I’m building my first frame in awhile and plan to use fillet brazing as the joining method. I am in the process of getting together parts and am wondering what the minimum shoulder width should be between two parts to create a strong fillet brazed joint. In other words, how close can the width or diameter of the two parts be to each other?
There are three joints where this question arose for me:
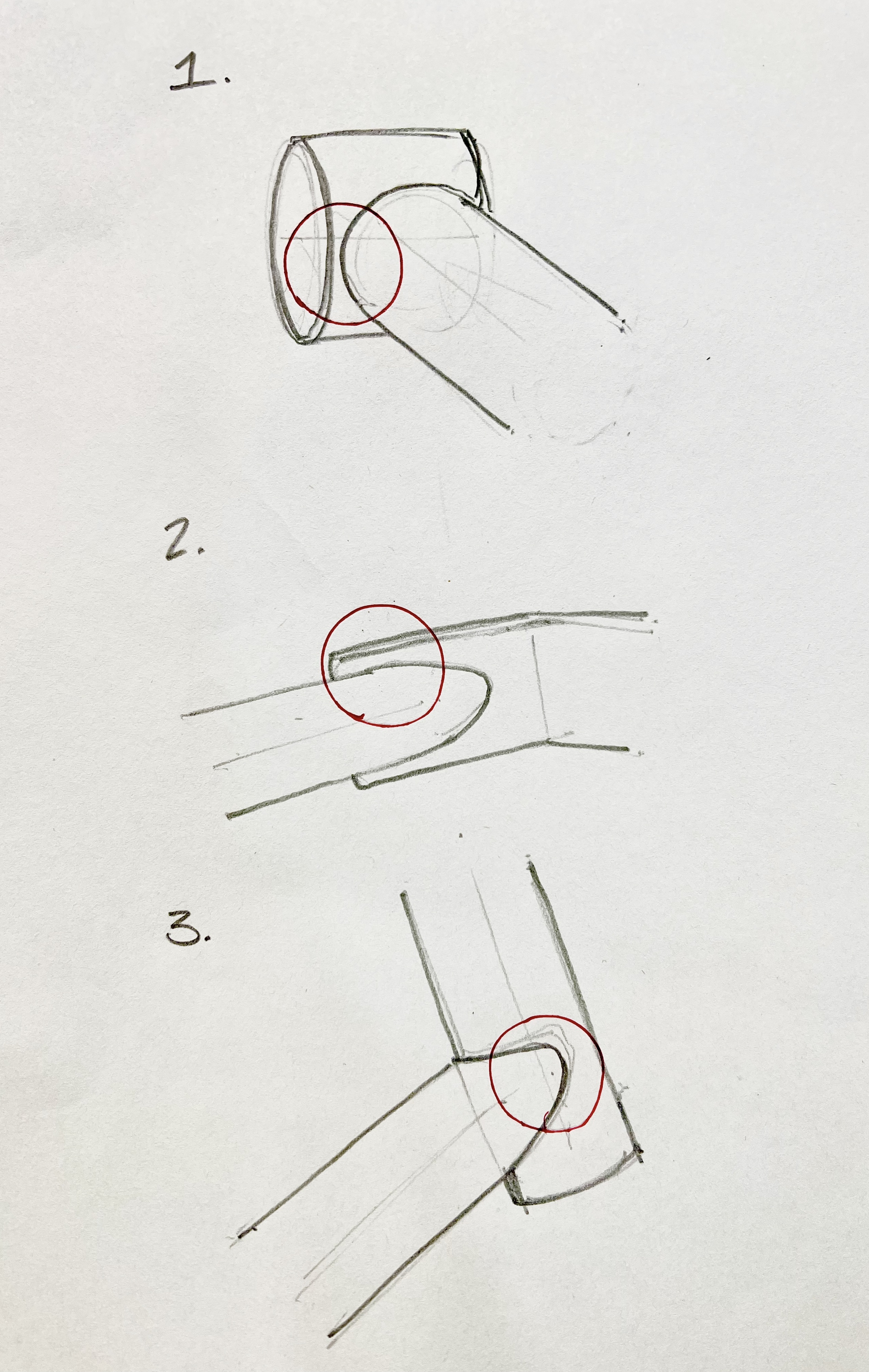
Chainstay to hooded dropout. I like the look of non-tapered chainstays and was hoping to use 3/4”/19mm straight gauge tubing. I’m wondering if I could get away with a hooded dropout with as little as a 20mm flange width. Would a fillet around most of the exterior of the joint be sufficient even if there is little to no fillet on the sides of the joint? If not, how much wider should the flange width be than the diameter of the stay?
Tube to plate (biplane fork and chainstay yoke) I plan to use a plate-style chainstay yoke, and am also considering a biplane fork design. In these instances, how much wider should the plate be than the diameter of the tubing for a strong joint?
Headtube to downtube Could I use a 35mm DT with a 36mm non-tapered headttube? I believe I recall reading a post somewhere about building up an internal fillet since there’s practically no shoulder on the sides to build an external fillet on. Could this method be applied to the other joints as well?
My approach is to ensure I have the required strength of the fillet when near an edge. So for 1 and 2, I would ensure I have more than 3x the thickness of the tube walls.
For 3, I think there are examples of tubes being equal sized and joined like you’re proposing. I recall in one of Brodie’s videos, he squished the tube to achieve at least an 1/8” (or was it 1/4”?) on each side to build a full fillet.
Since the chainstay hits the dropout at an angle, it’ll actually be wider than 19mm. I don’t think you’ll have enough room there without squashing the tube a bit. I’d aim for around 2mm on each side of the dropout.
For slots you’ll want to fill the slotted part of the tube with bronze. It’s easier to do that if the tube is open at the end. In your drawing the tube end is closed. That’ll be more challenging to know if you did good work. I’d personally keep the tube end open and then add a slug of bronze outside of the tube to shape into whatever shape I wanted.
You’ll be fine here without any tube manipulation as long as your brazing skill is good. Remember to position the frame flat when you go around the ears to help the filler sit flat. It’s easier for the filler to create a thick edge when you’re mating tube diameters of similar sizes.
1+2. For all fillet brazed joints I’m aiming for at least 3mm of shoulder but will be happy with 2mm if the rest of the joint is solid and I’m happy about the forces and geo of the joint.
Those types of joint are totally doable without pulling any tricks but they are very prone to over heating. I do the tops and bottoms first so there’s some mass to pull heat away, turn the flame down and knock back the mitre so I have full wall thickness.
PS - sometimes you can fillet over the top of things. Your plate yoke for example. You could fillet on the top and bottom faces rather than / as well as the face that the tube meets it. Similar technique to the joints with a similar diameter.
Ok, I’ll be aiming for that 2-3mm+ shoulder on most of those joints then! Nice to know a similar sized HT/DT can be used if done right. @manzanitacycles good call on the chainstay angle widening the contact patch, that could’ve caused problems. This is all great info, thanks a bunch everyone.
I forgot that you might be filing your fillets so raised fillets might not be a thing you want/ want to finish cus it’s an even bigger pita than regular fillets.
Still…things can be achieved and you can often find the surface area somewhere.
Is the hood on your dropouts 2mm thick? Fillet over the edge of that sucka.