Those are some really weird results.
What you call a pilot is sometimes called a mandrel, if we are talking about the same thing.
My guess is that tube is heat treated.
Those are some really weird results.
What you call a pilot is sometimes called a mandrel, if we are talking about the same thing.
My guess is that tube is heat treated.
I don’t generally bend tubes outside of a pretty safe range so I am not an expert but there are rules about how much you can bend a tube based on diameter, radius and wall thickness and you’ve exceeded those rules. The center line of the radius of the bend needs to be 3x the diameter of the tube. This would mean whatever you’re bending the tube around needs to be at least 125mm radius.
Keep in mind, those are not hard and fast rules, just rules of thumb, and they are usually skirted via mandrel bending processes, as (I think?) was used here.
I built a steel front triangle that used a 44.45mm X0.9mm downtube, it had a bend in it that was about 25 degrees on I think a 7" CLR.
the local bending wizard was pretty weary of taking it on because he didn’t like the wallthickness- OD ratio being so extreme.
it cracked or wrinkled on a draw bender despite his best efforts, he ended up filling the tube with cerrobend (spelling?) and working it back and forth on a section roller. wasn’t /perfectly/ smooth but looks perfectly fine under a 2-layer powder.
he said “never again” like it was a bit of a nightmare, but I think he’d be up for it.
best pic thats coming to hand is here.
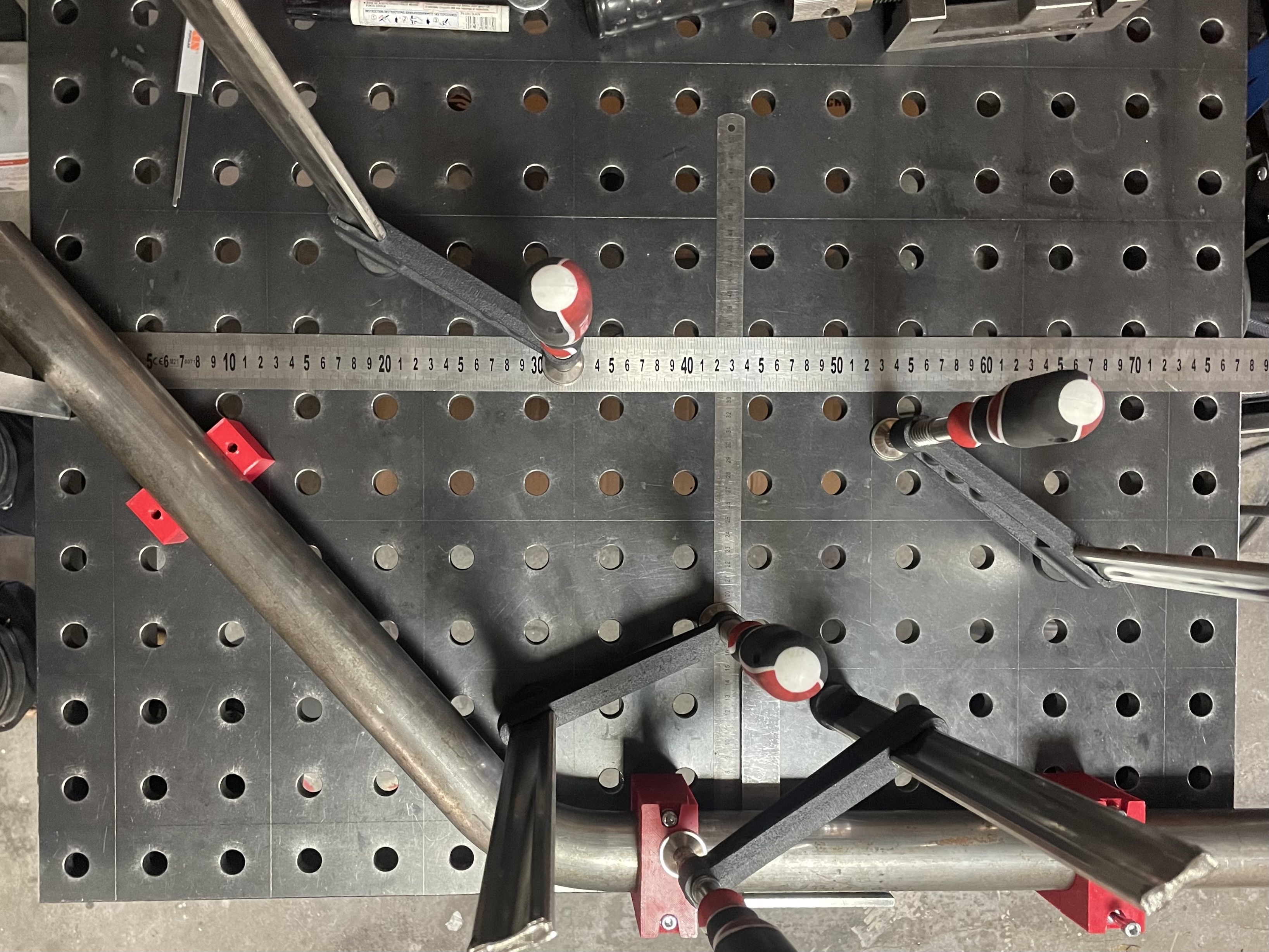
Well, I’ve figured out that the location of the bend actually mattered as I wanted one part of this tube to be horizontal.
That’s the way I’ve done it, and worked pretty well. I’ve used two rulers and a welding table as an old school engineering drawing board to mark ends.
Hi everyone,
i also need some help for a self made tube bender. I want to bend my new Chainstay standart with 22,2mm and have a bunch of bending dies in very good quality.
Radius big bending die: 77mm, radius the small bending dies 32mm
But i really don’t know how i can transform these pieces into a bending machine… My bending machine for smaller tubes is a Gressel RB15. May I can make some adapter to use this base? Or another China bender. Photos below. May some of the engineer heads in this forum can figure out… In my head are solutions like the anvil bender or something like the cobra one. Or maybe a construction for the press. like these cheap bending machines working with three dies.
Most important thing is the repeatability and a good marking for the start of the bend
Best, Janosch
For the Vevor, my idea was to weld or bolt a big chainring at the pivot and use either a manual or electric crank to spin it, small cog on the crank and big cog on the bender.
nice but to ruff design for me ![]() want to built something stable.
want to built something stable.
Could one of the euro crew recommend a cost-effective small bender that would be suitable for rack and bottle cage tubing diameters?, so from ~3mm to about 10mm. Amazon is okay but it should just be available in the EU.
I have to double check, but I would like to use 4130 tubing similar to what Tubus use, I think it’s sub mm wall thickness?
no one? ![]()
isn’t the Vevor tube bender available in EU? Or any other similar one, it’s less than $150 here on Amazon.
For a 3mm tube bender, why not making the dies with a 3D printer and then some simple laser cut pieces and build it DIY? Those diameters don’t really require a lot of pressure.
I have bent 12mm steel rods via 3D printed dies with great success
Tried to bend a 16mm x 1mm tube… surprise the printed part with solid infill is stable enough. But may to flexible in the height?
The radius of this die is 50mm because my bender plate is limited and I want this look of a small radius.
Any ideas? May a lasercut plate at the top?
So it buckled? Can you explain how? From the result I cannot understand what happened, did it buckled at the very beginning?
Was the tube hardened?
To answer your question, yes, you can add a metal plate to sandwich you printed die and that helps with overall rigidity. I have seen people add some grease to the follower to help it slide better or you could use a wheel style follower (you should be able to find something adaptable on amazon, usually it’s metal)
The tube is a crmo one. I think the die is to flexible in the height. I will try it with a stable plate on top and then let’s see!
I suspect your tube is slipping. Make a line on the tube at the beginning of the bend where it is clamped. Try the bend again and check to see if the tube moved at all. That’s a tight radius for such a thin tube. I think the bend is doable but you need to have everything tight The block that holds the tube needs to be clamped tight to the tube. The tube will try to pull out of the clamp block and if it succeeds in moving, you will kink the tube like that.
I watched a YT about 3d printing heavy-duty bending dies out of PETG with strong steel plates on both sides. The video is a bit annoying, poor sound quality and needs editing, but there may be some useful info there.

The guy used them to build two dune-buggies out of heavy steel, he mentioned using .095" and .120" wall, in sizes 1" to 1.5", and the dies lasted for many bends.
In some ways thinwall tube is more difficult to pull off smoothly, but at least you know this design is strong enough. i.e. it might kink or ripple your thinwall, but you won’t harm the dies any!
I think that 50mm clr on 16x1.0 without an internal mandrel is ambitious.
it definitely is.
One option is to make two 90d bends on different tubes and then weld them together
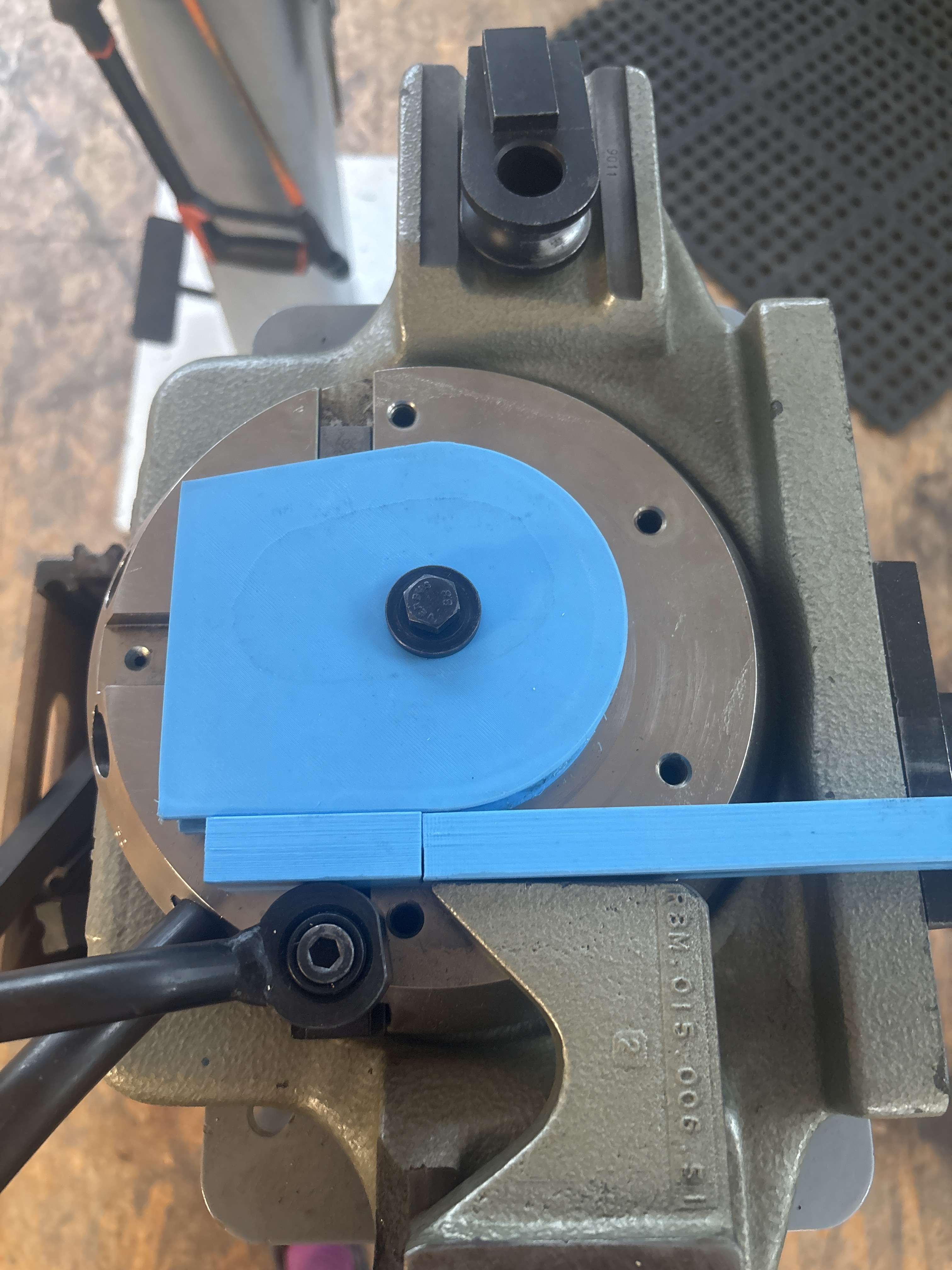
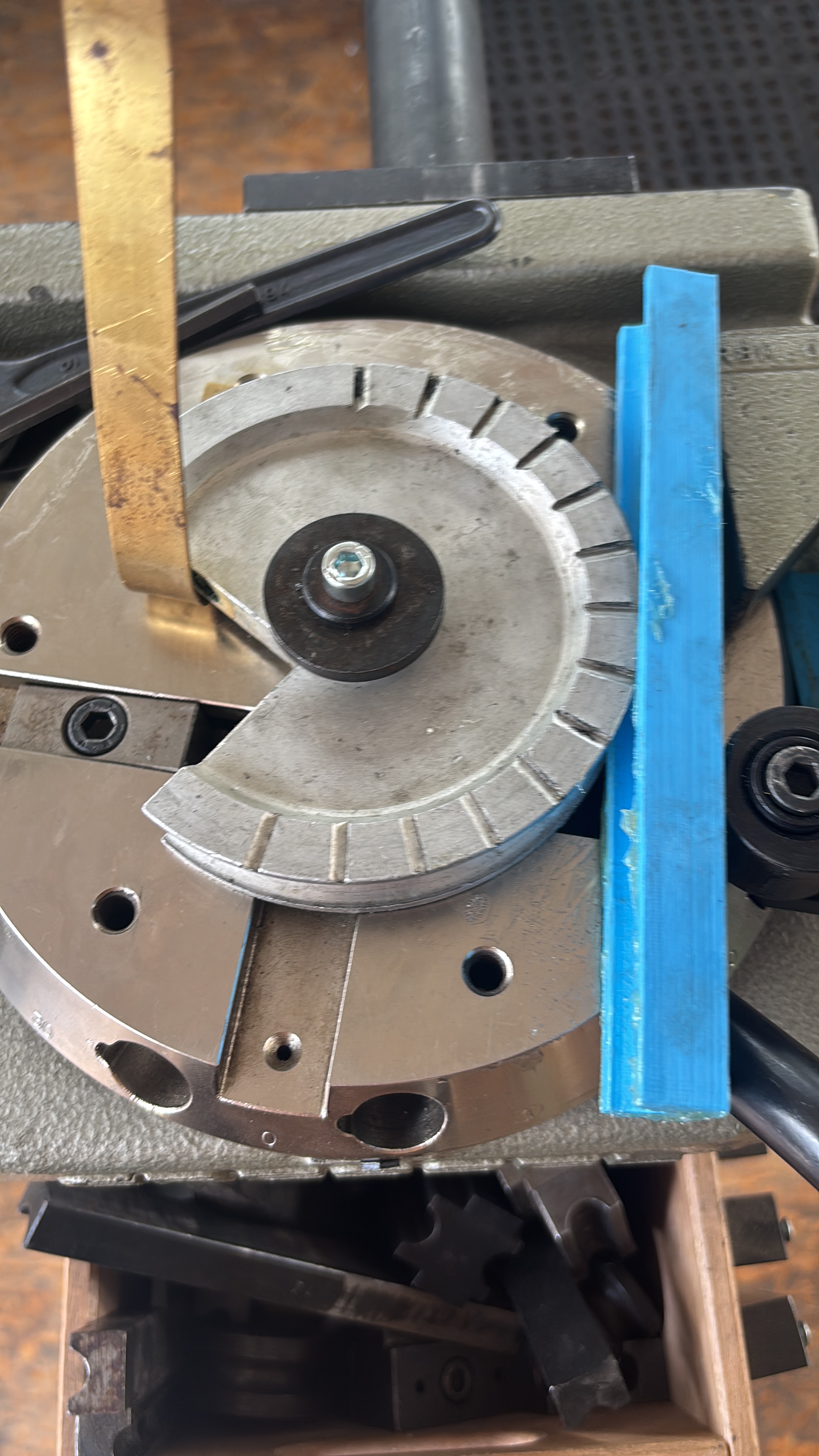
Today I tried with another bending die I found in my workshop.
It worked fine. May I have to make the clamp does out of Aluminium. But for now it’s okay.
At this bending machine is also the option for a internal mandrel. May it’s a option for the future.
Hi Fuzzmuffin, I can recommend the 400-series by Ridgid. They make good bends even with stainless 10x1 mm, but just one radius for a diameter. The prices differ a lot on the web.