Tried something like that, I have bent the lever… Never tried the HF one but on that same concept, you could easily fab something like this one
Prices of this very same varies from $18 on Amazon to ~$30 on McMaster, sadly it doesn’t do 3/8 steel but I wonder if you could design a more sturdy plate (SendCutSend?) that could be adjusted, and then print some solid dies - it definitely seems like it would be easier to apply force compared to the HF one.
I have seen a few people do it, but I think this technique is mostly on hobby frame builder frames. I don’t know if there are enough data points to know how sturdy this setup is.
I think the more modern technique is to 3D print an elbow joint:
It’s still a new technique, so there are probably not enough samples in the field. However, I imagine there is some level of wall thickness that would make that design work.
I don’t know why, but seeing that elbow joint, shock mount and the grain orientation in that 3D print, has me slightly worried. I know I shouldn’t be worried and they probably have tested that or at least done some FEA, but I’d love to see what 100,000 cycles of the suspension does to that.
totally agreed. You already see tons of CNC aluminum frame failures. That material is much more consistent and better understood. I have a pretty conservative approach to 3D printing, but I’m happy to see people pushing the workflows and taking risks so I don’t have to
Generally a no but if it’s way overbuilt it can work. On that particular bike I’d say clearances were enough thet you didn’t need to bend the down tube. The most efficiant structure is directly bewteen two points. You’d only bend for space or aesthetics… or both. lol
Definitely broke that first DH bike at the top butt-weld, though after a good half a year of high abuse. I imagine if it was gusseted and it wasn’t for a high-stress type of bike it might work.
I want to ask about a “sharp” bend rather than the typical swoopy style.
Would it put more stress on the position? And, does it really have to be in the thicker butt? It’s intended for a hardtail so I think more carefulness is necessary than all-road…Thanks!
In theory, bending steel makes it stronger due to work hardening. As long as you don’t introduce a wrinkle or bend an aggressive diameter, it should be fine. Doutubes are bent, and they experience a lot more force.
The bend can be on the thin section. The only thing is, it can’t be on a transition. The change in stiffness will create a wrinkle on the thick-to-thin transition.
I have the same chinese thing. Had some problems with it - turned out that axle for the wheel was not straight. Had it remachined and bend quality improved.
Hi, looks like I’m a couple years late to the party, as usual!
Did you ever end up making any dies for your Diacro, for yourself or anyone else? I just acquired a Diacro Model 3 with lots of tooling and a quickclamp. The only two tube dies I got with the bender are a 1" - 2.5"CLR and a .75"- 2"CLR. Not exactly the most useful, but you never know. I would be interested in some larger dies if you still are considering making them.
@CozziHI Do you have access to a 3D printer? A decent number of people seem to be having success printing bending dies and it would be a cheap and easy experiment. A relatively large centerline radius will probably increase your chances of success.
There are lots of opinions out there about which filaments work best for tooling applications – I’ve mostly printed with PLA, and if you use a decent number of perimeters it is surprisingly “solid”. I bet you could get away with using it instead of one of the fancier filaments. I’ve found the Polymaker PLA filaments to have a good balance of stiffness (inherent to PLA) and elongation/toughness (rare for PLA).
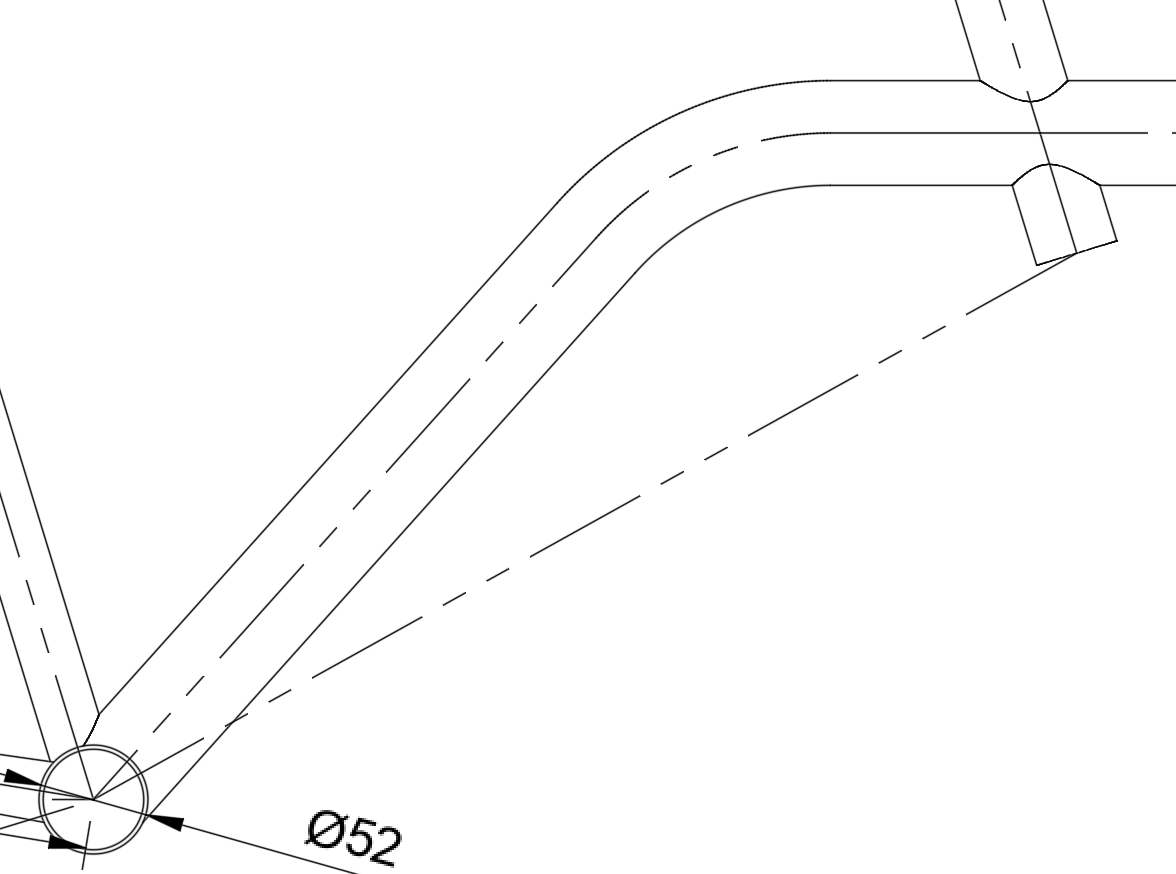
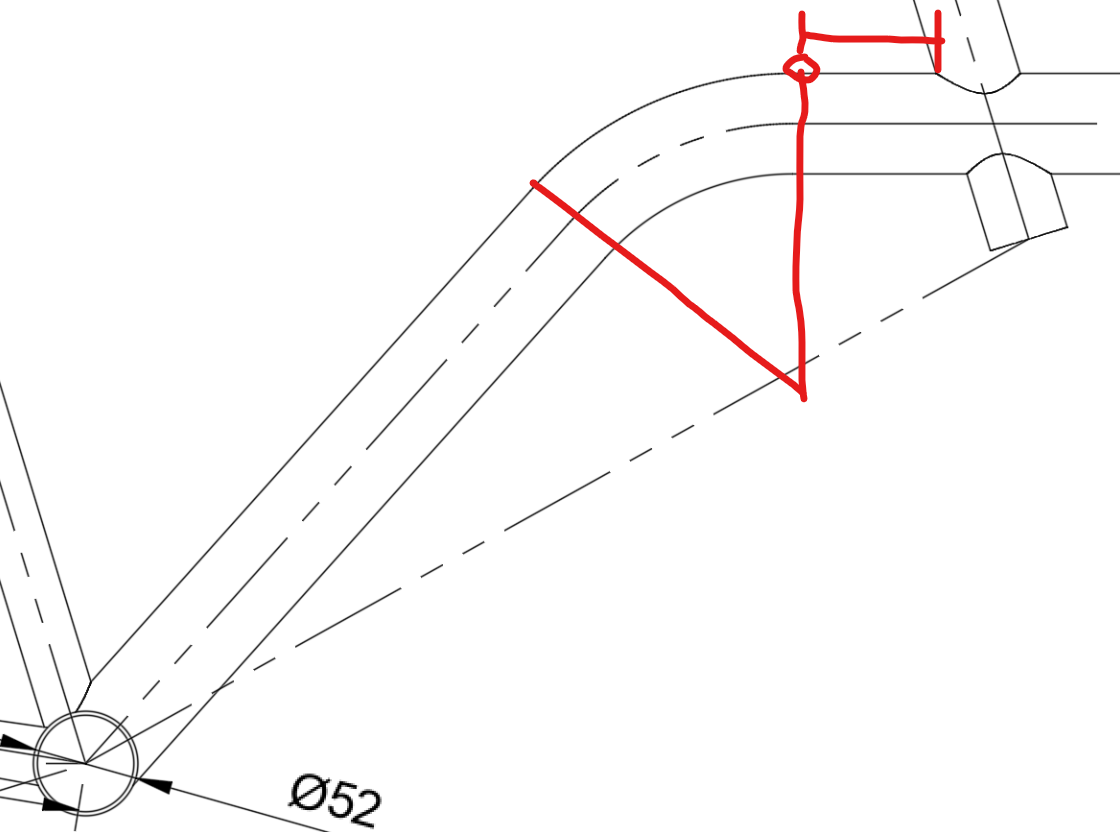
I think my question belongs in this thread. How do you measure a tube that you you’ve bent to make accurate cuts? I have a tube that I’d like to bend and than need to cut it to BB and HT. Somethng like in the picture attached. I guess I need to bend it first, than index in blocks so it’s in the right plane, but than - how to cut it?
What I would do in this case: Bend the tube first, then, by laying one of the straight bits on a table and looking where the light starts shining through, find the “starts” of the bend. Measure the distance from this point to both cuts and mark them on the tube.
In you particular case (your DT is larger than your headtube) do the headtube cut/punch first because you can’t “sneak up” on it. Then do the BB mitre, starting a few mm longer than where you marked it and adjust until it fits…
I don’t understand the question, or more to the point, why it is a question. Why not measure it exactly the same way you measure any tube for mitering? The placement of the curve relative to the ends doesn’t need high precision, does it? I assume eyeball is close enough for any bent tube scenario I can think of. Just ignore the bend and measure miter to miter in a straight line. Clue me in if there’s some reason that wouldn’t work for you.
I like to use a beam with trammel points, that I set to length on a steel rule. Then use the trammel point to scribe a line, maybe through a Sharpie mark for visibility.
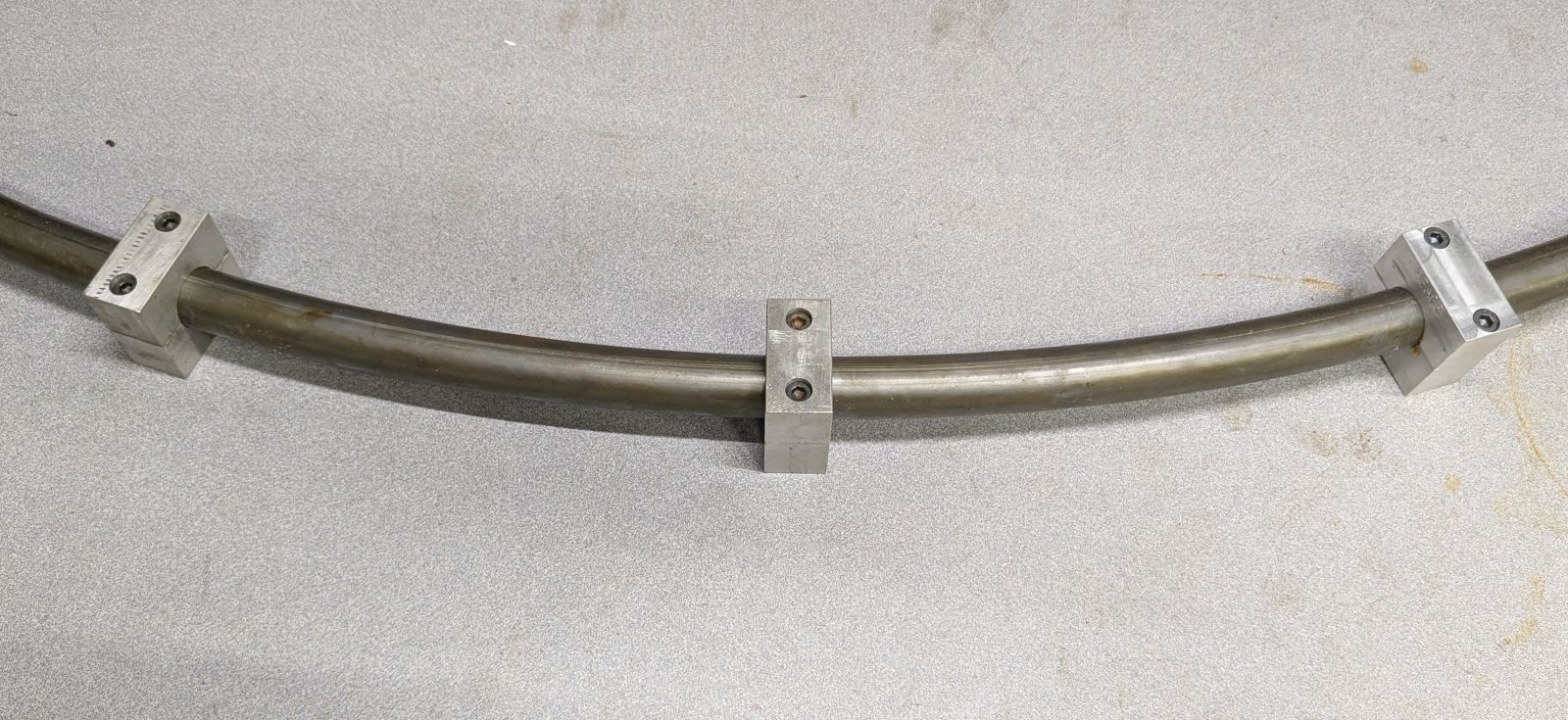
You’ll probably want 3 tube clamps, tightened on a flat surface, to ensure the bend is clocked in the plane of the bike. Or at least a spacer in the middle, of the right height to do the same job as the middle clamp in this pic:
Regular clamps are meant for straight tube, so clamp them beyond the extent of the curve if possible. The ones in the pic are from Alex Meade, good for this because they aren’t as long as say a Paragon block. For gradual curves, a narrow enough clamp doesn’t mind the curve. For a tighter curve, use a spacer in the middle, that puts it at the same height off the table as the clamps at the ends.
I did not think about it this way. But maybe that’s it. I’m trying to imagine that, I guess the only problem is that it will sit either heigher or lower on the headtube (and the extension in front of HT will be shorter or longer)?
Usage of three blocks is one thing I’ve actually managed to figure out but the trammel thing is a smart one!
I’ve seen bikes with a similar bent tube, so it must be possible somehow. This was my suppliers attempt with a large bending machine with a pilot(? Don’t know the name) filing the tube inside.