Does anyone have any experience with laser cut tubing? The problem is that I have a few cuts that have a very steep angle and are a real pita to make. I’ve managed to do them on my mill with a pretty sick setup before, but it takes lots of time and is not as precise as I’d like it to be due to vibration. I don’t want to repeat it.
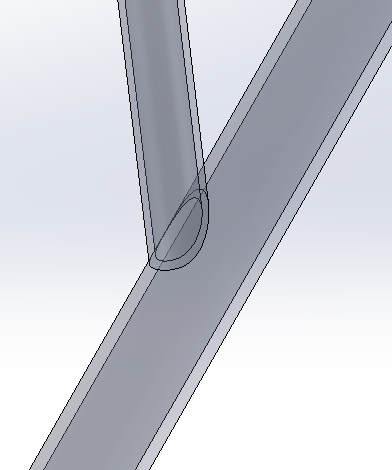
I thought of lasercutting, but there is a problem with these cuts: the laser head has an ange up to 45deg and I need cuts like 62 deg so it can only be cut at 90deg to tube’s surface. It results in not a too perfect miter - on one side a miter is sort of undercut and on the other - a bit to long on the inside of the tube. I have a bit too many tubes to correct it manually.
I was once involved in a project where we used laser mitered tubes with a 90deg laser head.
I ran into the exact same problem… I fixed it with a lot of help from the laser operator company. Essentially you need to get the cut line as an array of cylindrical coordinates and then transform them into the machine code.
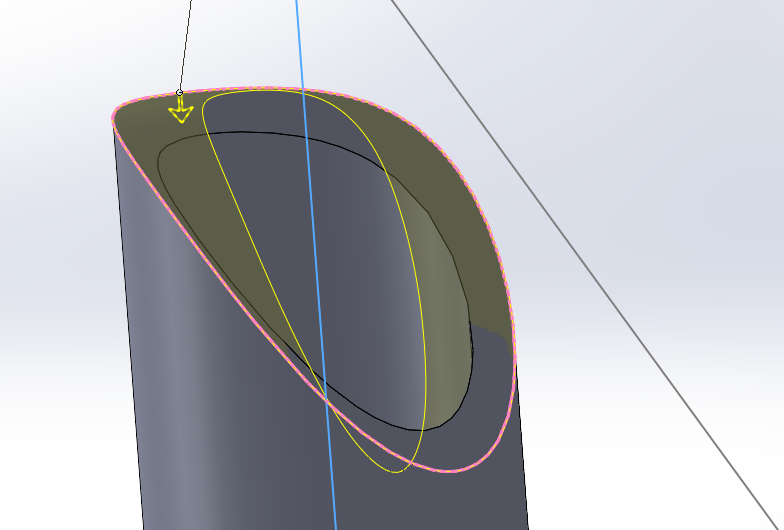
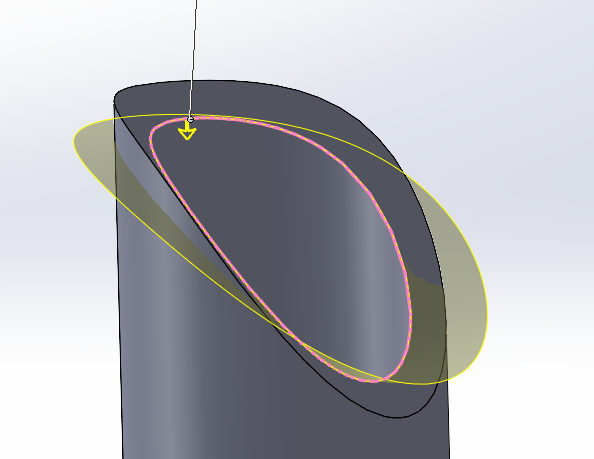
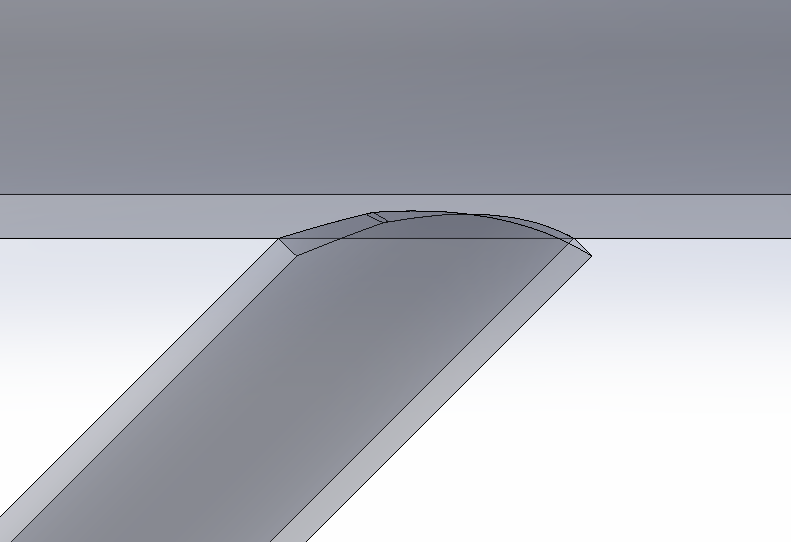
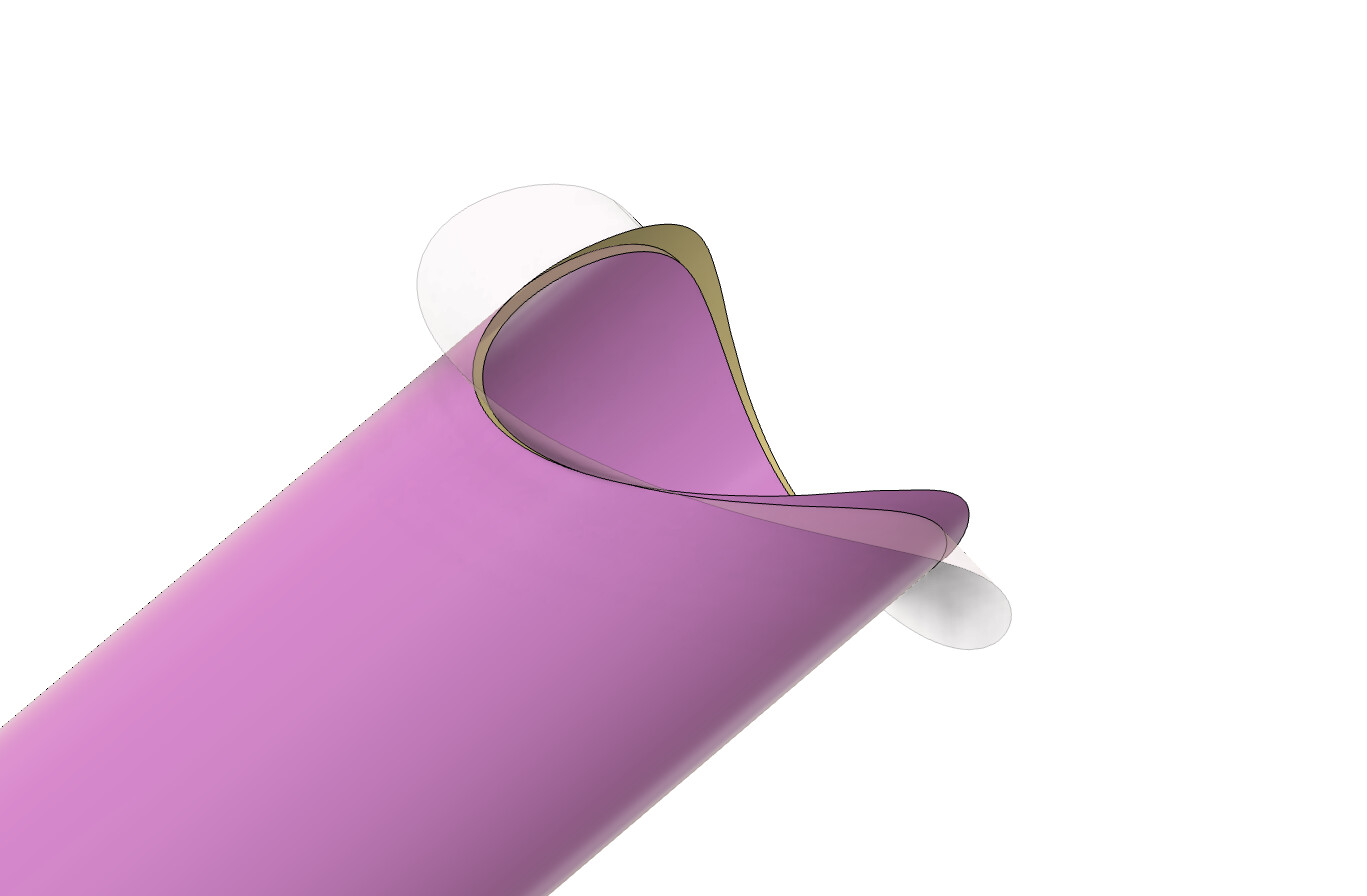
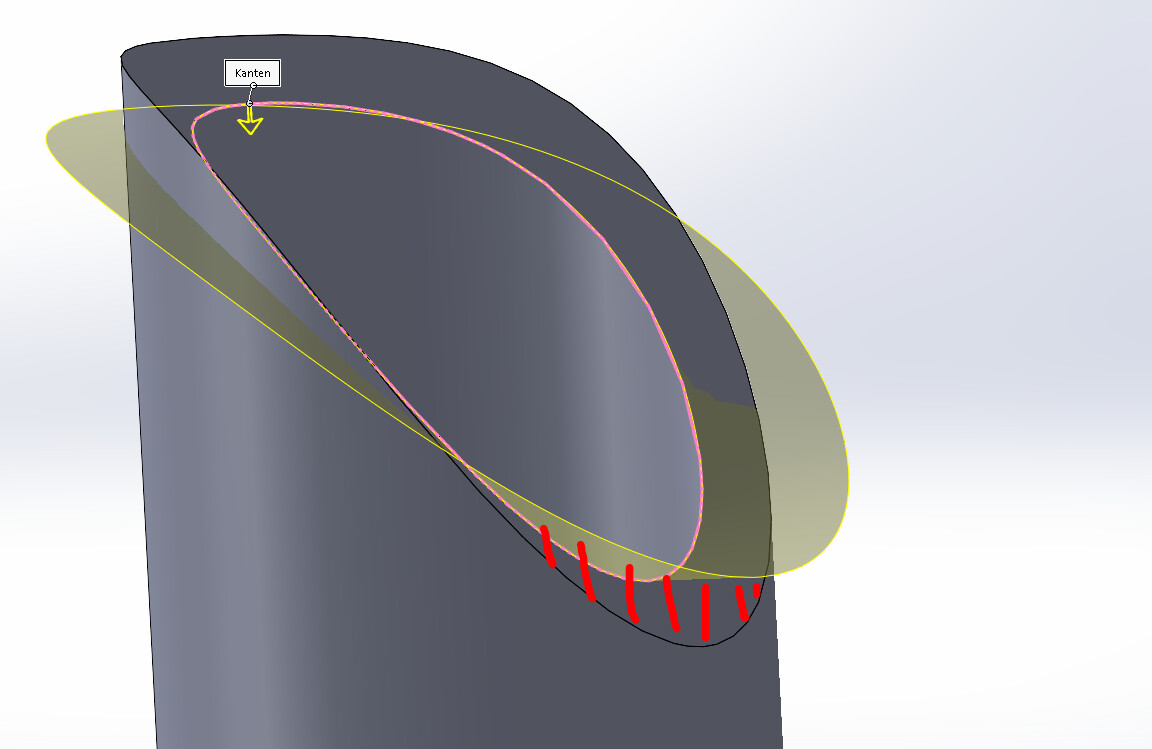
You can get the “correct” cut line with 3D Cad software: When you execute the mitre as if it was done with a hole saw and then project the outer cut line to the inner surface of the tube and vice versa. I’ll try to do a few screenshots to illustrate what I mean:
You’ll get a mitre that is not perfect for welding but at least doable as long as the wall thickness is not too great. In this example I’ve used quite a thick tube for visualization purposes.
You are correct. The easiest way is to prepare the CAD file like this in order to have a clean 90º cut. Bicycle Tubing is to thin that the differences are negligeable when welding or brazing. From the experience in the laser cut work we did,this provided the best results.
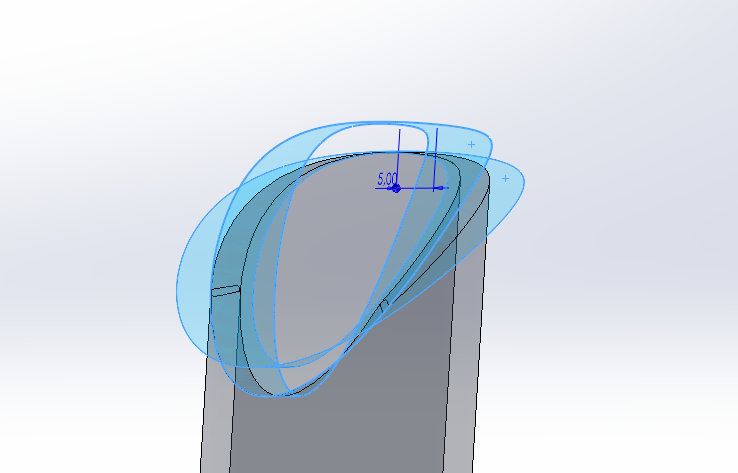
@Luniz82 My end result is the same but with some differences in the process. I keep only the interior and exterior surface of the tube. I project the inner edge as normal to the exterior surface and split it. Faster as I only have to trim once.
Ah ok… we tried that as well on that particular project, but tubes were 1mm WT 12mm OD seat stays, angles were all over the place and the easy method was just too inaccurate
I have had good results with the laser attached to the robotic arm with tubing up to 1mm. The thing with taking into account the angled thickness is that you need to control laser power that changes along the path. And that can be a nightmare.
Thanks a lot for your suggestions! I need to understand as my tubes will be 1.5mm thick, so it makes it pretty important to solve. Unfortunately - I don’t have my own 3d laser or a robotic arm, so I need to rely on a contractor’s help as well.
Fortunately 1.5mm wall is pretty forgiving when welding - I can probably weld it even with a 0,6-1mm gap.
Does doing a gross cut with teh hole and finished with abrasive maybe work for you. I’ve been using ‘arbor’ that replicates the tapered head tube I use with abrasive surface and it is super accurate.
Oshcut has a 5-axis tube laser that can cut arbitrary profiles on your tubes. No need to normalize the cuts if you you are lazy / hard to do in your CAD.
Oshcut has that 45d problem (on top of not having the tubing I was interested in), they will automatically cut at 90 any miter that goes over 45d, actually, because of a bug in their software, they will switch to 90 for anything that goes beyond 40d (more or less), I have talked to them quite a bit about it.
Precision Tube Laser seems to not have this issue as they never mentioned anything (or did they just forgot to mention it?)
Why not let the laser cutting service do it? It may be easier for them to switch to a 90d mitre from your design instead of you changing everything. 0.02
Not that continent mate But a 5-axis laser is a hint, maybe there is one somewhere around.
It’s not the issue of me being lazy or hard to do in cad, I’ll figure it out somehow. But it’s the limits of the laser cutting head that cant bend / does not have clearance for more than 45 deg
The problem with commercial laser cut suppliers is that they can’t work easily with our short length butted tubing to grab the tube and position it to respect the butts. Also they can’t cut bent tubes… only straight ones.
I’m not sure how helpful this is, but I used to do this with racecar/kitcar chassis tubes..
All the tubes were modelled as ‘sheetmetal’ parts. They were essentially 359.9degree C sections, extruded..
Then make the cuts as surface normal / 90degree cuts.
Then you could ‘unwrap’ the sheetmetal ‘tube’ into a flatform, from which the DXF was generated to send to the lasercutters.
It worked really well, once you got into the flow of building the tubes that way..
At the time (15years ago!! ) this was all done in Solidworks.
(The sheetmetal function in Catia did not work correctly at that time)
I don’t know if/how this process could be adapted for Fusion360.
Oh I had no idea! They told me their trumpf laser will follow my profile exactly so no need to normalize the cuts. What happens in reality is ofcourse unknown hahah.
Have you considered a roughing cut to the angle with a chop saw, then abrasive tube notching to finish? BTR made his own, but i saw Cjell Monē has an abrasive notching setup that looks a little less involved using a metal lathe. Seems like it might avoid some of the problems you’ve had, but definietly not laser-fast. But clean up of the lasered edge included, and cost, it might not be far off, since these should be virtually ready to weld off of the machine.
I have considered (and successfully used my machines in a previous project) but as there are lots of these tubes - I need to optimize for time. I have all the tooling and so to cut the on either mill or a lathe, but from my calculations - I don’t have a month to just cut them.
I do batches of fork segments from time to time on the lathe (with a tube bloc in the tool post) and honestly once its set it takes like 2-3 minutes per tube? And its mostly tightening the m6s of the bloc, i’m sure i could fit a lever on there and get it down to a minute. The miters are precise enough that i just debur and sand the scale before welding, and the lathe can cut very shallow angles since it can go all the way to parallel to the tube. I feel like that would be the best option no? Plus you have auto feed so its less work