Induction brazing has been an idea that has been kicking around in my head for the past few months.
What is induction brazing?
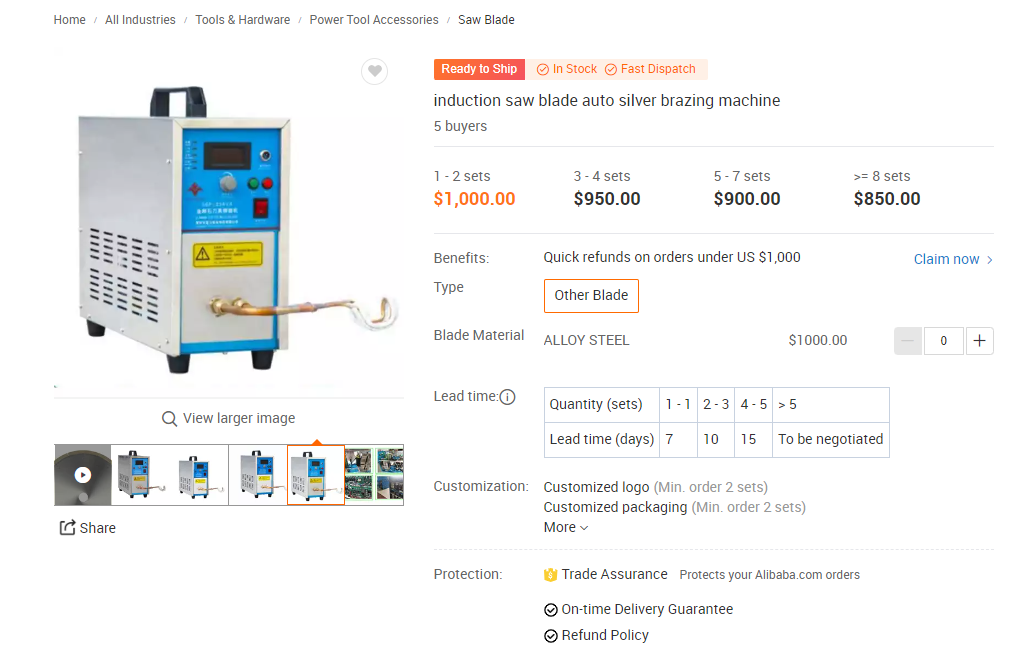
The metal parts to be brazed are placed in the induction coil, and an alternating current is passed through the coil. This creates an oscillating magnetic field within the coil, which generates eddy currents in the metal parts. These eddy currents heat up the joints which melts the brazing alloy.
does quick heating effect the mechanical properties of steel?
compatibility with stainless steel?
Questions:
Would this be a useful tool?
Does anyone know if this has been done before in framebuilding?
Does anyone have any experience with induction brazing?
I am not an expert in electrical engineering (especially AC circuits) nor brazing. I would love to get some feedback from the community before I put my time and money (and test my landlord’s risk tolerance) on the line!
I know next to nothing, but it is the logical leap from hearth brazing. It’s a neat idea, but I wouldn’t be interested unless it was something that could quickly, evenly and cheaply preheat a whole joint. To me, the tiresome part is cleaning and fluxing braze-ons.
I was wondering how well this would work with lug brazing. Seems like you would avoid issues like heat warping with consistent heat around the entire lug area. What I don’t know is will the heat pull enough filler (silver or brass) for full penetration.
Super cool thought! The ideal would be to get some sort of closed-loop control working, probably easiest with a non-contact thermometer of some kind. You could probably get an off-the-shelf soldering oven reflow controller to do a basic PID loop for temp control.
imo even if it took a while, the ability to “set and forget” would be useful for doing other tasks while waiting for it to complete.
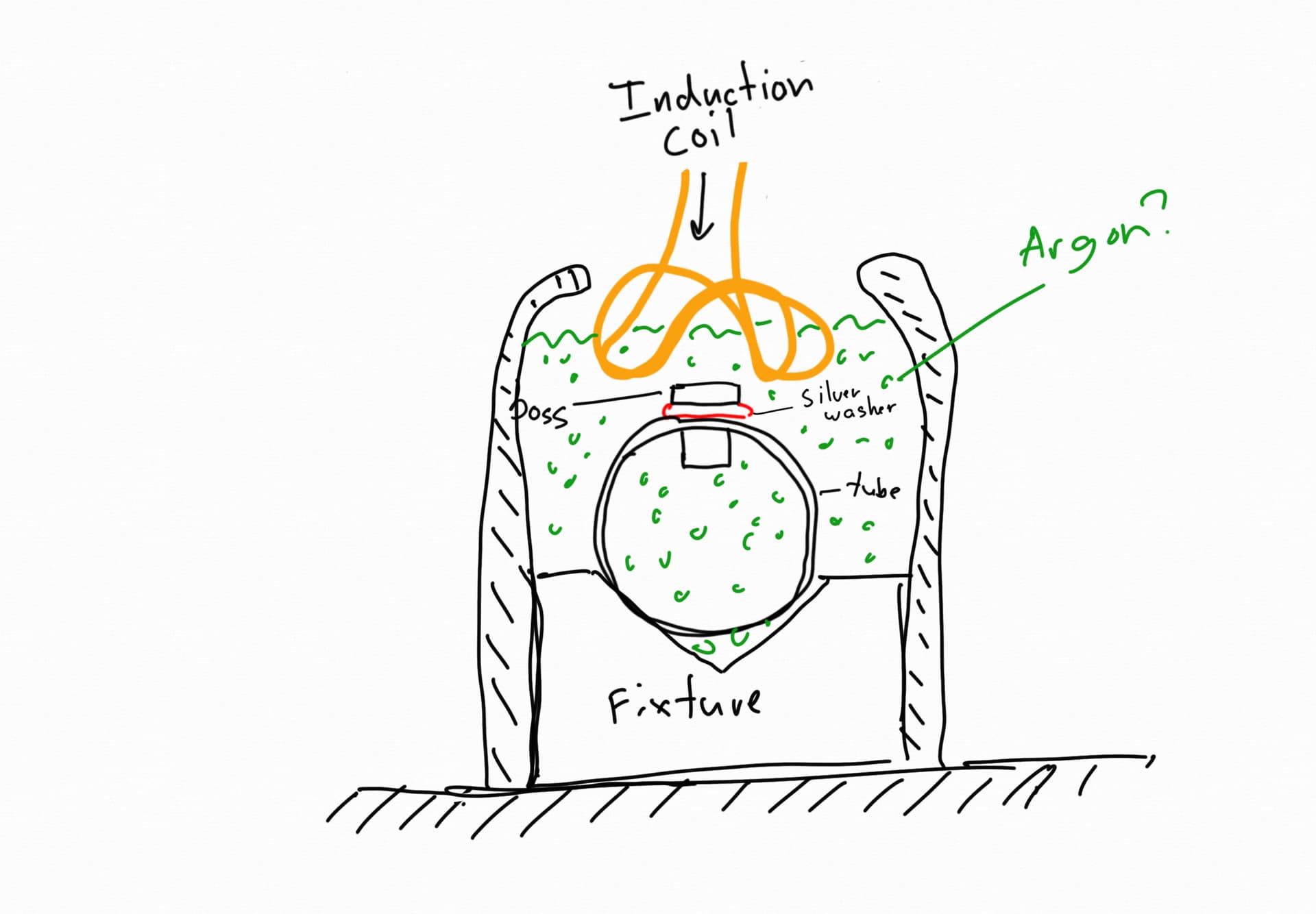
I’m not sure how much argon you would need, and how the price of argon compares with the time cost of fluxing and cleaning. Maybe purging the tube itself is enough?
Good idea. What do we name it? Braze-o-matic? Brazebot9000?
All the top tube to seat tube connections on Chicago made Schwinn varsitys were induction brazed on a asse3mbly line. There was a preform of silver dropped in.
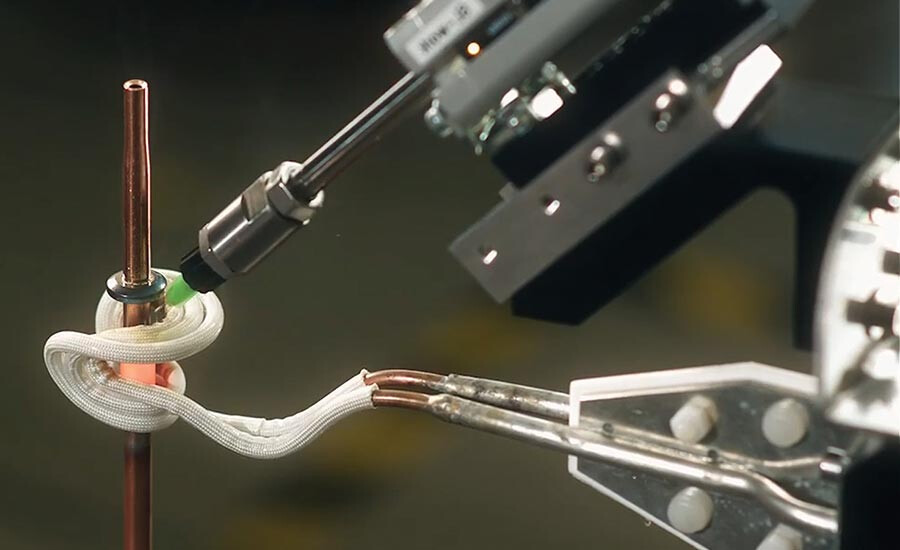
I’ve messed around with induction heating for forged parts, and cyclefab here in seattle uses it for a special propane heating attachment they make for an industrial customer.
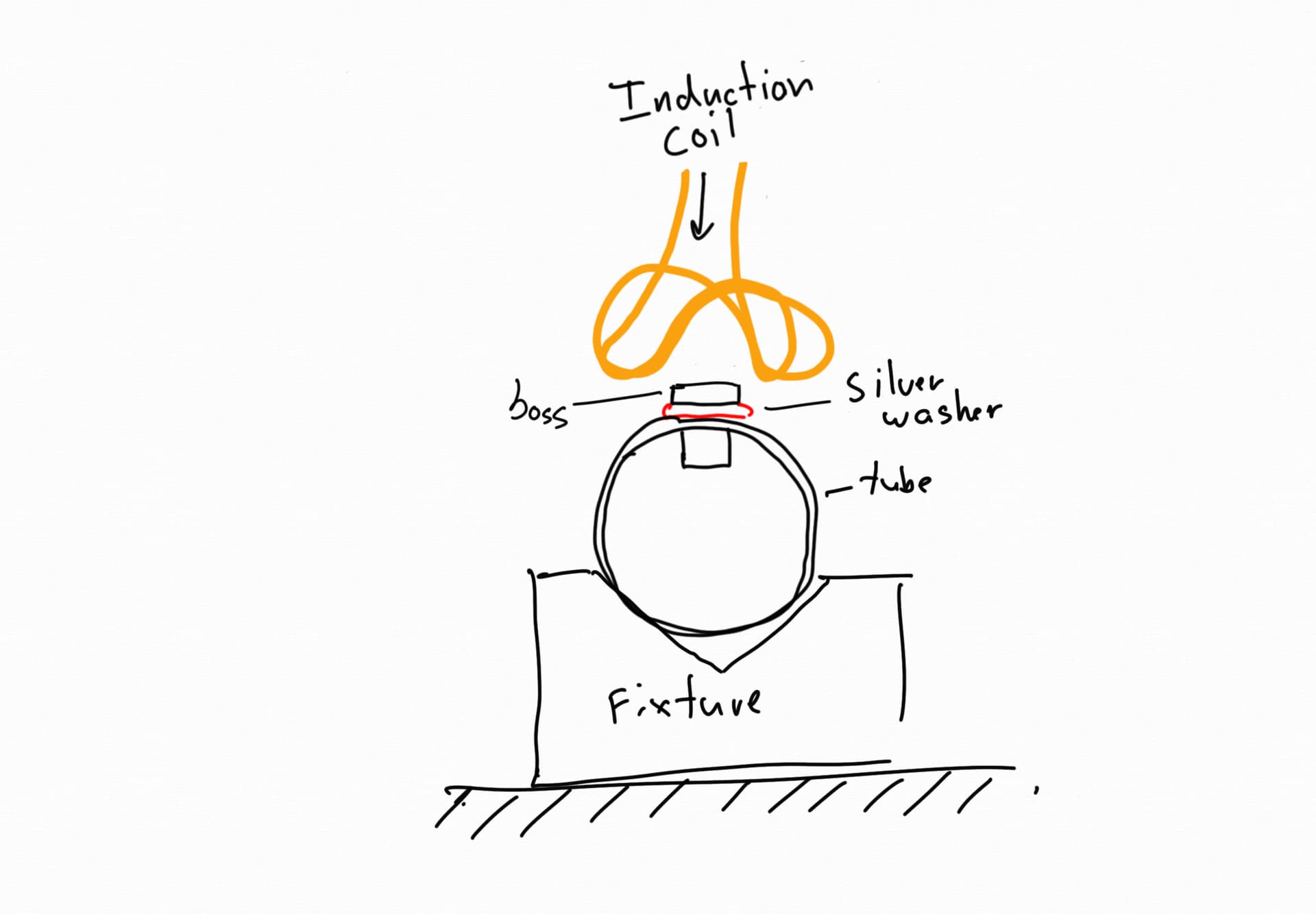
It would be super fast and clean, but the coil shape is specific to the part you are heating. This is because the magnetic field strength is:
6.1.1 Magnetic field strength, magnetic induction and flux
The magnetic field strength H , generated by a flow of charged particles, is defined according to
(6.1)I=∮CH⋅dl
where I is the current passing through a closed contourC (Fig. 6.1A). The quantities H (A/m) and d l (m) are vectors. For each configuration of conductors carrying an electric current the field strength in any point of the surrounding space can be calculated by solving the integral equation (6.1). A current I through a long, straight wire produces a magnetic field with strength H = I /2 πr at a distance r from the wire. So the field strength is inversely proportional to the distance from the wire.
TL:DR
the coils need to shaped to the part and very close.
I think it would be awesome for fork crowns or bottom bracket shells were they have a lot of mass and are slow to heat up.
For H2O bosses, I can put them on as fast as needed with the gasfluxer and no paste flux.
Hahn Rossman
Thanks @Bucko, that is a great resource. It looks like they are using of those industrial units to great success. I bet that would have more than enough power to braze a BB joint. Once I educate myself more and do some experiments, ill try reaching out to them for their expertise!
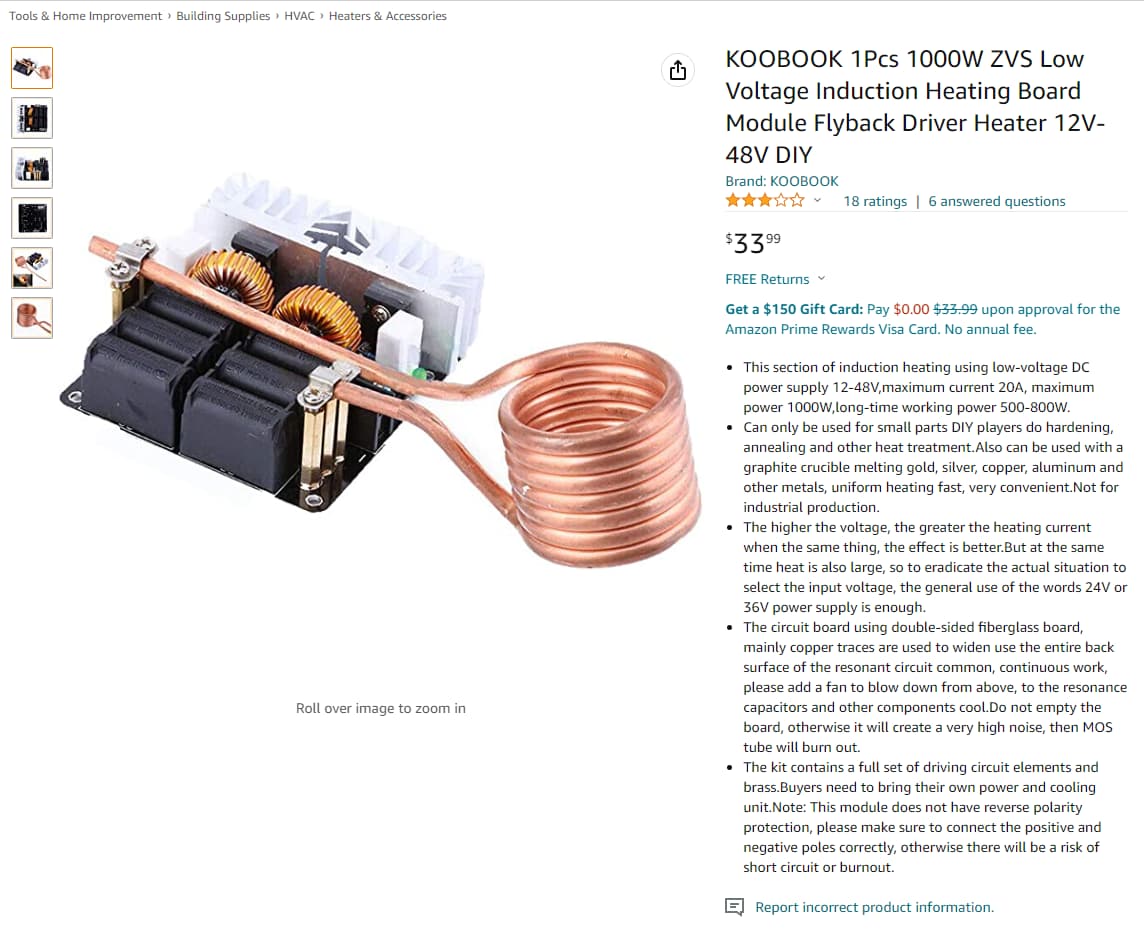
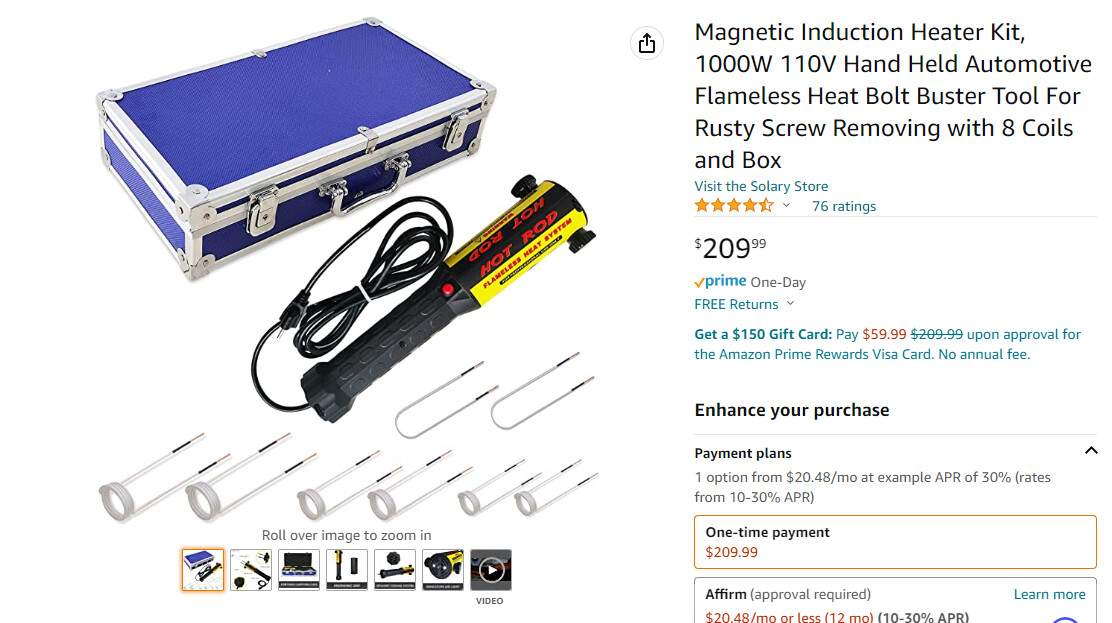
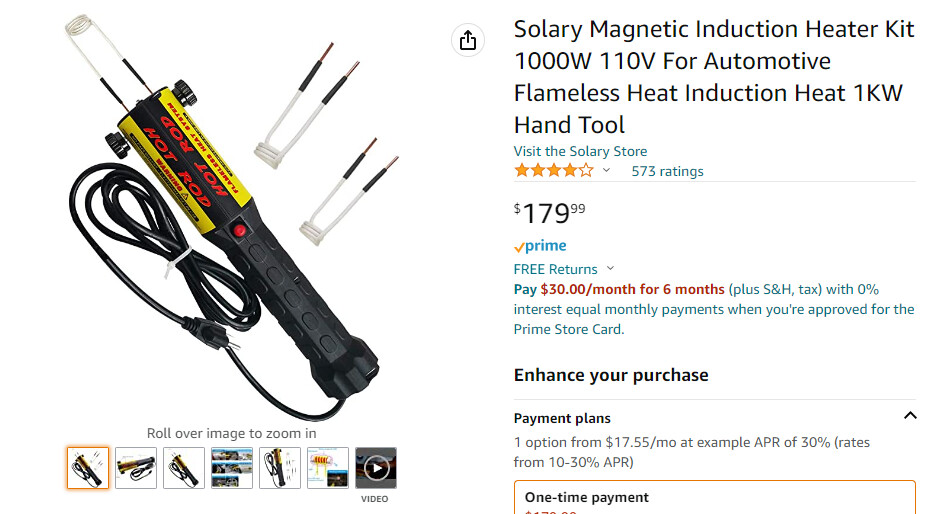
Update to this thread: I went ahead and ordered this guy from amazon: link
Old conversation, but I haven’t seen this mentioned much elsewhere.
Have you had much luck with the induction heater?
If so, what have you used it for?
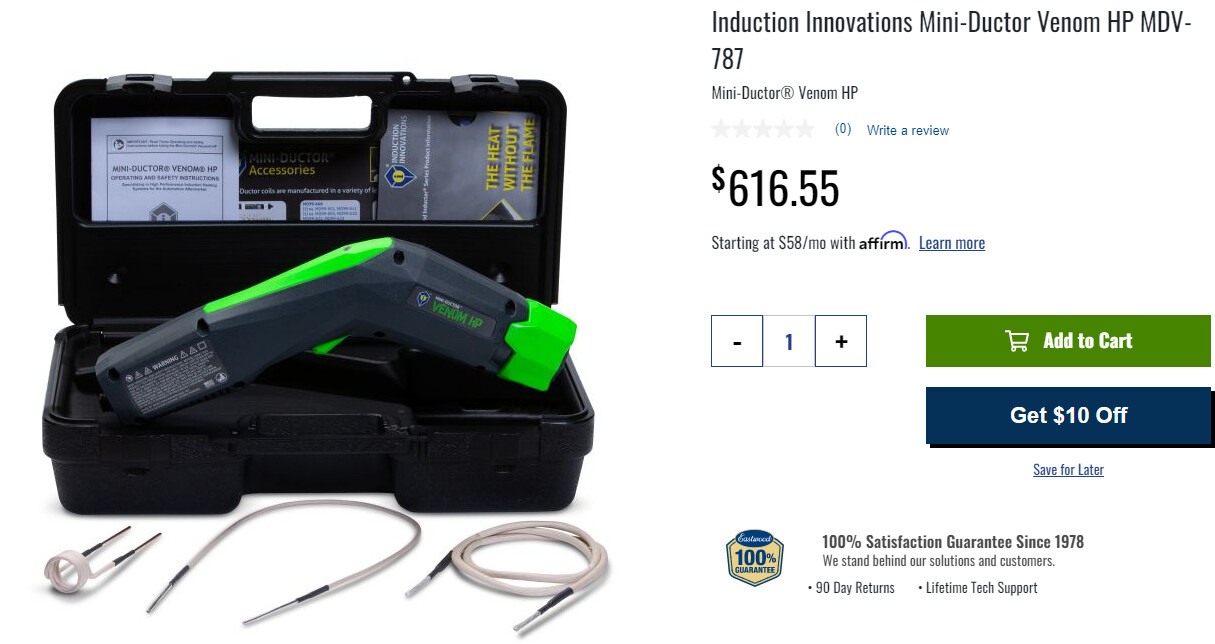
I’m thinking of getting one for some small items, braze-ons, racks, etc.
I watched a little of this happen on Instagram recently, for another application. Looked like a recipe for overheating and burned flux based on the results, but the poster felt it was adequate.
I’d think this would be successful with an overly large power supply running canned cycles (created after testing) that essentially pulse power to control the heat. It can go from hot to too hot faster than a torch, and moving the element away is a little slower than a torch. Honestly, a Tig foot pedal arrangement might work well.
I have one of these U.S. Solid Industrial units. It rips.
I have done lots of induction brazing not for bikes with it. Works very well.
I have definitely considered bike stuff but haven’t gotten around to it. For braze ons etc, I feel like there aren’t a lot of downsides to just using a torch. Flowing a lugged frame would be pretty interesting though.
A lot of the upside of these bigger units is the speed at which they heat the joint. The unit I have can pull 500amps. It will get a 1" dia steel bar up to 1500 degrees in about 3 seconds.