Here’s long shot:
73 - 68 = 5 Have you checked that the BB assembly is actually for a 68 mm BB shell?
Otherwise, I think you’re on the right track that Hambini may be overtolerancing things for the real world. This is from their website;
They are correct in saying that, “you generally shouldn’t try to do both criteria in one feature”.
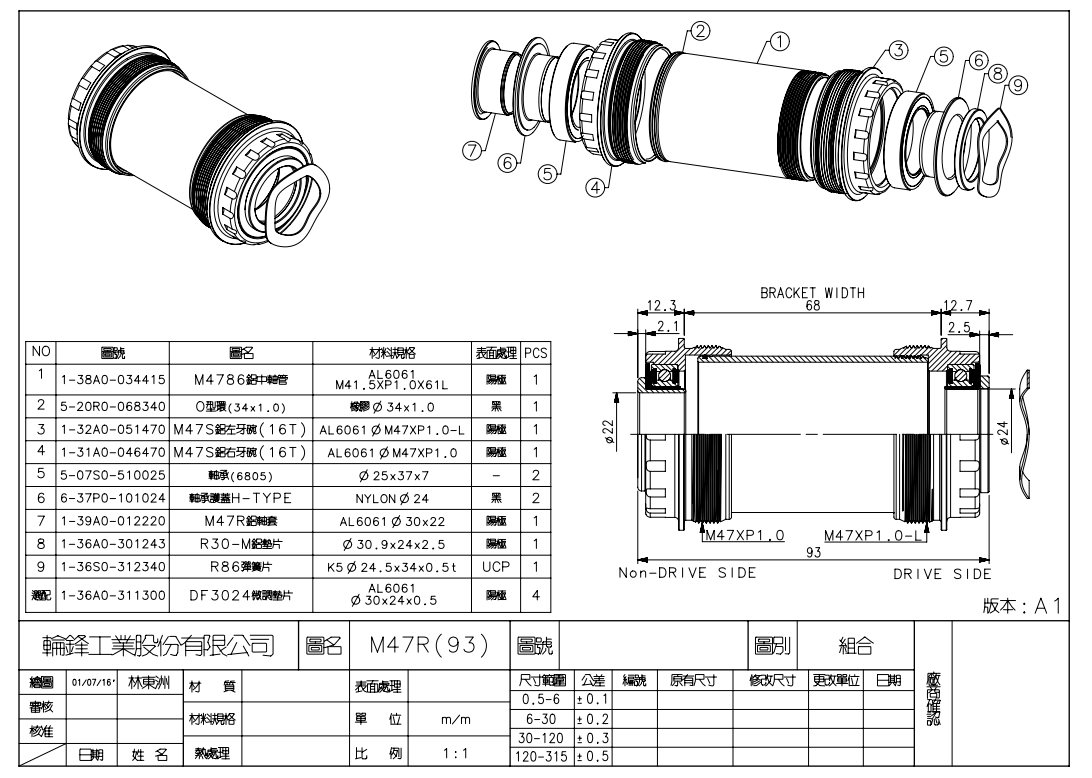
An often overlooked feature of all threaded BB shells is how important it is to have the faces parallel to each other and square to the BB centerline. This geometry is part of what aligns the bearings. Granted, it may not be the best solution, but it’s one that can be done well with a minimum of tooling and effort. Hambini has added the center sleeve as an alignment feature, which is sound from a mechanical viewpoint. However, there are now THREE criteria that must be met for a good fit: Thread size and concentricity, parallellism and squarness of the BB faces, and the tolerance and fit of the center sleeve. If any one of these is on the edge or out of tolerance, proper fit will be difficult or impossible.
If the Hambini center sleeve is to be used to full advantage, the cups are probably better off not touching the BB faces. That poses a new set of problems, like how are the BB cups held in place if they are not securely tightened against the BB face?
Ideally, all BB shells would be finished precisely after fabrication. The time and cost associated with this is far higher than typical thread/face tools that are easily and (relatively) cheaply available. That means builders are stuck with a less than perfect solution. The question is, is this solution good enough?
If the BB cups are not precisely aligned, it will put stresses in other parts of the assembly. If it’s a 30 mm aluminum spindle, the spindle will deteriorate. We’ve all seen a well used aluminum spindle that is worn at the bearing contact. If it’s a 24 mm steel spindle, stress is directed at the bearings. We’ve all seen Shimano bearings get loose, but these BBs are so cheap that they are a throw-away maintenance item.
So what’s the answer? Considering real-world tolerances and the physics that distort hot metal, I feel the answer is to not expect tight tolerance BB components to fit well. Hambini is using sound mechanical principles, if all the tolerances are correct. That just doesn’t happen, and the reality is that we’ve all been struggling to get a fabricated assembly to work well with bearings that require accurate geometry to work well and a long time.
As much as the customer in this case wants the Hambini BB, the best course may be to suggest another BB. It will work well, and can be easily installed and serviced by the rider or mechanic.