Not sure if this is a totally obvious resource but I have started with machining only a good year ago and this was always a good starting point for my small machines: Speeds & Feeds - LittleMachineShop.com
I don’t know if this is correct, but what I’ve been trying out recently is ~150rpm and using the bridgeport quill feed at 0.006"/rev (0.15mm/rev or around 22.5mm/min). I like the quill feed since it means I can do something else while the tube is cutting and it’s way more consistent than me applying pressure. Definitely not required though!
I have found that less-than-rigid workholding is often the source of broken teeth. Your setup in the above image looks reasonable so that might not be the issue you’re facing.
Hole saws fail like that a lot. Move that vise/tube block/clamping as close to the cutter as possible, less tube flex hopefully.
Take time and inspect the saws before you use them. Turn the back flat in a lathe if you have one. Carefully inspect the saw for teeth that are running out from the center and grind/sand them down.
You will find that some of the hole saws will last and last and others will grenade on first use. Every brand of hole saws I have tried have done this. Always buy a spare. You might also try the Rockhard line of holesaws that is 10T/inch compares with the Ruko at 6T/inch.
For me notching thicker DOM and mild steel (.065 wall and thicker) it worked fine to feed by hand. When I tried the same method to cut .035 chromoly I cleaned a bunch of teeth off the hole saw. I added a lead screw to my notcher to control the feed rate and it’s worked great.
If you’re using a Bridgeport and having issues with being able to control the quill feed you could try to use the z to slowly feed the part into the hole saw instead.
The key to remember here is that even though it’s in a bridgeport, a holesaw is still a saw. General rule of thumb for sawing material is that you want minimum 3 teeth of engagement at all times, less than that and you are prone to breaking teeth or bending your material. With tubing you don’t worry about bending it, but the wall thickness of the tubing is technically your material thickness. This means you won’t come anywhere close to minimum 3 teeth of engagement, which means sawing or holesawing tubing always sucks. @rellis makes a good suggestion for getting the highest tooth count hole saw you can find. @liberationfab has a great feed/speed recommendation that should work stellar if your setup is rigid (using a PMW holesaw arbor?)
Really everything everyone said here is great. I love it. I want to emphasize the importance of using auto feed. You can accomplish holesawing by pulling the quill by hand, it takes a very real knowledge of the subtle differences in the way the quill feels as you pull on it. And its still not easy because you are prone to allowing the tool to jump up and down as each tooth engages and disengages. The best thing is auto feed. Either use the quill feed, or turn the head and set yourself up horizontal to use the table feed. Controlling the feed will give you the best results possible
It looks like the tube is sticking out pretty far from the vise. Get that sucker a lot closer to reduce vibration.
Over the years I’ve used pretty much every hole saw brand out there. The Ruko hole saws have been my least favorite. The Rockhard 10tpi hole saws definitely cut the smoothest. I believe the Rockhard blade is also thinner than Ruko, Starrett, Lenox, etc., which removes less material, which further improves cut performance.
I love this forum thanks for really good and constructive inputs!
The mill I’m using is a mini mill with no auto feed but a wheel (dunno what it’s called in machinist terms) for slowly feeding the quill.
I did get doubles of each size saws as I knew from experience that they do break…
Will try to get the cut as close to the vise as possible next time and eventually get some rockhard/10tpi saws when I’ve crushed my current stock.
If anyone knows a place to get them in the EU please send a link
I’m using a bench top mill, a Wen 11amp variable speed. Underpowered, not very rigid, on a rickety wooden bench.
I have good success running between 350-450rpm, manual down feed. The key is really light/consistent pressure. I probably spend 2-4 minutes (never timed it) for each cut. High tooth count hole saws work better, I’ve been using Milwaukie, cause that’s what the local Ace has.
Regular 4130 chromoly can be cut at the lower end of my rpm range and the hardened bike tubes need a bit more speed, in order not to stall out the machine. It’s a tedious process at times, but in my experience still beats filing every joint.
Like the others say, keeping choked up on whatever you are cutting helps, but I often have to disregard that practice because, well, it’s a small mill. Be ginger and take your time, it’ll cut just don’t expect it to be fast.
I have a small benchtop mill that looks same size at maxwellkeegan and have had great luck with the Dewalt yellow hole saws. I run them about 300rpm and slow light constant pressure. Will have to time a cut, but I don’t think it’s anywhere past 2 minutes.
I have been using Mandrex FineXcut holesaws with excellent results: https://mandrex-system.com/product/mxqs-finexcut-m42/\
I am also not using autofeed but going in by hand and taking my time on the tricky stuff. Thick and/or more basic tubing (Zona/631) can be cut pretty quickly, but 853 takes more time and cooling to keep the material cool and the saw sharp. Trickiest so far was a shaped Columbus HSS downtube were the saw kept on getting caught on the flat side and bending it. Luckily I did tests first… In the end it worked when taking about 10 minutes to cut it and add lots of cutting oil. Just did an XCR frame where it also took some very carefull cutting and backing it off not to overheat and harden the tube.
I am quite fortunate that I can use this beast:
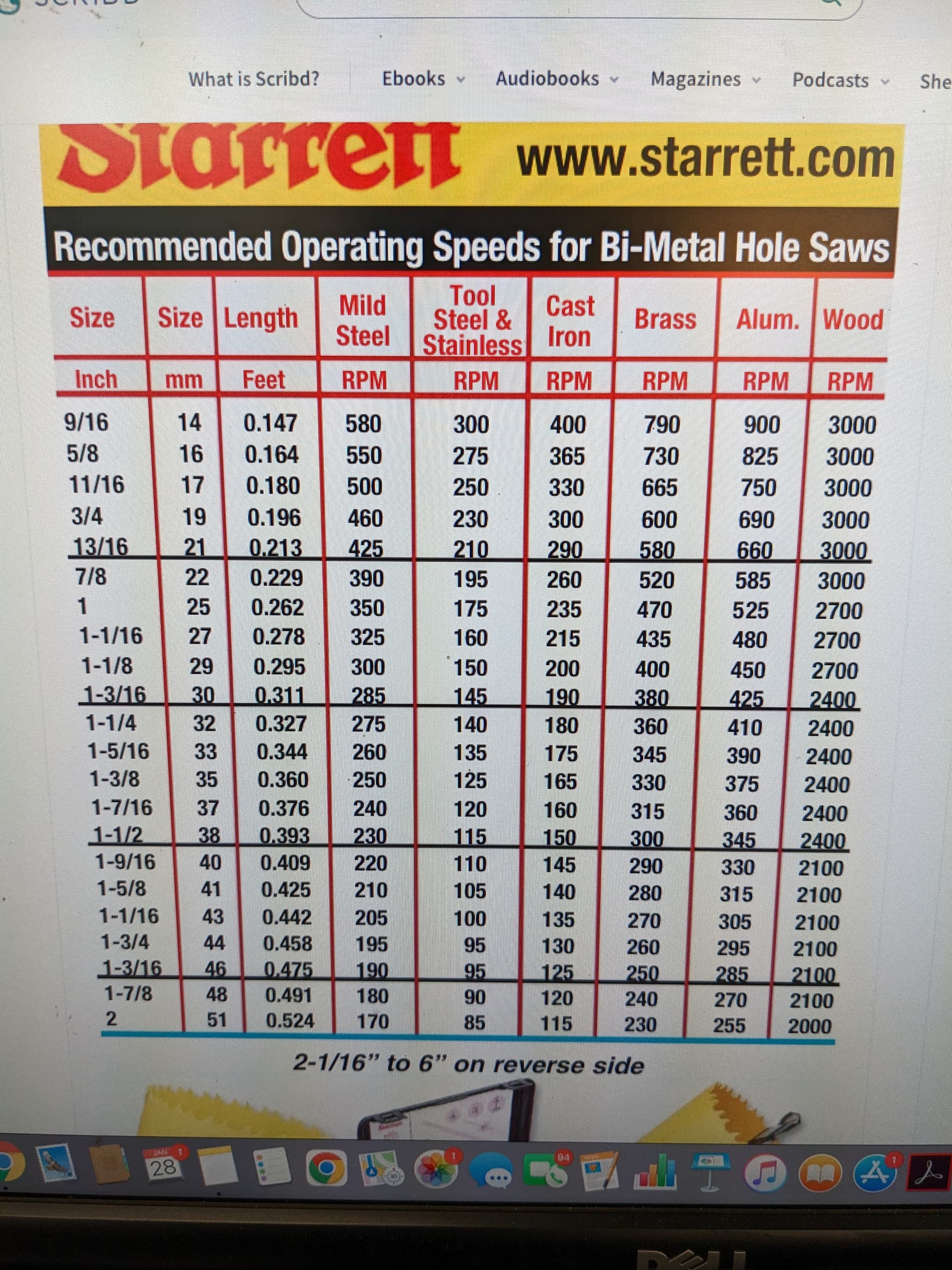
Speeds and feeds are important and the machine speed changes with diameter of the holesaw, because you are trying to maintain the same or similar SFM/SMM of the teeth.
Hahn Rossman
RPM: 200ish or lower. Feed speed: SLOW. Slower than you think. So slow it’s boring. Even slower on delicate tubes or finicky setups. The biggest thing I have noticed in teaching first-timers on the mill is folks want to just bang the cut through. Remember that you are not making the cut with force, you are just gently guiding the tool through the cut path. You are a machine operator. The machine is doing the work. Think of trying to use a hacksaw and if you are pushing too hard instead of just guiding it, it chatters and jams - same principle.
You will learn to hear what a good cut sounds like before you see it. Pay attention to chips and or smoke - if you are getting colour on your chips from a holesaw cut you are going too fast/generating too much heat.
Framebuilding if anything will teach you patience!
Other huge factors in getting a good cut are reducing vibration - running as minimal arbor stick out as possible and keeping cut path as short as possible. And keeping your work clamped tight and rigid. Lock all table handles on a mill or even drill press if you have them, clamp your vise to the table if it’s not already.
Also; holesaws are consumables, especially cheap ones. If they have broken teeth, are completely bare (no paint left) or are smoking or throwing sparks when cutting - get a new one. Hardware store brands will get you by but even spending a few extra dollars on starrett ones or similar with a higher tpi will give you a better cut.
Had good luck today. Succesfully did two miters with the same setup but moved the tube much closer to the vise and went slooooow. About 2mm/min. thats 10 times slower than @liberationfab so I guess I’ll try and speed it up a bit next time.
Thanks @Schonstudio for your experienced thoughts on the topic!
Hey folks, I just joined this forum about a week ago and this is my first post.
I’ve been machine mitering for about 17 years and have made thousands of cuts. Over the years I have experimented with different speeds and feeds and find that somewhere in the 200 to 230 rpm range works best. My main mitering machine has a 217rpm speed that works with saws from 1"-2" (25-52mm). I run the feed at 2 5/8 inches per minute almost all the time. The next lower feed speed is 1 7/8 ipm and I’ll sometimes use that on heat treated or super thin wall tubes that don’t like the higher speed. All this will be dependent on the rigidity of your setup, of course. I have Sputnik main tube and SS fixtures and an old Anvil CS fixture and they all work great. Our SS fixture is on a bridgeport running 210RPM and the slowest (.015"/rev) feed, which works out to 3.15ipm.
I get hundreds of cuts out of each saw before it gets dull. I mostly use Starret single pitch or the Rockhard 10tpi saws.