Headtube Facing & Reaming and then pressing in both cups perfectly straight are the two most nerve-wracking steps of bike building for me personally. So Facing & Reaming is a skill I really want to learn properly and achieve perfect results with, on every frame moving forward.
The first frame I made needs to be re-faced and re-reamed. It’s steel, fillet brazed, with a 44mm straight headtube. During the Framebuilding course I built it on - a Park HTR-HS was used after brazing, however it only got reamed 9mm~ deep on both ends of the headtube. Planning to use a Cane Creek 110 EC44 lower cup so it will need at least 15mm insertion depth. Can I still successfully re-face and re-ream my headtube deeper without widening the already-reamed first 9mm beyond proper tolerance?
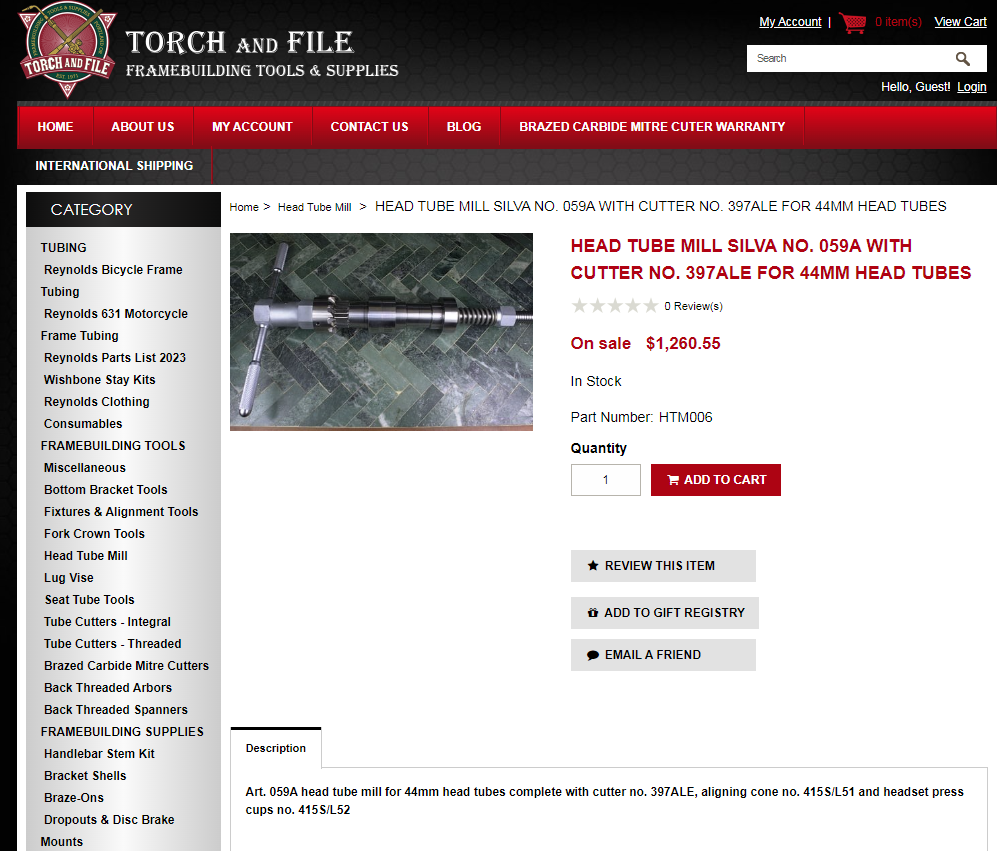
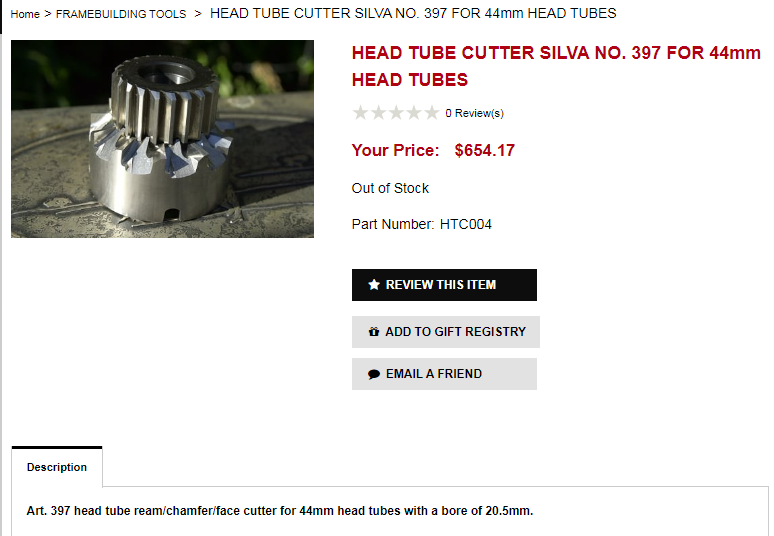
Also looking to invest in the absolute finest Headtube Facer & Reamer - currently looking at Silva or Park - has anyone used the Silva? Super curious if a Silva reamer results in more precise & accurate finished headtubes than Park/other brands can achieve… What’s special about Silva tools that makes them more expensive than other brands? Is the quality of their tools & resulting end cuts that much more accurate? Any other brands worth considering or ones to avoid?
Who makes the absolute best Headtube Facing & Reaming tools available? Reviews & comparisons appreciated.
What are your experiences with Headtube Facing & Reaming?
What are some best practices?
How to avoid chatter marks and achieve a clean shave?
What are some other easy mistakes to avoid/watch out for as an inexperienced facer/reamer?
Any other words of wisdom?
Hope this topic will grow into a useful resource for both aspiring & experienced Framebuilders.
Thanks for any feedback. Any feedback, critcism, advice, and wisdom is really appreciated!
Let’s see if I can answer some of your questions.
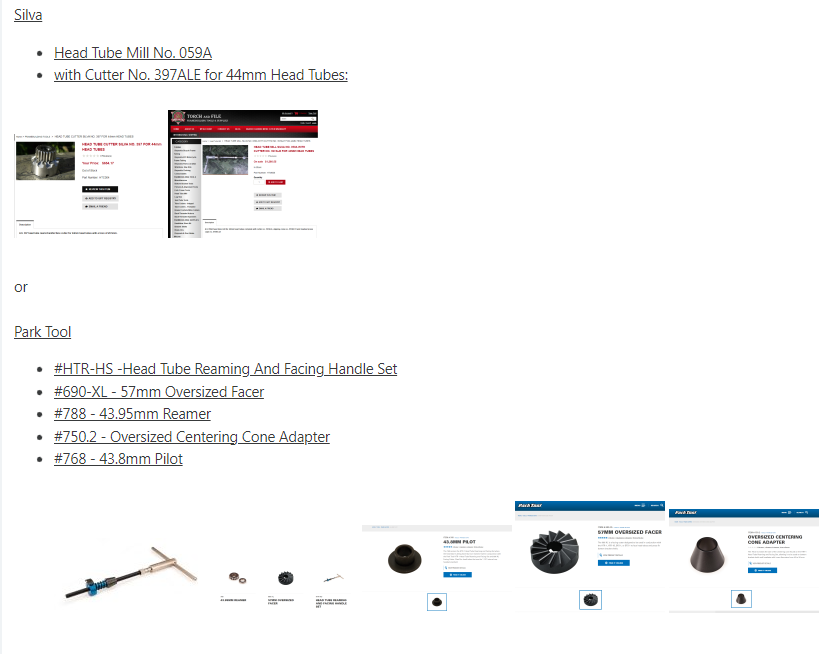
I’ll be focusing on headtube reaming and facing with a Park Tool setup if not otherwise noted.
Best tools:
Silva is widely regarded as the best you can get.
From what I hear, the difference in cutting quality and smoothness is massive and the cutters stay sharper for longer. I have yet to use them personally, but they’re high up on the list for when we upgrade at my day job.
We use a Park Tool handle and cutters. They do the job, but the cutters and reamers need to be sharpened regularly. They dull quickly, especially if cutting Ti.
The ACME thread on the Park Tool rod can collapse where it meets the handle and will thus not be supported properly which throws the rod out of true. A small modification with the help of a local machinist remedied that issue.
Experiences:
Sharp tools and proper spring preload will help reduce chatter. Use plenty of good quality cutting fluid. Clean out the swarf regularly. Steel is more forgiving than Ti. Use a steady hand and a smooth turning motion - not jerky and not too fast.
You can add a spacer behind the 44mm reamer and do a second pass to get a deeper cut. Keep an eye on the heat buildup.
Mistakes to avoid:
Don’t add too much spring preload right away - you want to gradually increase it to get the cutter to go into the headtube a bit at a time. If there’s a fair bit of material to cut and the spring tension pulls the cutter into the HT too quickly there will be a lot of resistance to overcome in order to get it to cut.
Always make sure the nut on the tool (Park Tool) is tight. The facing cutter is keyed on the handle, but the reamer is not - and you don’t want the reamer to get stuck in the HT and start spinning on the tool.
Never run the cutter backwards - it will dull the tool.
For bottom brackets, use the BB-specific handle and not the HT handle with the cone even if it’s technically possible. This is super basic advice, but be very careful to use the LH/RH threaded tap on the correct side of the BB, and make damn sure the thread catches the start straight. New taps are SHARP and will easily start cross-threading if not careful. Use cutting fluid!
Do maybe a 1/2 to 1 full turn, then a 1/8 - 1/4 turn backwards to break off the swarf. Mind the heat buildup.
I think this should answer some of your questions.
If anyone else has different experiences or advice, feel free to fill in what I’ve missed or point out what I got wrong.
It is crucial with titanium to keep it cool. Titanium does not transmit heat well, so the heat of the cut stays local. Metals expand when heated, so if it gets hot enough, titanium will swell and grab your cutting tool in a death grip. Do not power through! Take a break, get a cup of coffee, have lunch, or wipe the sweat off your face. When the frame is back to room temperature, slowly start the process again. Repeat as needed. I have seen T47 BB taps broken off in a new titanium frame, don’t let it happen to you! Lubrication is crucial.
Both are available from MSC, or any good industrial supply. Rapid Tap is best, but is not water soluble. It is an effort to remove post-machining. Anchorlube comes off with detergent and hot water.
Canola oil also works very well, and is available at your local grocery store. Also a pain to clean.
I’ve also found that if a cutting tool has been used in steel, it never cuts titanium as well as before you cut steel. If you do both steel and ti, keep two cutters on hand, one for steel, one for ti. When a cutter is too dull for ti, it will still do a good job on steel.
Unfortunately I don’t have any photos right now but one of the best moves I made in my shop was setting up my lathe to ream and face head tubes. I used a Park Tool setup that I just chopped the handles off and chucked up up with a big live center in the tailstock. You will want to make sure your tailstock is aligned before you do this. It is real nice to be able to feed in the head tube for a controlled cut.
I would only do this with a belt driven lathe because at some point your cutter will catch and it is nice to have the belt slip rather than slam your frame into your lathe bed. Also super dangerous without that.
Before I went the lathe route I dreaded facing head tubes but it turned it into a super easy 3 minute operation. The only way to do Titanium IMO. But also in general - sharp cutters, keeping heat in check and good cutting fluid. Mark probably knows better than anyone I have been using rapid tap on steel and Moly Dee on Ti.
Have you considered less internal relieving on ti bb shells? I recently built some very large ti frames with minimal internal relief and the reduction in deformation was noticeable when doing the final chase and face on the BB shell.
This has been on my mind for a long time. The initial reaction I got from a few builders was don’t bother, so I didn’t pursue it. I had a good talk with Daniel yesterday, we’re going to make some prototypes. For ti, what width do you use?
100rpm + RapidTap (which smells like Cinnamon, a bonus), grab hold, and commit. Cuts like butter. Stop when you see a full, ribbon chip from the facer.
I loathe my old Park reamer, but the cutters themselves work fine here.
Worth noting that Silva—while awesome—is out of business. So, you can have your cutters sharpened, but you won’t be able to buy new ones for very long if you go that route.