I recently purchased a Cyclus 44mm head tube reamer/ facer from Ceeway.
Excited to finally be able to do my own reaming I went to work. Everything went fine until I found the headset cups could be rotated by hand in the head tube. The lower was worse than the upper
I used Loctite retaining compound to fix the problem but I needed to know where I went wrong.
The details-
BFS 115 mm machined 44mm head tube
Cyclus 720150 head tube reamer
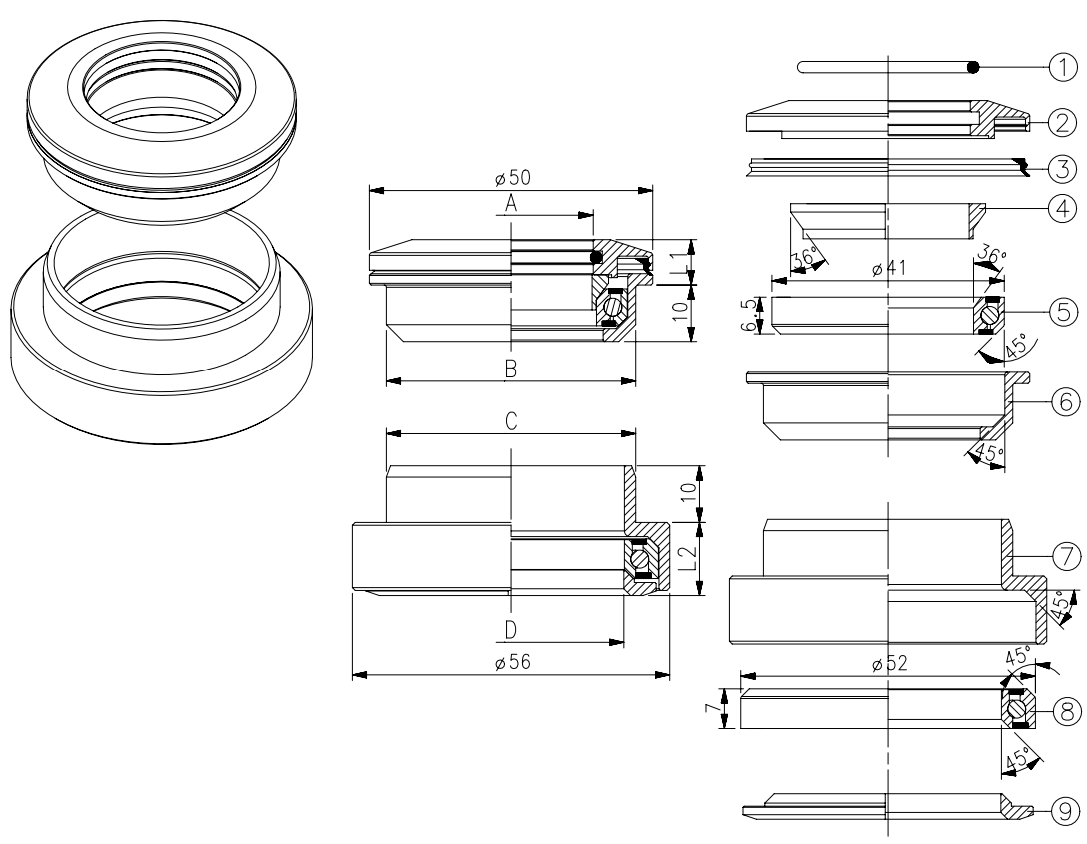
Cane Creek 40 EC44/ZZ44 headset
Tap Magic cutting fluid
I applied cutting fluid to the head tube and reamer. Then adjusted to spring to just enough preload to make forward progress when turning the handles. I cut in a constant forward direction. And didn’t remove the cutter until I I finished the cut. I also cut at a fairly low speed. I noticed the head tube got warm at one point and took a break.
I had to remove the facer and cut deeper on the lower cup due to the length of the flower cup.
I suspect I did not use enough tension in the spring and the cutter was able to walk around.
Can anyone give input on anything I may have missed or what causes this problem?
Oh dear, that is less than ideal. Did you apply downward force on the handles when turning the reamer or just the spring force? I crank the spring up pretty hard and the try to only apply rotational force to the handles.
I also have the cyclus 44mm reamer but mine tends to cut a hair undersize which is not really an issue until you want to take the headset cups out.
Do you have a micrometer that you can check what the size of the headset cup is? I would probably start by measuring that and then checking an engineering fits chart to see what size that would put the hole size at:
I think its pretty hard to use a head tube reamer wrong unless you put a lot of force off axis and I imagine the cane creek headset is probably in spec so it might be an issue with the reamer
If you measure the reamer + cups and they seem to be within spec take a look at how even the reaming is on the inside of the head tube and post a picture.
Early on in my framebuilding life I had that happen (twice I think… I don’t want to admit to more but probably more. Definitely probably more).
My issue was heat control and using a HT designed for lugs not TIG.
This was my thought. The machined 44mm HT’s I have used have some meat to them but if you get distortion and then ream, it may only get reamed across the narrow axis, thereby making the resulting hole too large.
With a more typical non-machined 1mm walled HT there is enough flex that even if it’s somewhat distorted from brazing/welding, it will wrap itself around the reamer more evenly and the hole ends up the right size…maybe not round but the right size.
I’d try reaming an brazed HT to see what happens. If it ends up oversized, then you likely have a bad reamer.
I’m willing to bet that your headtube ID was pretty ovalised before you started to ream. I appreciate that’s difficult to check now without pulling it all apart. If your cutter isn’t in contact with the ID for the majority of the fit, you’re going to get weird results. Definitely worth measuring how out of round the tube is before reaming and facing, just so you have more data if something does go wrong. Try a cut on a piece of HT stock that you know is round and see how the results differ.
If the retaining compound solution is questionable, maybe you can custom machine upper and lower cups 44.5mm in diameter to give this frame some new life?
The most complex part of the headset is the bearing cover and the crown race. The cups themselves are very simple. Probably a $100 prototype shop job. Could be a fun project.
I think tolerances vary significantly between cutters and cups. I have a Park reamer and have similar results with Cane Creek, but Wolf Tooth headsets fit perfectly. I’d bet a Wolf Tooth would work for you.
I worked on a friend’s frame that was made by a very respected frame builder, and the King ZS top cup was so tight it felt rough.
The reaming part of this has been well covered, so there’s not a lot I can add to that. Depending on the retaining compound used, I can suggest Loctite 660, a miracle fix that is extremely effective. For instance, if the BB shell was welded in backwards, and then tapped correctly, but the threads got loose, this will take care of it. I know a guy who did that once.
I used Loctite 638 retaining compound. It’s just carryover from the day job in the auto industry. If it holds an axle together it might hold a bike together. It will either work or it won’t