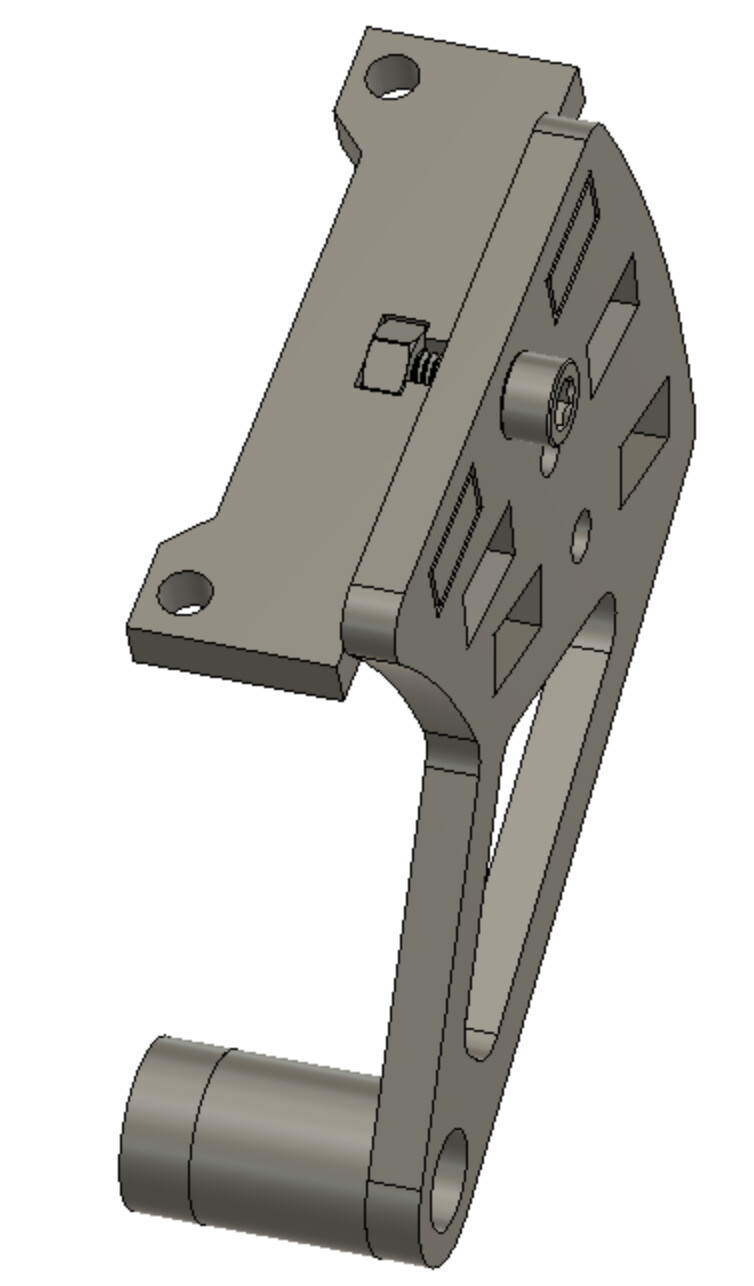
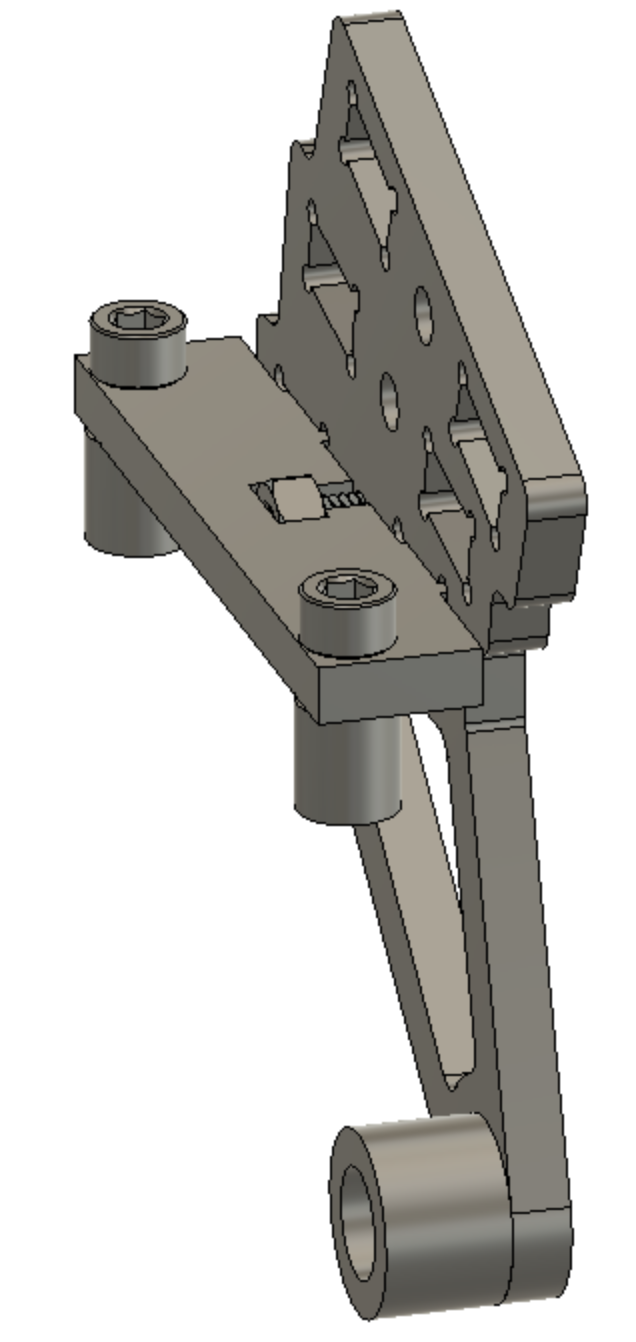
I have no issues with IS brake mounts, but I would like to be able to make post mount brakes as well. Just playing around with this idea because I have to laser cut a few things for my next build. I’m looking for feedback. I’m always on a little bit of a budget so even though the Incepi brake fixture is super affordable already, I’d love to find a less expensive way.
This design is only 2 laser cut parts, the plates are .25 inch thick, one nut and one bolt, and two spacers. One spacer for front, and both spacers for rear brake mounting. I only really plan on using 160,180, or 200mm brake rotors. (203mm is dumb, change my mind)
From Send Cut Send, I could get a single fixture for $40. Higher quantities bring that down to $20 ish. For the axle spacers, I just plan on cutting up some hub axles to the correct width, though if anyone has access to a lathe, those should be easy to make. I don’t have a fancy frame fixture so I just planned on using a 12mm thru axle. The design could easily be modified for other diameters.
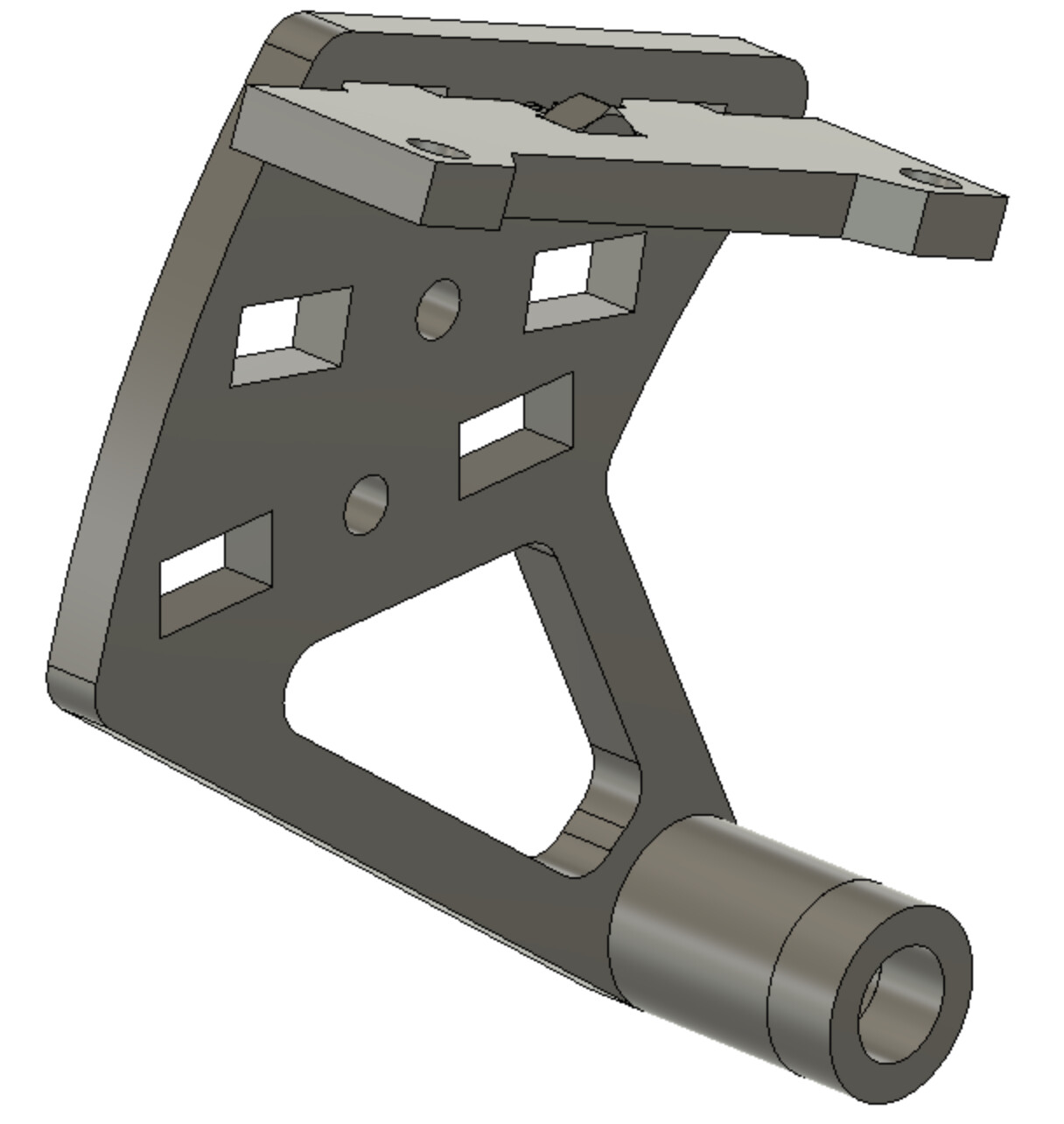
What are your feelings on laser cut edges never being perfectly square? Something that could be tweaked with a bit of filing, probably. Personally, I’d add reliefs in the corners of the tab holes, so the tabs are less likely to bind.
I figured there would be a little post processing on the laser cut edges to get it perfectly square. I’ll add those reliefs into the tab holes. That’s a good idea.
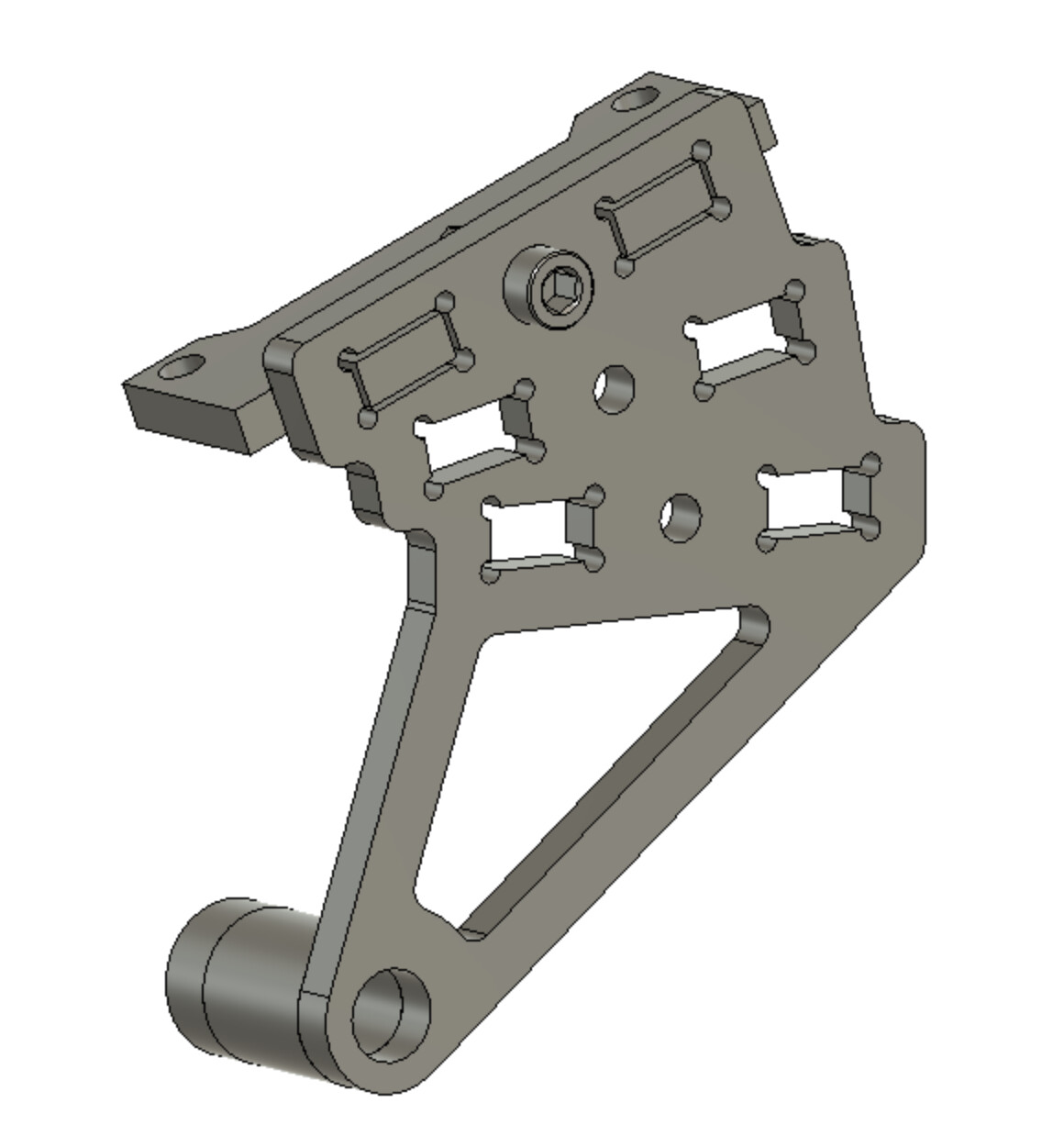
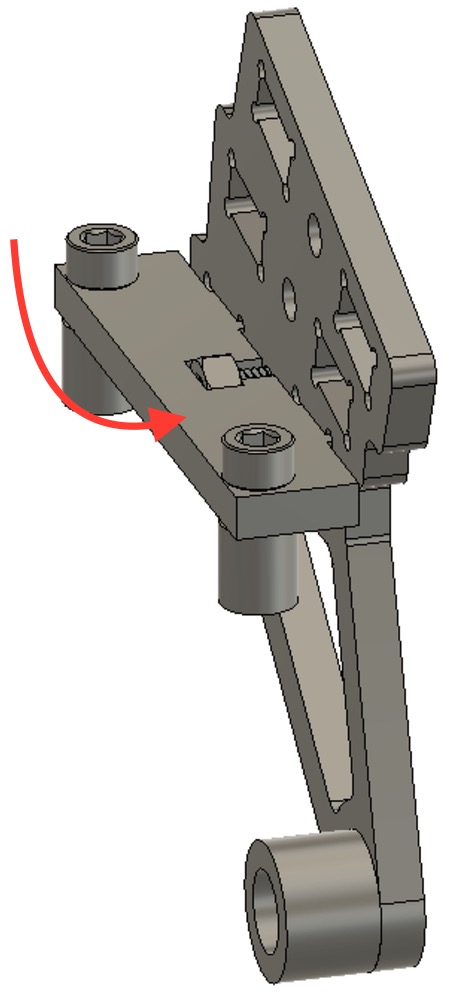
Edit: put some reliefs in the corners. adjusted the outer shape a little too.
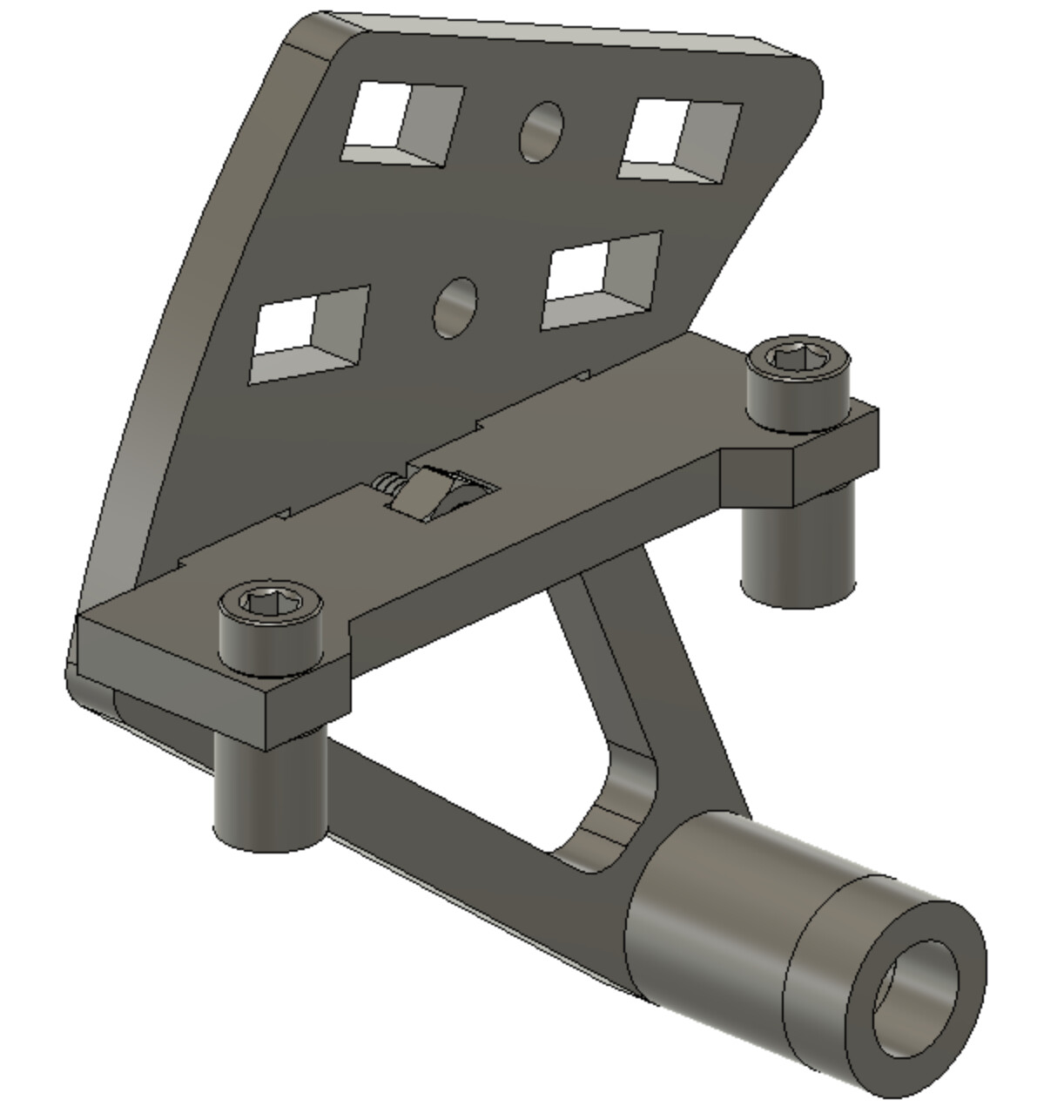
There are two parts to this problem. One is the wide washer in the drawing is to space the bracket out to the dimensions of the front brake. That’s easy to solve, since it can be built into the width of the brake mount plates. The photo below shows the standard front spacer made using two 6.35mm laser cut spacers (tacked together, brazed together, etc)
The other part is the second washer that is omitted when doing the front brake, but included when doing the rear brake. Its possible to stack up washers to make up that difference, but there are two ways to get close using the Send Cut Send material thickness options.
Option 1:
4x 1.27mm washers
1x 3.18mm washer
= 8.26mm. This is the exact difference between a front and rear brake mount width. but, that’s a lot of washers to stack up and you might end up with tolerance stack up.
Option 2:
1x 3.18mm washer
1x 4.83mm washer
=8.01mm. This means your rear brake would be .25mm too far towards the center of the bike. Which is probably fine. This also uses less washers (less expensive and easier)
I wonder if there are any hardware store solutions to this problem. I’ve got calipers and I’d prefer to use less pieces when possible. If a hardware store had an M12 spacer that could be cut down to size, I’d prefer that option.
Though, since we are all fabricators, all you really need is something to set the space correctly. It wouldn’t be too hard to braze on a binder bolt to the axle mount and then you just bolt it into place once you set the width?
Might be more trouble than it’s worth, but have you considered using shims between the two plates? This could give you the extra 0.25mm on your second option above, and allow for some fine tuning. I’m not sure off the top of my head what the tolerance is for post mount hole placement, but since they have in-built lateral adjustment you might be fine being slightly off.
I would caution against thinking in this way. The whole point of the fixture is to hold the tab in the exact right place so that when you weld/braze it in and mount a caliper to it, it’s still in the exact right place.
I have a Blacksheep fork and a REEB SST frame that both have brake mounts that are slightly off spec and its extremely annoying. Not only is it a total pain in the ass every time I have to adjust the brakes, it’s really frustrating to encounter irreparable errors on things that I paid for that will be around for a long time. The same goes for you - yeah you are making the bikes, but you are still paying for the tubes and frame components and spending the time to put them together. My opinion is that you’ll never be upset that you did it the right way.
Why not make one washer and two tabs with the appropriate spacing? If this is made from mild steel I can’t imagine SCS will charge more than $7 for each tab. Those binder bolts are $5 each from framebuilder supply, and you have to pay shipping.
I had some time to sleep on this idea and I’m starting to think that turning exact spacers is probably the smartest thing here. The main problem that fixes is keeping this whole assembly square to the rear axle. I have a friend or two with a lathe and they might be reasonably priced enough to just create the main spacer that gets attached to the plate and then the extra spacer to adapt the width to the rear brake. I’ll reach out to see. I’ll also reach out to protolabs just for fun to see how much their cnc turning service costs.
I didn’t mean to imply anyone should just fudge it and hope the a quarter mm won’t matter; I meant that the tolerance in the PM mounting standard may allow for that much variability. But to play devil’s advocate on your point, if fixtures and standards were always perfect then we wouldn’t need any lateral adjustment - it would just all fit together and work!
I’m in academia - it’s my job to assume a spherical cow!
Joking aside and a bit of a thread derailment but on the topic of standards and variability it is cool to see what Framework bikes is doing with his crank/bb system. He machines everything in the system except the bearings (which have very tight tolerances), so he has control over essentially everything and makes the spindle the exact correct length for the bike, allowing for no adjustment. But because he can make it all to spec there is no need for any adjustment, it just fits together and works. Likely unattainable for those of us without a 5 axis CNC milling center and more than a decade of experience with it, but a cool realization nonetheless.
Interesting. But it wasn’t really that long ago that everyone had to make their own nuts and bolts because industry couldn’t make them quickly/cheaply/accurately enough for a universal standard. So who knows, maybe the next BB standard will be adjustment-free - we’ve already got SRAM T-type doing it for rear mechs!
since we are all just derailing(pun. lol) this conversation anyway. I seem to recall seeing a patent for a direct mount brake by sram for this exact reason. Same way they did with the UDH hanger but on the brake side.
I haven’t given this too much thought, but would it be easier to use a stock spacer from McMaster and cut a front/rear specific adapter plate to get the correct offset? Seems like that might be a way to dodge the issues with washers.
Also, I’ve recently been trying to figure out what types of tolerances SCS actually achieves with their cuts. For the 0.25” mild steel test pieces below, the top side has essentially a perfect mate (positive and negative dimensions for the tab are exactly the same in the drawing) and on the other side there’s a noticeable gap due to the angle from the cut. Depending on how you’ve sketched the fixture it might be a good idea to mirror it so that the top side of the cut with better dimensions is closer to the brake mounts. I’ve achieved this type of fit between test pieces from two different orders so it is relatively repeatable — you can probably get stuff to fit together without doing too much tolerancing in your design, especially if you’re willing to do a bit of filing. For the holes, cutting the exact OD of a bronze bushing resulted in a press fit, +0.2mm resulted in a loose fit with a bit of wiggle room.