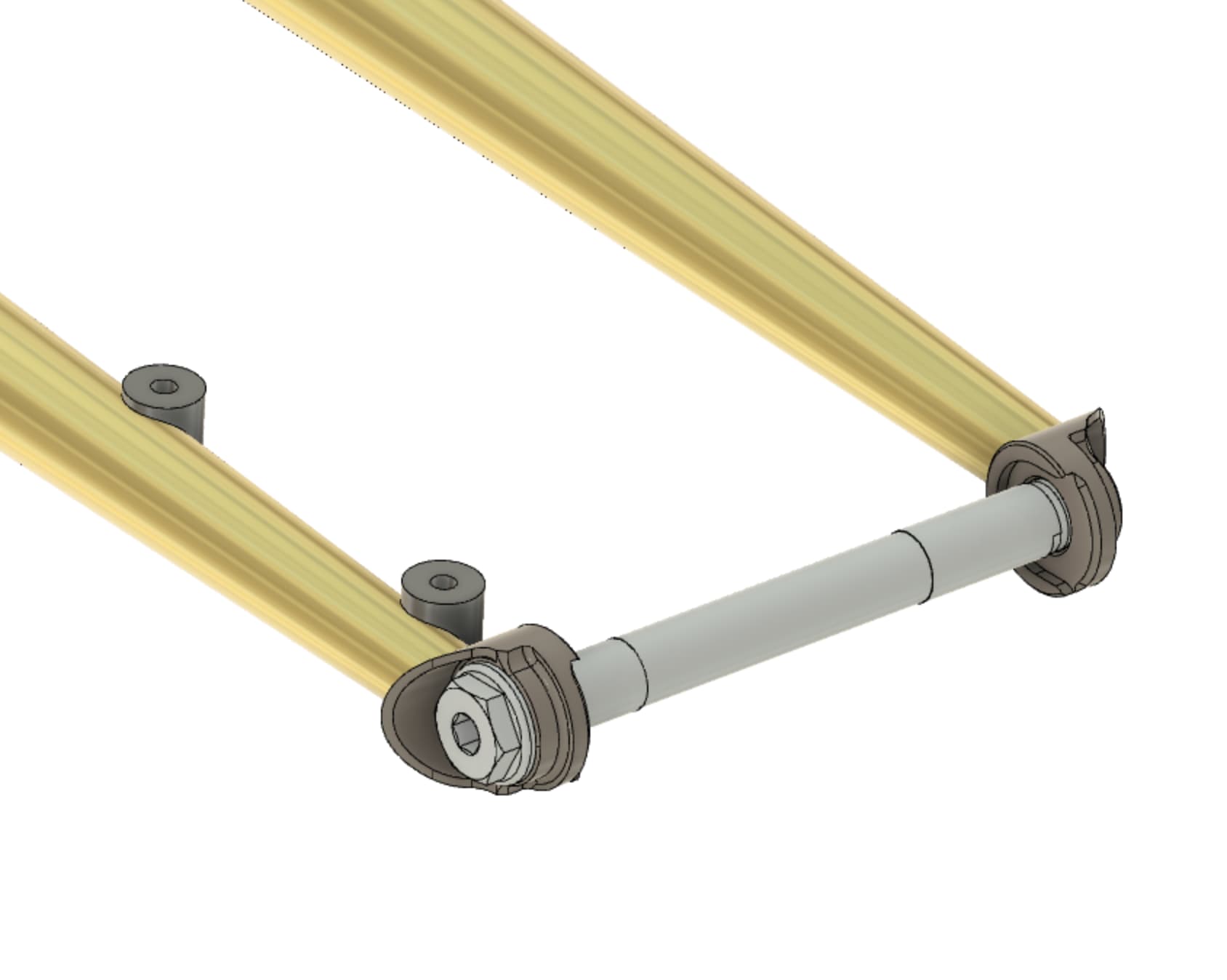
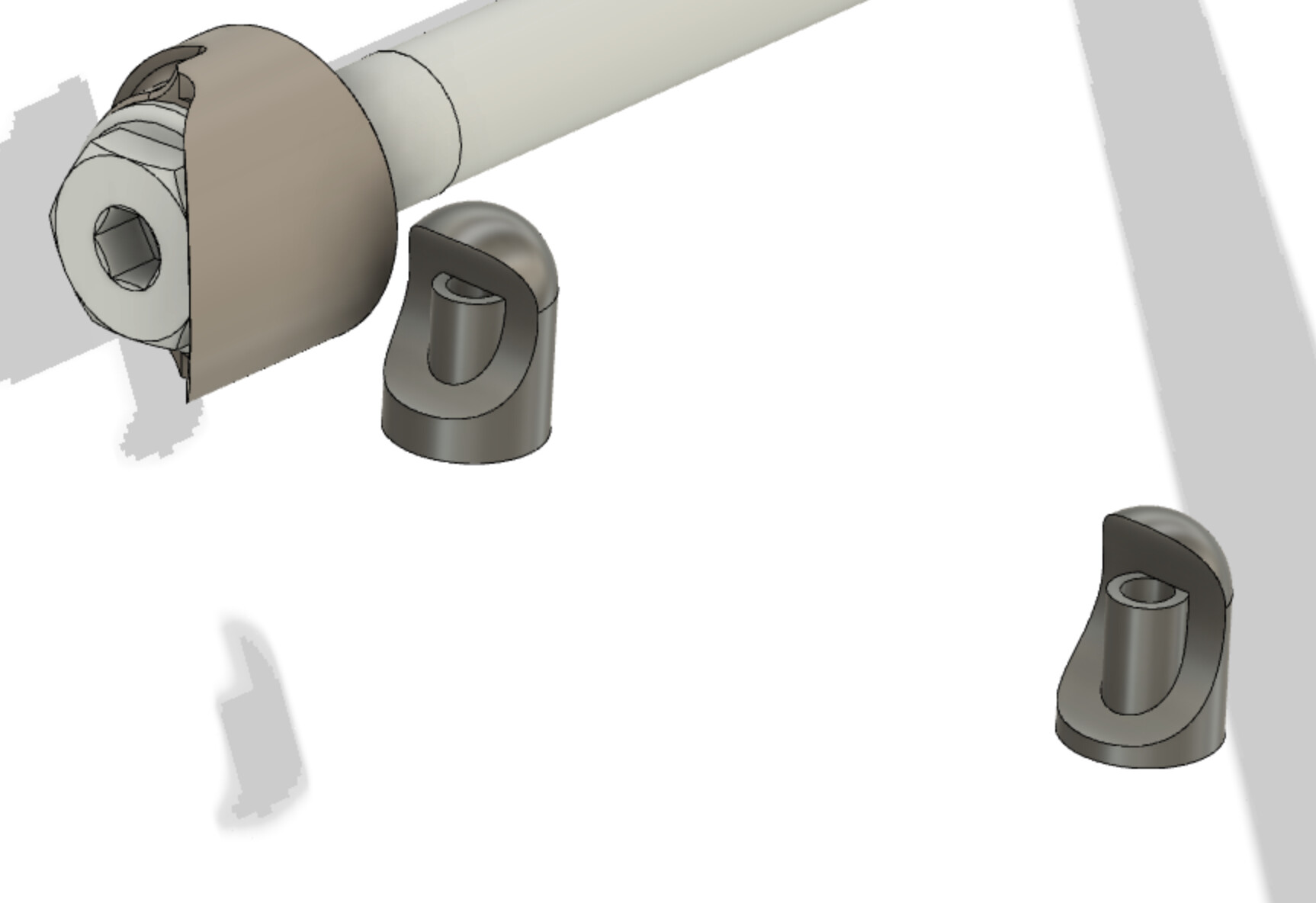
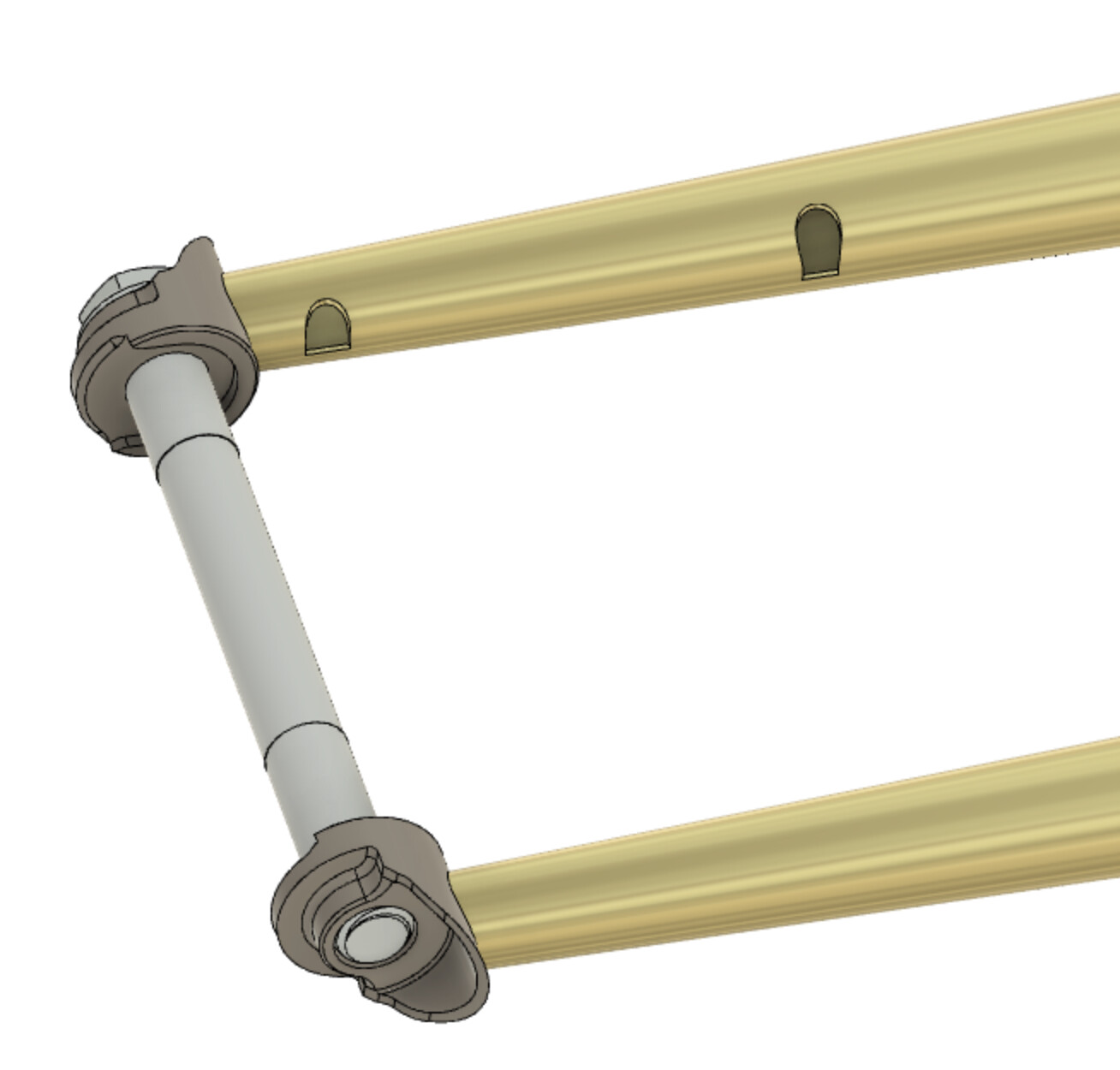
I am in the process of making some steel segmented forks with flat mount bosses. I got partway through making one, but was sketched out by how much material I had to remove from the fork blade. I decided to go back to the drawing board to design a more robust solution. This is what I came up with:
This idea definitely needs a bit of refinement and some DFM tweaks for additive manufacturing, but the overarching goal is to minimize the hole that is cut into the fork blade and to maximize the amount of surface contact the boss has with the blade.
I’d love to hear any thoughts on how feasible/practical y’all think this is.
I think you could use a piece of round bar stock and accomplish the same thing. You would be taking a bigger bite out of the fork blade, but then replacing that void with a fairly chunky piece. Disclaimer: I’m not an engineer, I haven’t done the FEA, blah, blah, but I’d ride it.
That’s what I did for my first go around. I used 15.9mm diameter 1018 stock which is beefy as heck but got a bit spooked with how much material I removed from the blade. Maybe I’m overthinking this and it is totally fine!
It’s weird, we are completely comfortable with a weld or braze on a dropout/forkblade, but as soon as there’s anything else on the blade, we get (over)cautious. I guess it’s human nature not to want to faceplant.
Looks like a very printable part. It would probably be printed face-down. You might want to add an extra .5-1mm to the face so you have more margin to machine them flat.
Are these going to be brazed or TIG?
If brazed, I think there is a design solution where you have a flange that reinforces the slot. The flange could help distribute the force more gradually over a larger area. Its also easier to braze. Here is a REALLY rough sketch:
I agree with both Eva and Mark. On one hand, it’s terrifying to remove large chunks from a perfectly good tube. On the other hand, it’s kinda a low-stress area…
I like that design! I’d love to braze them on to minimize distortion as much as possible, but am open to welding too. I gotta futz with F360 a bit more to figure out how to make nice surfaces like that one. Any quick tips for that sort of organic shape?
If I had better dental insurance, I’d be a bit more cavalier with my front-end designs
I made one fork with some integrated bosses, but it hasn’t been ridden, so I can’t vouch for the idea. Seems perfectly fine though.
I started with 1/2" bar stock and turned the shaft down much smaller. Don’t remember the size though. Since the tapped hole is for M5, something like an 8mm shaft seems about right.
While brazing the bosses in I added a slug of bronze to the ends so I could file them into a more organic profile.
Not sure why I did it this way but it wasn’t too bad, although someone said it looked like a dinner knife
I used a 1/8” plate with bottle bosses. I faced the bottle bosses with an end mill post brazing since there’s no adjustment in flatmount (ISO FTW!).
It’s interesting that with a hooded dropout the position of these bosses is so far inboard. I favor tab-style dropouts in general and my issue with flat mount so far has been the lower boss interfering directly with the dropout tab. (Can we all get behind front 160 already?) Sorry if I’m not directly responding to the design critique, but I thought it might add to the conversation to look at other solutions for comparison. John at Fitz Cycles has used the forged Long Shen dropouts very effectively to create a very clean and solid-looking solution. The dropout has an integrated lower brake mount and comes with the upper brake boss but the reinforcement is his own.
Here’s my first attempt at a flat mount fork using hourglass rack mounts as the brake bosses. I left them proud with minimal threads available on the lower boss to avoid having to drill into the dropout tab. Next iteration I’ll come up with a better looking solution.
Eva-
The FM spec is for only a 13mm (min) boss. I would just miter the boss to the blade and not cut any holes in the tube.
I also only do FM160 these days.
Hahn Rossman
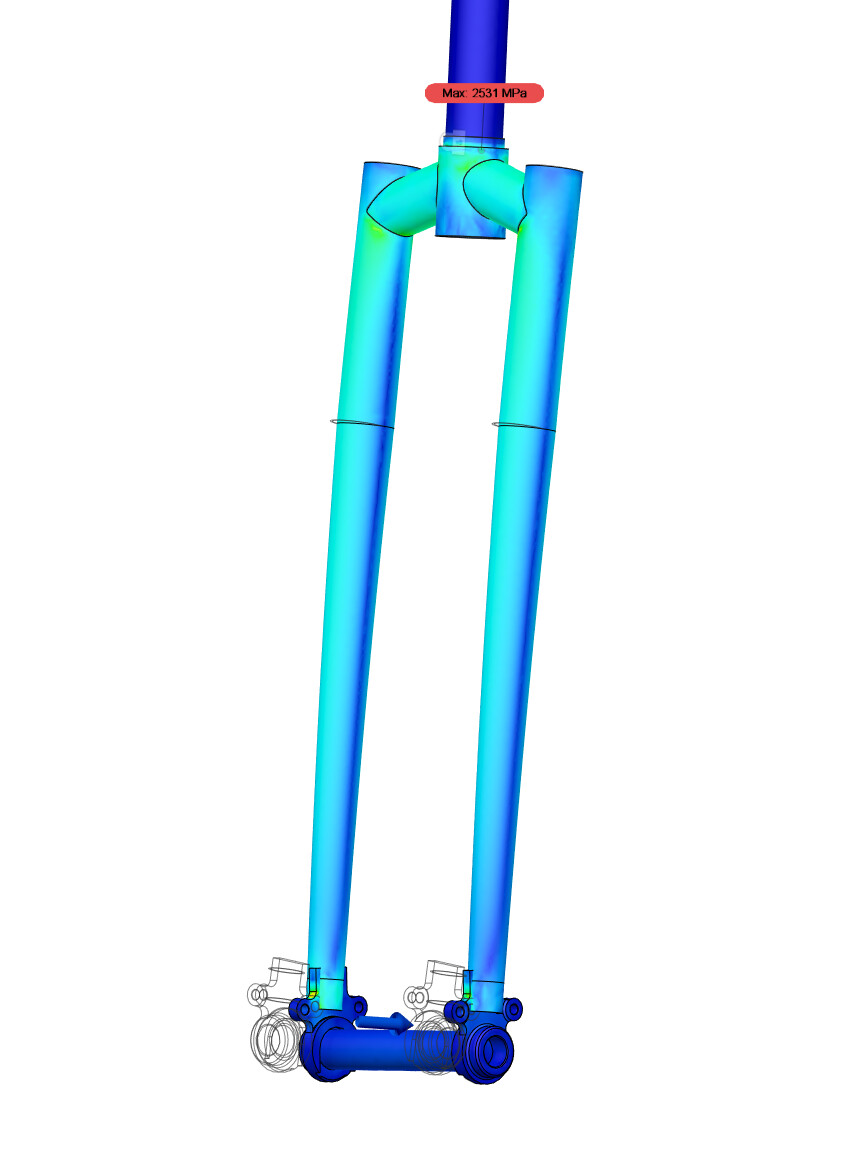
If you are looking at the loading as shown in your FEA, you are correct.
However, you will have a moment loading that area of the fork when you are braking with a disk brake that would drive much much higher stresses in that area.
That being said, I do like your alternative design for the AM brake boss. Nice and light.