Hi all- long time lurker who’s slowly been working through my first full bike build. Wanted to attack a modern gravel race bike that could clear some big rubber (2.25”) and also play with a few modern components i’ve never touched (internally routed cables, Ekar groupset, etc). Finished product:



The CAD work took the bulk of the time on this thing- as expected, sculpting the chainstays to get the right tire clearance, chainring clearance, and routing for mechanical shifting was a bit of a bear.One of the nice parts of 3D printing is the ability to put huge fillets on all the “tube” joints which should significantly help mitigate the relative weaknesses of the material/construction. My CAD background is primarily in designing mechanical bits and bobs that will never have an aesthetic consideration, so it ended up being quite the time sink/challenge to try to design things that not only functioned, but had to be beautiful for beauty’s sake.
Had great success using In3Dtec for the printed parts, and went with heat treat just to hedge my bets that i’d built it up enough to be successful. They were able to machine the T47 threads into the BB part pre-heat treat, requiring I only face and chase that area when I got the parts, which was a huge help. The surface finish on the parts was great- after primer/sealer, the parts blend into the normal tubing really nicely.
The seatpost wedge system was a design I borrowed from an early '00s Trek stem (which i asked about here!). Another benefit of 3D printing are the blind features required to pull it off which would never work otherwise! Seems to work great, but time will tell how it holds up. I’m pretty happy with how beefy it seems relative to some of the carbon frame solutions i’ve played with.

Cutting the tubing was extremely straightforward due to the lack of miters, as was initial fitup and tacking; i was concerned the heat treat would significantly warp the parts, but the only parts with any noticeable deformation was the chainstay halves, which i was able to tweak into place easily. Not the best welder in the world, but I was fairly happy with how it turned out. For a first frame, I tried to give myself a bit of grace that I know it won’t be perfect, but i’ll learn a ton.
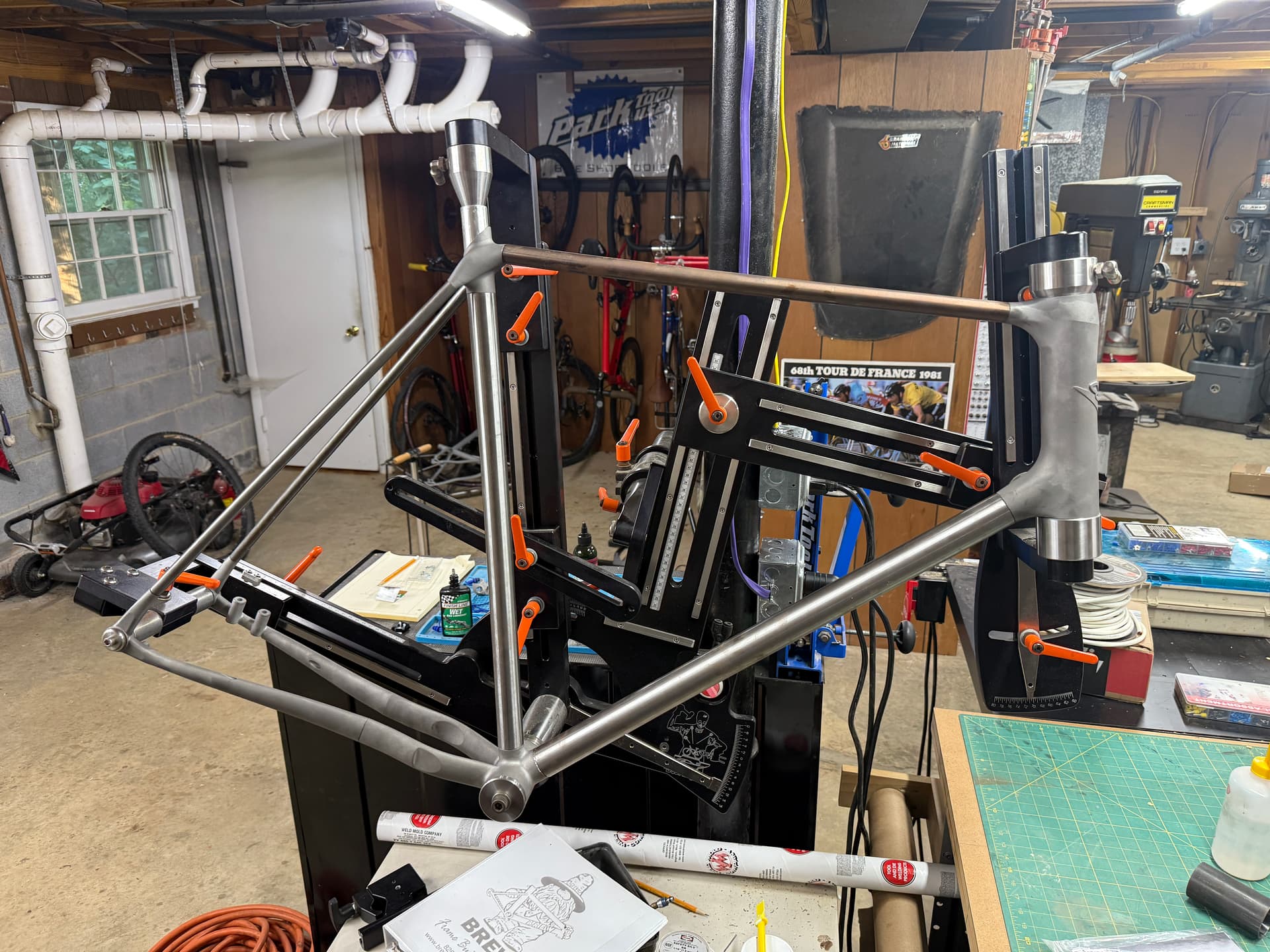
Couple of learnings for the group from fitup:
The ovalized toptube has an outer profile that almost perfectly approximates an ellipse, but the inside of the tube has a vastly different profile that shows how it was formed. Since i have “sockets” that the tubes fit into, I had to grind these out on the toptube to get it in place. Easy to fix for next time, but for anyone doing something similar on formed bike tubing, buy the tubes first and verify the inner dimensions.
Check your clearances! Still have to investigate this, but the only real “issue” i hit with fitup was that the clearance to my native 160 FM bosses on the chainstay was about 0.5mm to the rotor! some quick work with a grinder solved this and it’s basically invisible, but that’s the only part of the frame design i didn’t triple check (as i didn’t have a rotor modeled). Oldest lesson in the book for sure, TRUST BUT VERIFY.
After welding, I used a band file to grind everything flush. Had plenty of access around all my joints, which certainly isn’t hurt by the fact that the frame is so huge :). definitely need to be careful at this step as it’s easy to forget how thin the tube walls are outside the welds, and how quickly you can make a big mistake! I have a super undersized compressor for this kind of tool, so was running way under the proper pressure for most of it. I left to get a drink of water which let the compressor pump up to full beans, and i proceeded (without thinking) to go at it with the same vigor as before, and filed a hole in a tube, which i then had to go back and patch. Mostly though, it was a great experience and I think this type of bike frame construction really helps those of us who suck at welding have simpler paths to trace while skills improve.

After welding the bike up, I did a rough check of alignment, where i found it’s mostly fine, but definitely induced some skew at the BB area. I realized I had fit up the BB shell in my jig at a slight angle by using the wrong spacer! At this point, knowing it’s my first frame, I decided to just charge ahead and accept that it might be a bit wonky.
All the frame machining was pretty straightforward. The 17-4 material machines really nicely, and i observed zero porosity in the freshly machined bearing seats/BB area/rear axle. This gave me a lot more confidence in the supplier/material.

Painting is a bear in and of itself. This is my first bike but i’ve been a tinkerer all my life, so have done my fair share of urethane painting. That said, my current workshop setup is very un-conducive to spraying, so just made the best of what I have. I’m using Urechem paint products, which you can easily by cheaply online and shipped to your door without the hassle of the local paint shops which seem to hate shadetree guys like myself coming by and bugging them. I set up what I like to refer to as the most expensive windchime in history in the backyard with all the parts for the build and went to town. No real issues with the setup other than you just have to accept that it’s never going to be perfect working outside like this, and by the time i was putting clear on, the sun had mostly set, which is worst case for getting a good sheen. C’est la vie.



More to come about assembly in a bit!









