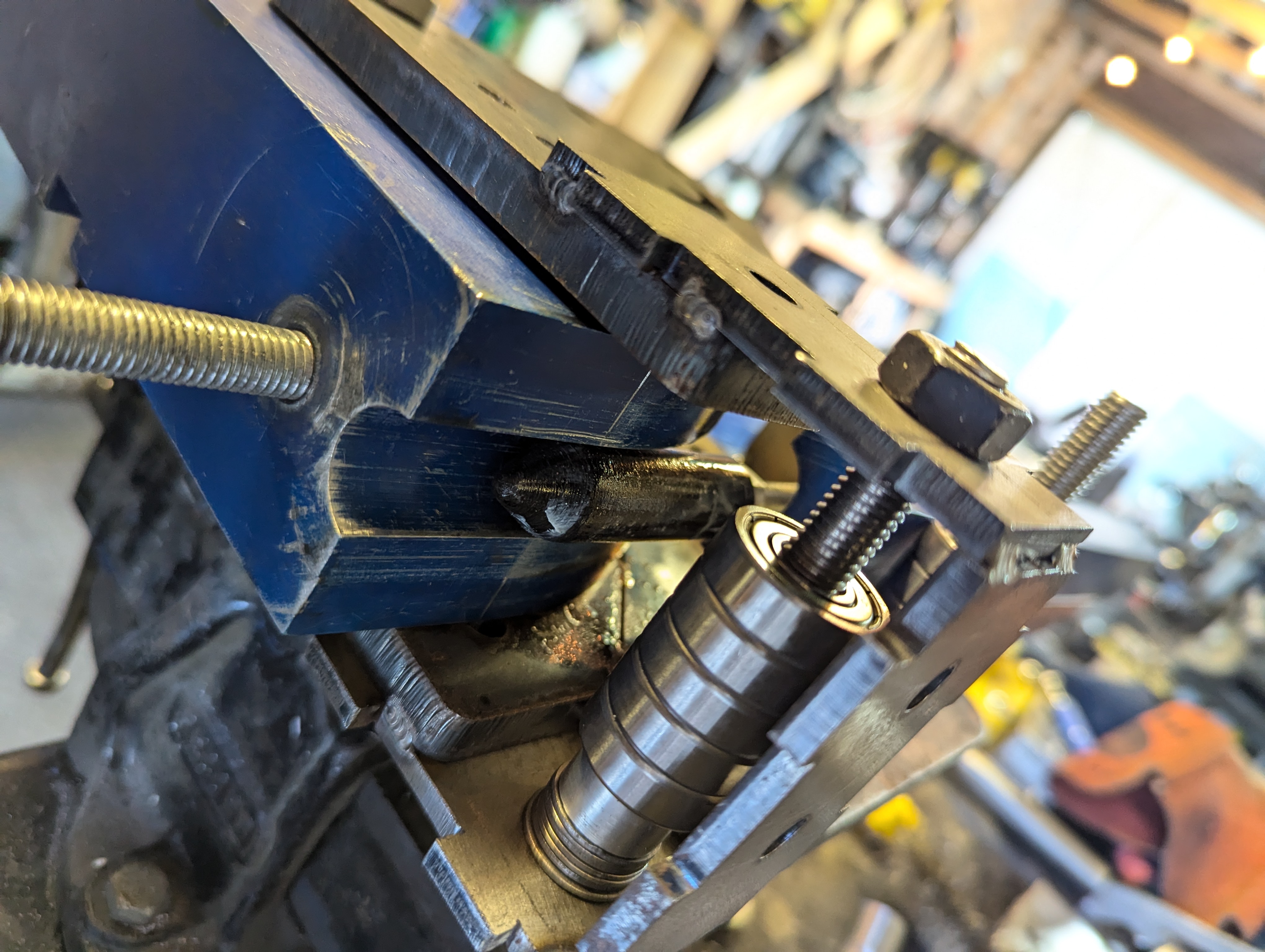
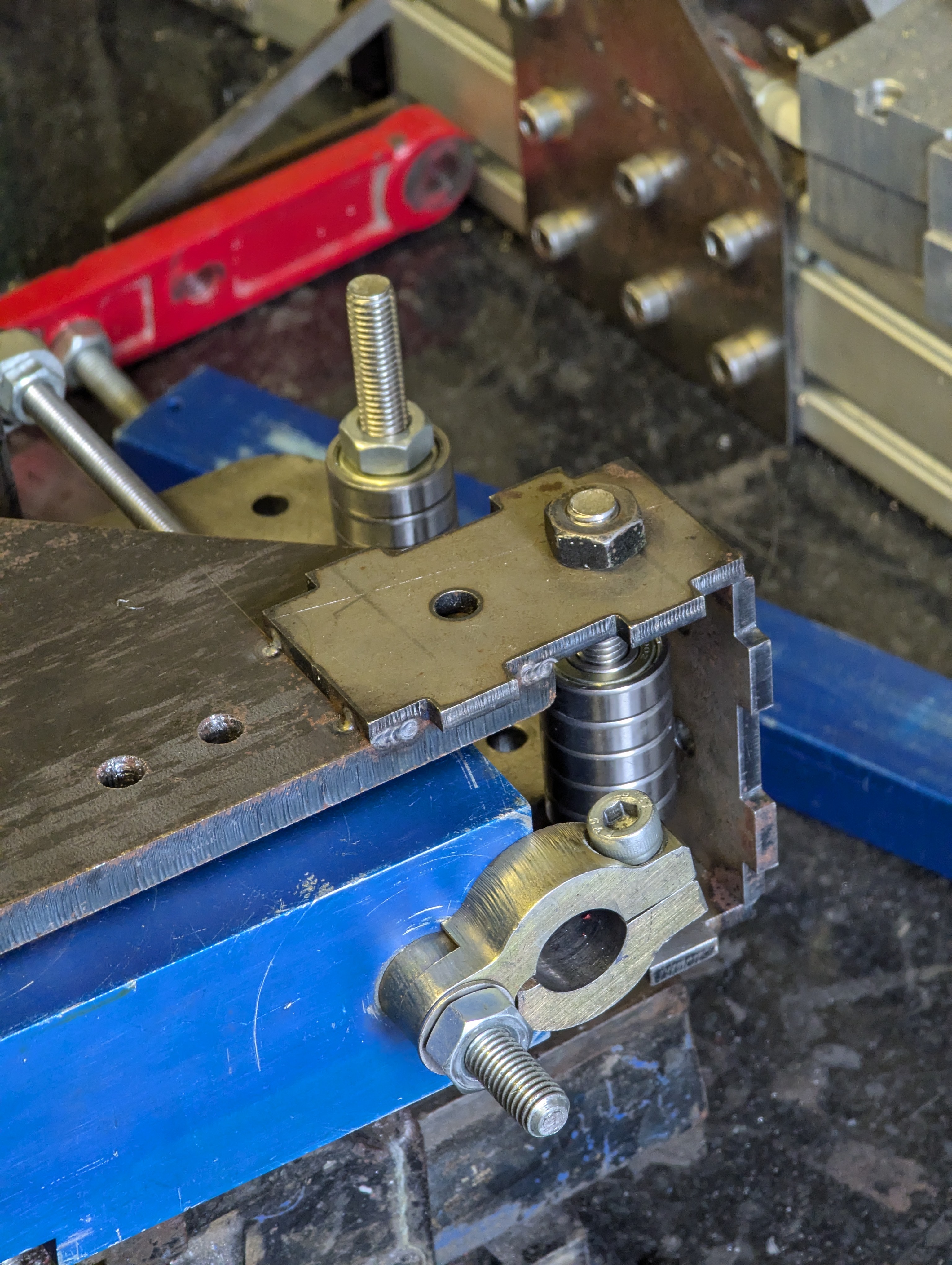
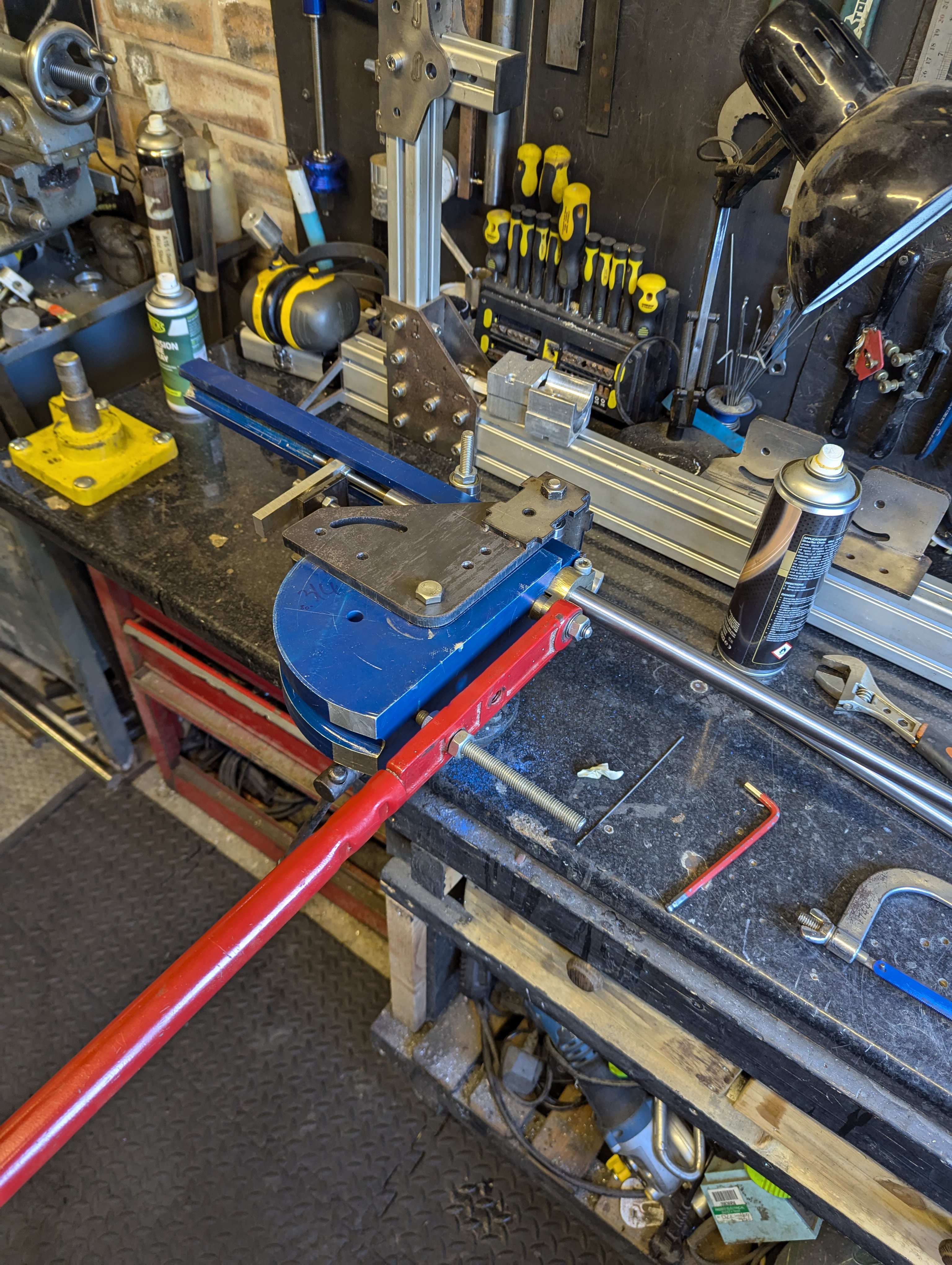
I have a homemade mandrel bender using a 100mm CLR die with follower. It also uses an internal delrin bullet to provide internal support to the tube and I need a 30⁰ bend.
I will upload photos later but the design is based off of this bender
Originally I was using Reynolds 525 19x0.7mm seat stay which is the same tube as the 725 just not heat treated and can bend it beautifully.
But the person I am building the frame for has requested 725 now. First thing I noticed was the 725 needed considerably more force to bend (nearly pulled the vice from my bench and bent the arm on the bender before the tube finally bent)
So my question is, is 725 harder to bend than the 525 or is there something else at play? Has anyone else successfully bent thin wall 725 stays?
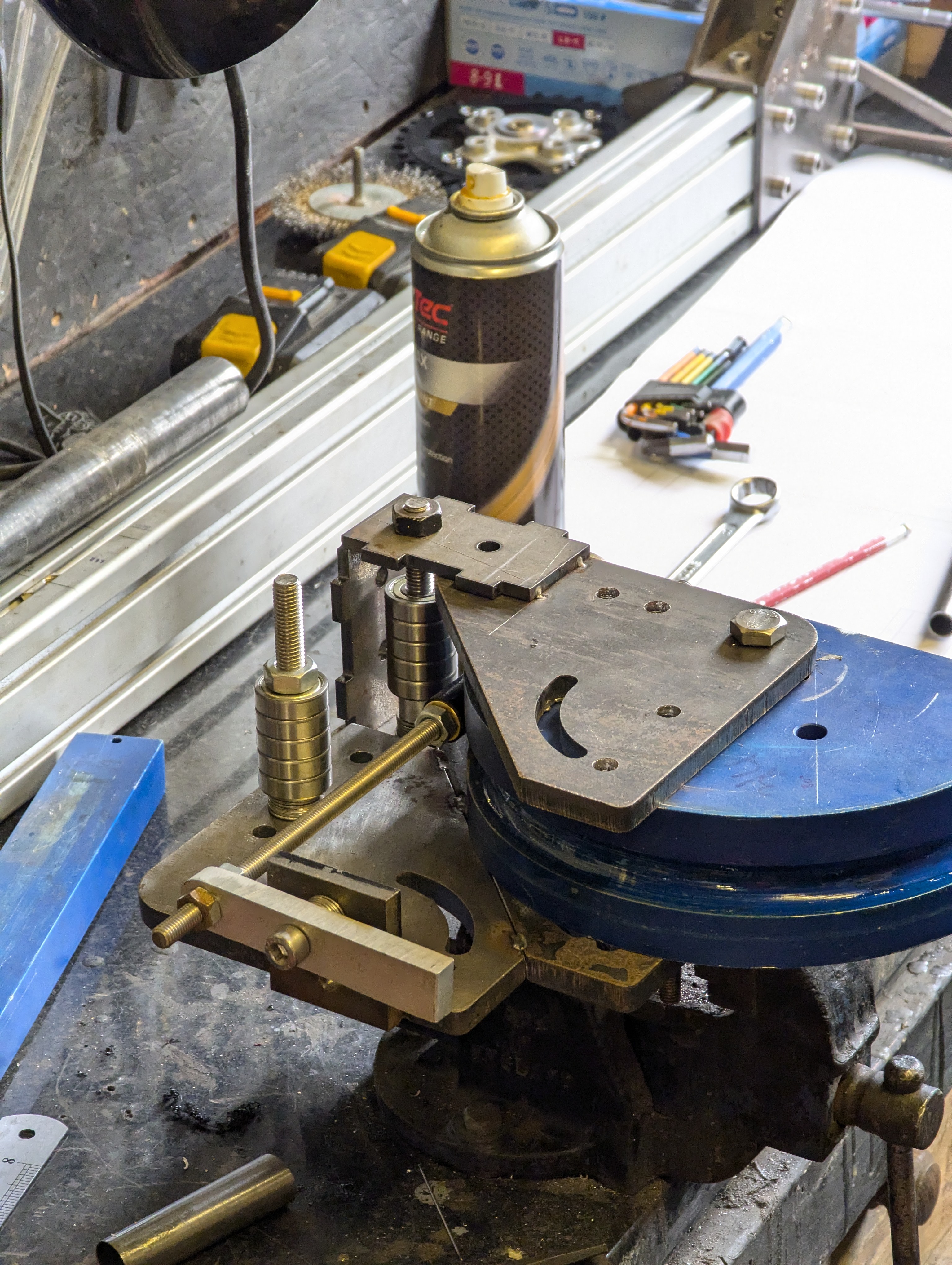
The bender in question. It is made out of scrap I had so it doesn’t look the best but it works in the same way as the linked bender on the previous post.
I’ve had pretty close to zero success bending heat-treated tubes. I guess there’s a reason Columbus, Reynolds etc do all the tube forming before sending out for heat-treatment.
If you’re “highly motivated” (desperate) you might try bending alloy, like Cerrobend. Do you know it? It has a melting point lower than boiling water, so you can melt it in a coffee urn. Tho you might not want to make coffee in it afterward, the alloy has toxic elements in it.
Follow the directions, but basically you melt, pour it into the tube with the end capped, freeze the alloy, bend the tube, then melt the alloy out.
I have only used it on 3/4" x .028" Ti 3/2.5, but I got some impressively tight bends, no ripples. I do believe it will work on HT steel also.
I mentioned being desperate because doing all that for each stay would seriously slow you down in production.
The alloy I used was from Belmont Metals but I believe it is identical to Cerrobend which is the more famous name. Belmont was easy to deal with, MOQ was fine for my purpose, I wasn’t stuck with more alloy than I needed.
Please don’t throw it in the landfill when done, the stuff is very toxic. It lasts through any number of uses though, and when you don’t want it anymore, someone else will.
That is a really cool bender! With the internal mandrel and follower bar, I can’t imagine getting better results, unless you go to a 200mm CLR.
I know it is not the topic of the question, but my question is, are heat treated tubes really needed for seat stays?
IMO, the only real-world advantage of heat-treated tubes is dent resistance, especially when you use a thin tubing (.4-.5mm). Seat stays are pretty dent-resistant.
As @stevenshand points out, heat-treated tubes are not meant to be bent.
Heat treated tubes don’t like to be bent. They like to buckle and collapse before they will yield.
Your application (seatstays) does not need heat-treatment (19mm diameter fer chrissakes).
You might be able to anneal the 725 stays by heating them, then slow-cooling in a sand bed ?
Which would get you what - ? - basically 525 / 4130 stays, LOL.
What a waste of time (and money) to chase an unneccessary goal.
Hopefully the customer will accept 525 as being perfectly acceptable for the application.
You’re building a bicycle, not the goddamn SR-71 Blackbird.
Thanks Daniel. I was quite proud of it especially as it was made up of left over laser cut parts from my frame building jig. The die and follower was bought second hand though.
Plan on making a few more for different size tubes, now I know the design works. Going to have a play with 3d printed and/or plywood dies and follower bar too.