hello everyone,
I’m planning a new frame. I wonder if there are any disadvantages with a “hollowed out joint” of down tube (xcr 35mm) and bottom bracket (T47).
hello everyone,
I’m planning a new frame. I wonder if there are any disadvantages with a “hollowed out joint” of down tube (xcr 35mm) and bottom bracket (T47).
What is a hollowed out joint?
-Walt
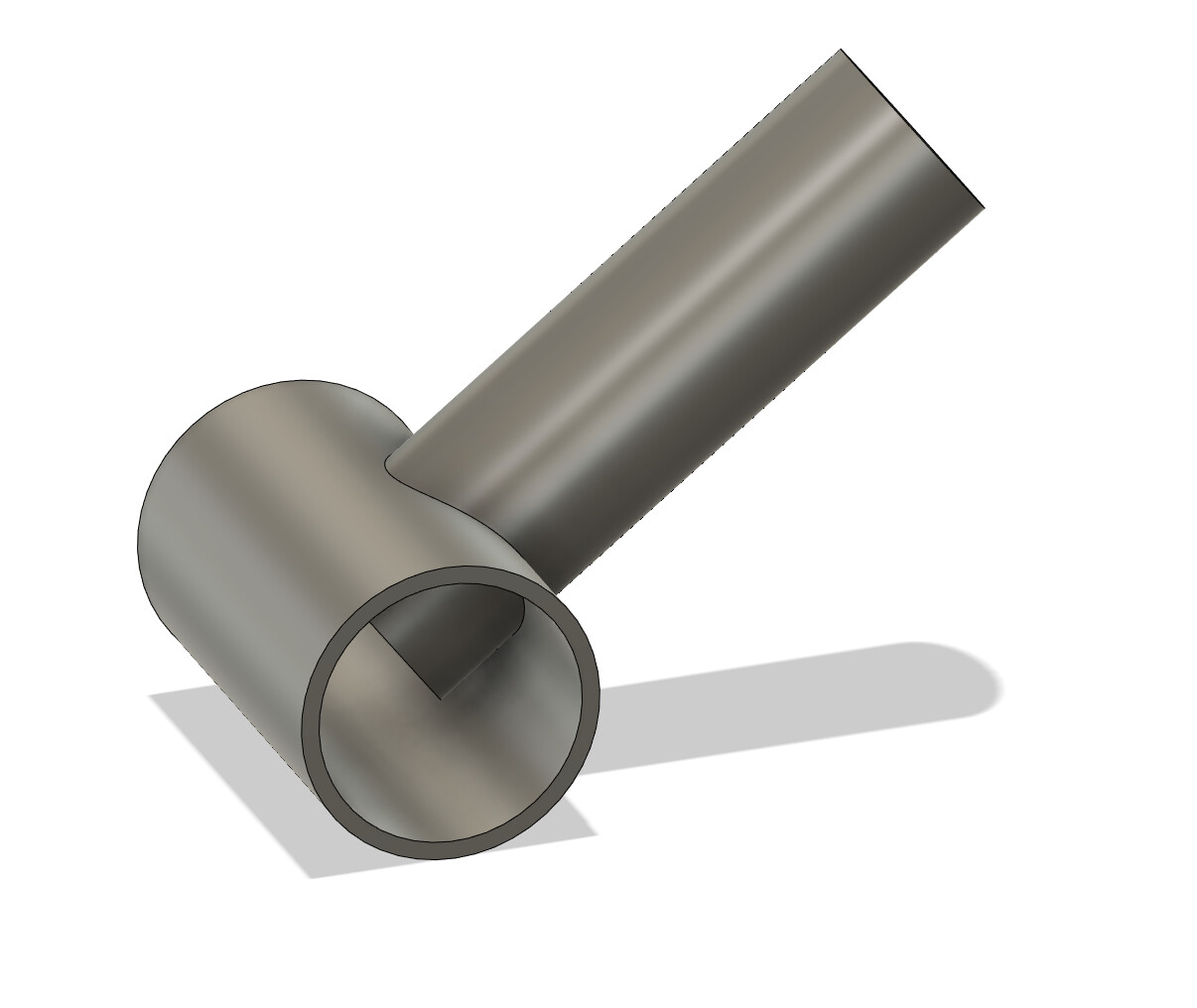
The connection consists of a hole (35mm) in the bracket through which the down tube (35mm) is pushed through
Interesting, you mean like this?
I have not seen this done before. Do you have any examples? Are you planing to braze or TIG?
I have never seen that done on a bicycle frame. Seems like a lot of potential for bb shell distortion, but who knows.
I’d also be worried about alignment unless you have a tack/join plan in place that you’ve tested out. The DT will just be floating in there, basically.
Why not just miter the tube to the shell?
-Walt
Bottom brackets (39x68mm) are available with a seat hole (28.6 or 31.8mm).
I have used these brackets for (lightly loaded) children’s bicycles. I used a T47 bracket for my own bike with the down tube in the bracket. Always with fillet brazing.
The new frame is for my son who has more weight (80kg) and power.
The thickness of T47 is 2.5 mm outside(2x 12.5 mm) and 1.6 mm thick in the middle (43mm).
For me it is easier to drill a hole than to place the miters exactly perpendicular and to keep the exact length.
It is also the case that the rear brake cable runs through the downtube, bottom bracket and left chainstay.
Question is : how should I imagine shell distortion : less stiff, deformation, breakage?
Here is a similar discussion about vent holes: Vent holes: how big? - #22 by bushtrucker
A few takeaways from that thread:
These are actually some cool reasons to try this. It’s definitely going against the convention, but then again, there is not really much convention around T47 BB’s yet.
Maybe someone else has tried this, or has seen some examples in the field?
If you have the skill to fillet braze xcr you should be able to miter a tube. What’s your plan for the other miters on the frame?
-Walt
I miter by hand using only a bunch of files.
If I can do it, anybody can. It just takes time and patience.
Come to think of it I have seen something like this done, on old (and cheap) frames that I assume were hearth brazed. They’re sort of lugged, though, the tubes aren’t mitered but they are sleeved by tubular extensions that come off the BB. You can look inside and see the ends of the tubes in there. I’m not sure what it looks like inside the head tube, maybe the downtube/toptube were just cut off at an angle or something.
I wish I had a picture, because that description probably didn’t make sense.
-Walt
I do the miters with a belt sander.
Part of my hobby consists of coming up with solutions that seem to work more conveniently for me. The other part is the manual work. Developing those solutions and applying them takes a lot more time than the usual methods.
But the question always remains whether the final result is good / safe.
I’ve only seen this done on pierced tubes like the middle tube on a tandem or the rack tube on a cycle truck. In those cases the piercing tube is held in one place, but if you have only a single hole it seems like the tube could pivot (much more than when conventionally mitered) and break the fillet. I wouldn’t do it personally. If you do please report back.
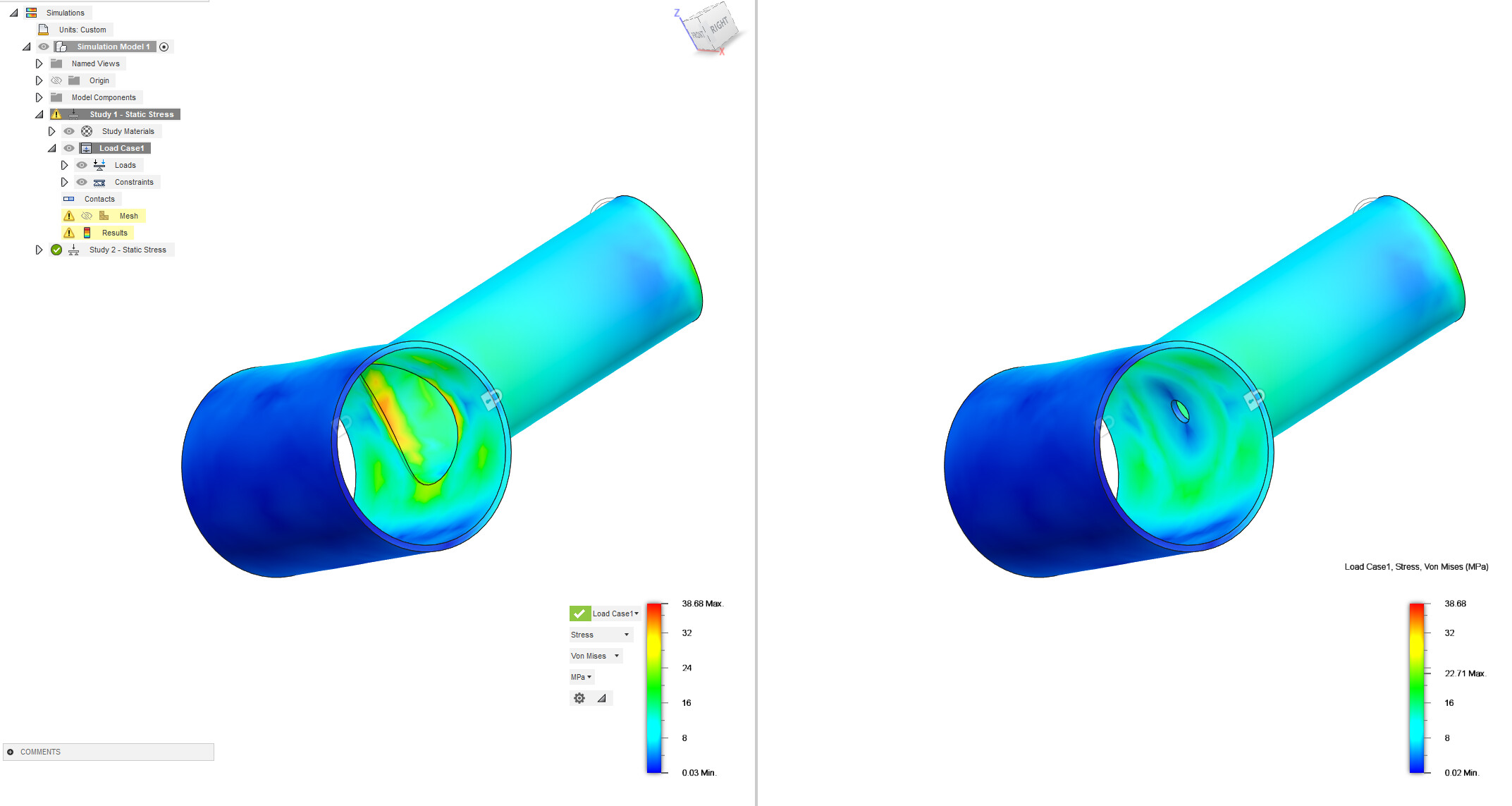
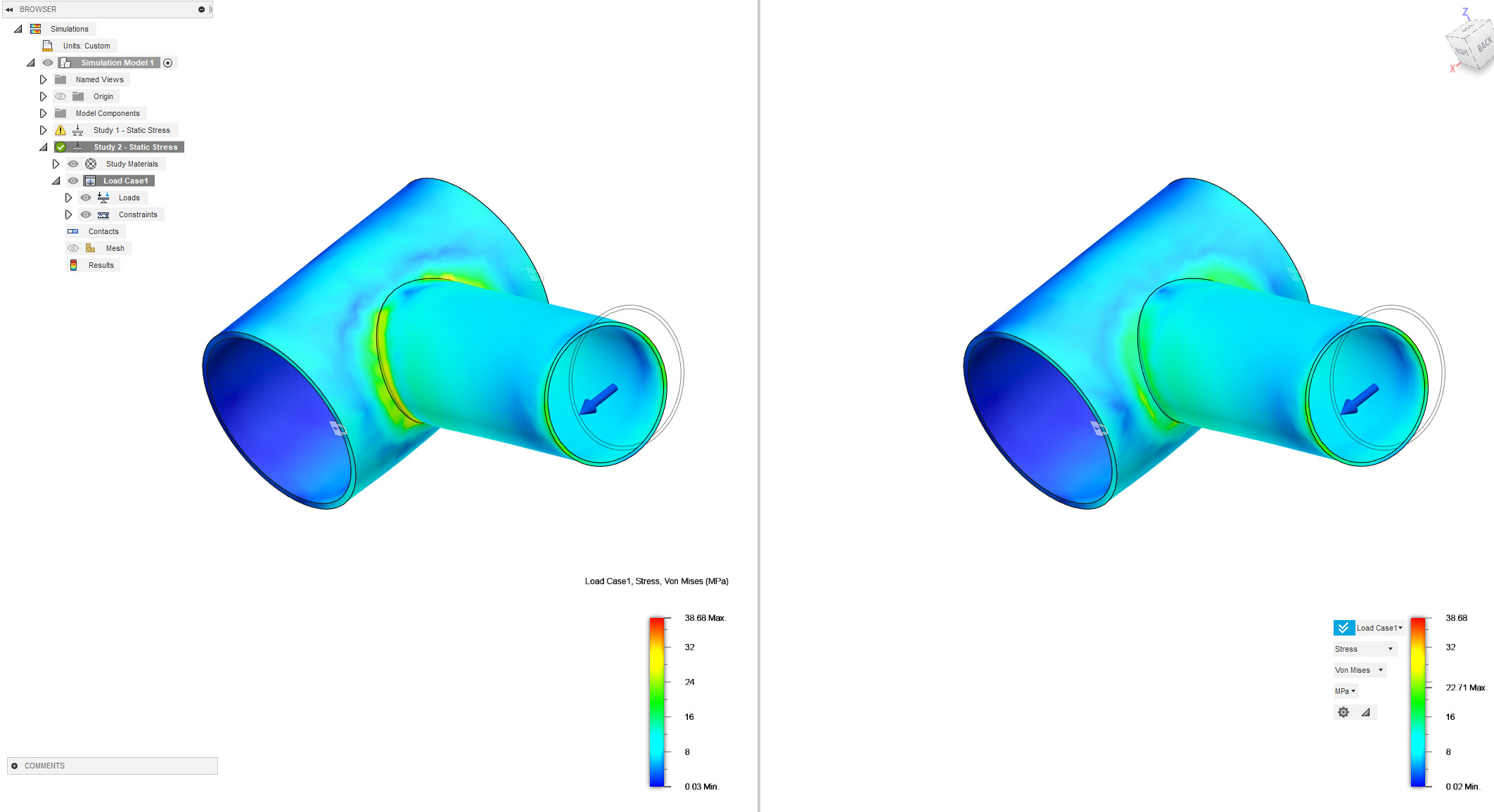
The sides of the BB are constrained, and there is a 200N lateral load on the end of the DT nub. The numbers are pulled out of thin air, but you can still use the FEA to visualize the stress.
This checks out with my intuition: the BB shell + miter gives you a similar effect as the classic egg science experiment. The continuous curved surface allows the stress to travel freely around the BB shell.
Since these FEA numbers are just pulled out of thin air, I can’t say it won’t work. All I can say is that pierced method might experience up to 50% more stress. That can still be within the safety margin.
Many thanks for the response and detailed explanation.
I still see as a possible advantage the larger brazing surface (175 --76 mm2) and the possibility to also make a “fillet” in the bracket.