MF’s reply is dense-packed with good analysis and advice.
I’ll add a bit, some I’m pretty sure is consensus and some maybe a bit far-out.
Soaking in enough heat into a crown to make the filler flow everywhere, without cooking the flux, is a delicate balancing act. I believe the key is to heat it up as quickly as you can while still not burning anything. I like really large flames and I do mean plural, as in one pretty large flame in one hand and a gargantuan one in the other. OK not gargantuan like at the shipyard but big by bike frame standards. One torch with a large single flame and the other a rosebud.
Now, two torches is a luxury and I’m not saying you need that, but think about it. With one torch you should probably max out your torch, biggest tip you have for it. I’ve seen videos of FBs taking 10-15 minutes or more to braze a crown, where I’m pretty sure the crowns I brazed in ~2 minutes came out stronger, due to the lower time-at-temperature.
Especially with propane, which gets a lot of heat from its outer flame, you want to hold it further away and heat the whole crown very generally. Spend most of your time heating the thickest part of the casting and whatever’s farthest away from where you’re feeding the rod. Dont apply the rod until the crown is hot enough for flow everywhere. Resist the urge to add filler at the shoreline as soon as the shoreline is hot enough. Wait until the deepest, thickest part is hot enough to flow the filler, then that gap will really suck up the filler, by capillary.
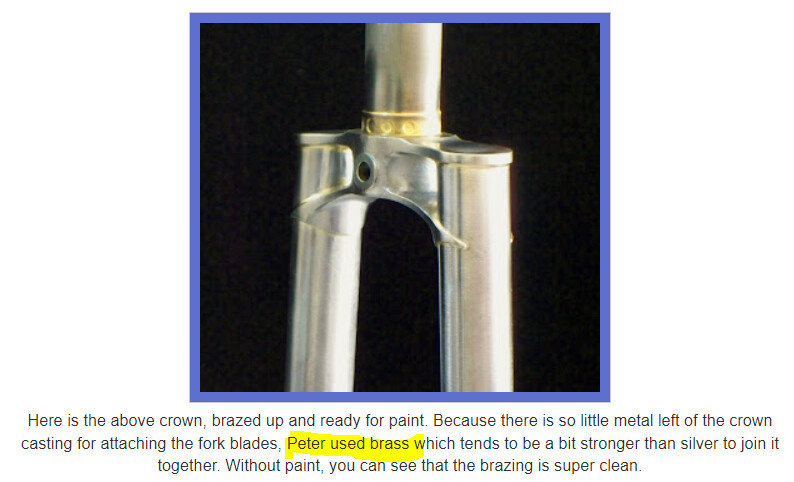
The most sure-fire way to know you have full penetration is to use preforms, filler shaped to fit inside the blade. If the filler started out inside the blade, and you get it to melt and come out all along the shorelines, then you have high confidence that it wetted out everywhere.
Although I’m a firm believer in preforms and will always braze my own crowns that way, I hesitate to recommend it because it takes some trial-and error to perfect, and a lot of people just making one fork should not go down that rabbit hole.
So, assuming you’re not using preforms, the way to know you have full penetration is (1) feeding in a shitload of rod and watching it disappear into the joint, after everything is hot enough, and (2) cut a few of them up to see how you did. Sorry, not a popular bit of advice, but inescapable IMHO. You should never send someone else out on a fork you built until you have destructively tested a few. OK maybe two, if they both had good penetration then maybe you don’t need to keep destroying more forks.
Break them in a stout vise with cheaterbars too, don’t just saw them up. You need to know that even in a bad crash where the tubing fails, the braze must never fail.