Minimum headset: EC30 (30mm)
Max headset: IS52 (52mm)
Most common headset: EC34 and EC44 (36-44mm)
Two sizes is better:
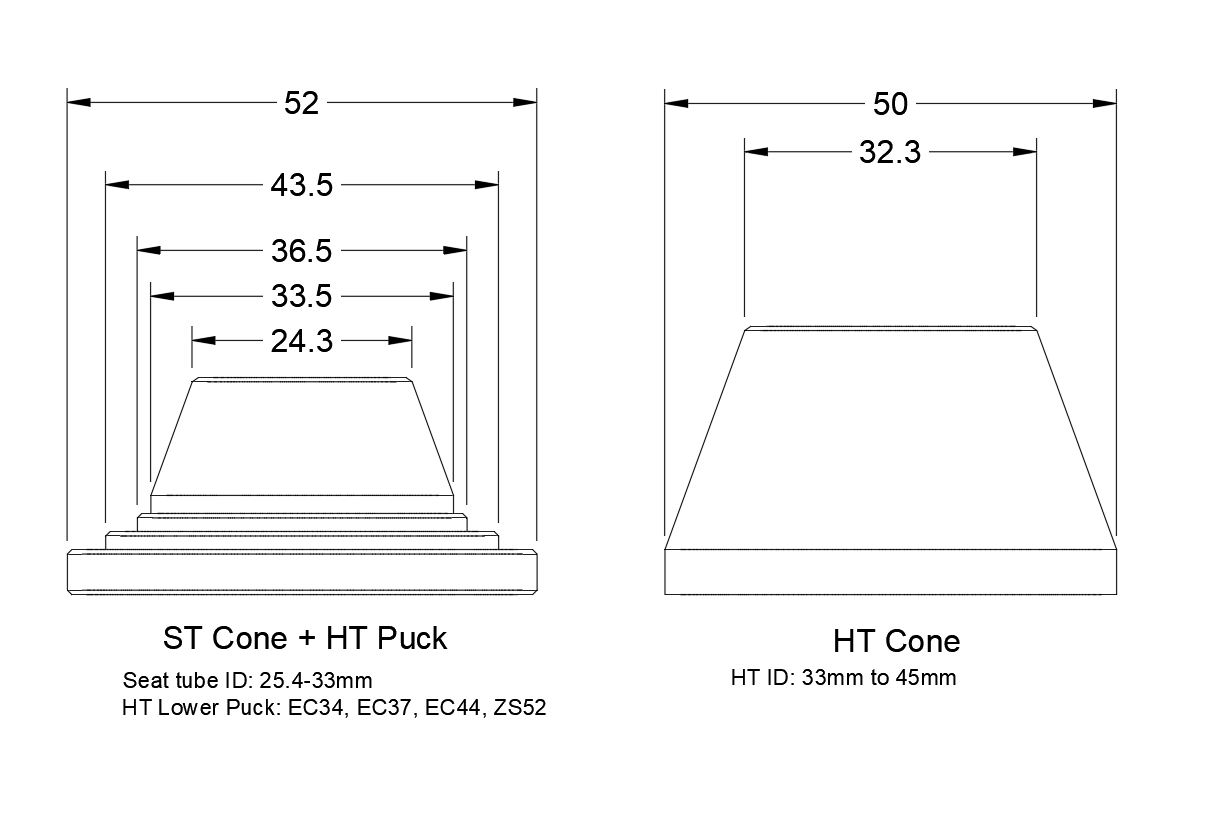
If we bin the cones into two sizes, we should be able to save material (good for the environment) and cost. Cones would be smaller, which makes them easier to work with. Here is a rough guess:
I propose we forgo the purge fitting. Everyone has different fittings, and drilling and tapping holes will add to the cost of the part. The purge fitting should be able to added done manually with a drillpress.
Material: Aluminium
Aluminum to gauge demand (cheaper), stainless if demand is high.
Wish I had found this thread sooner! Lots of helpful ideas floating around.
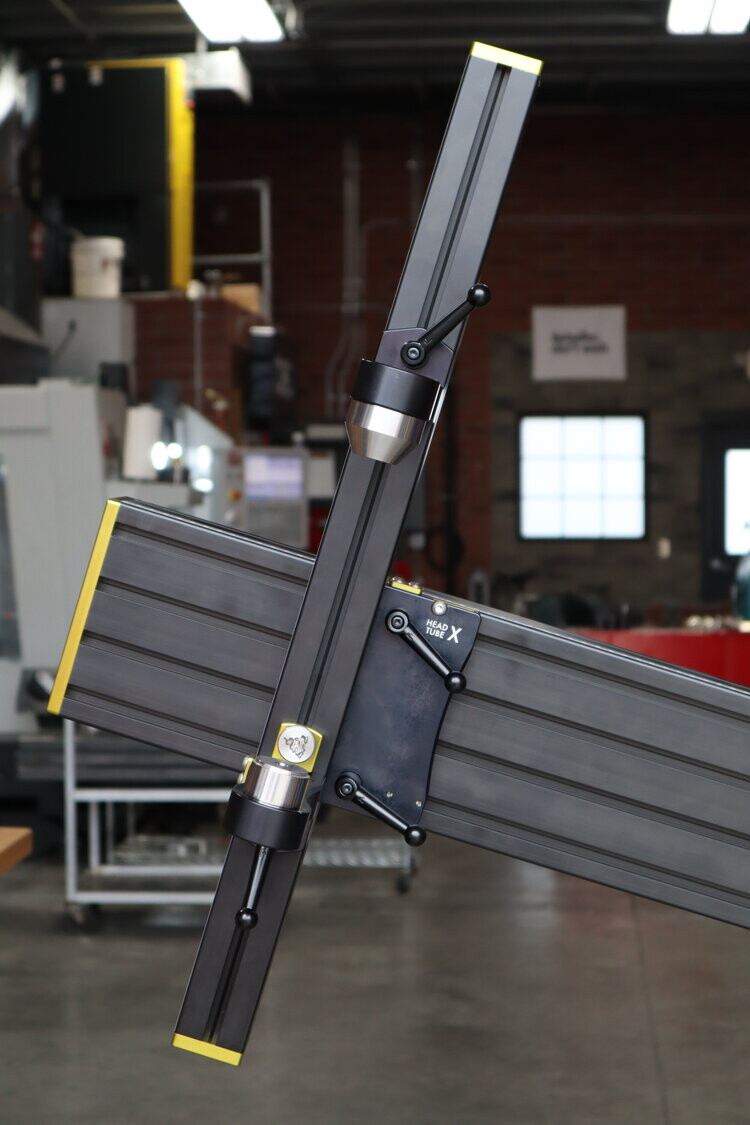
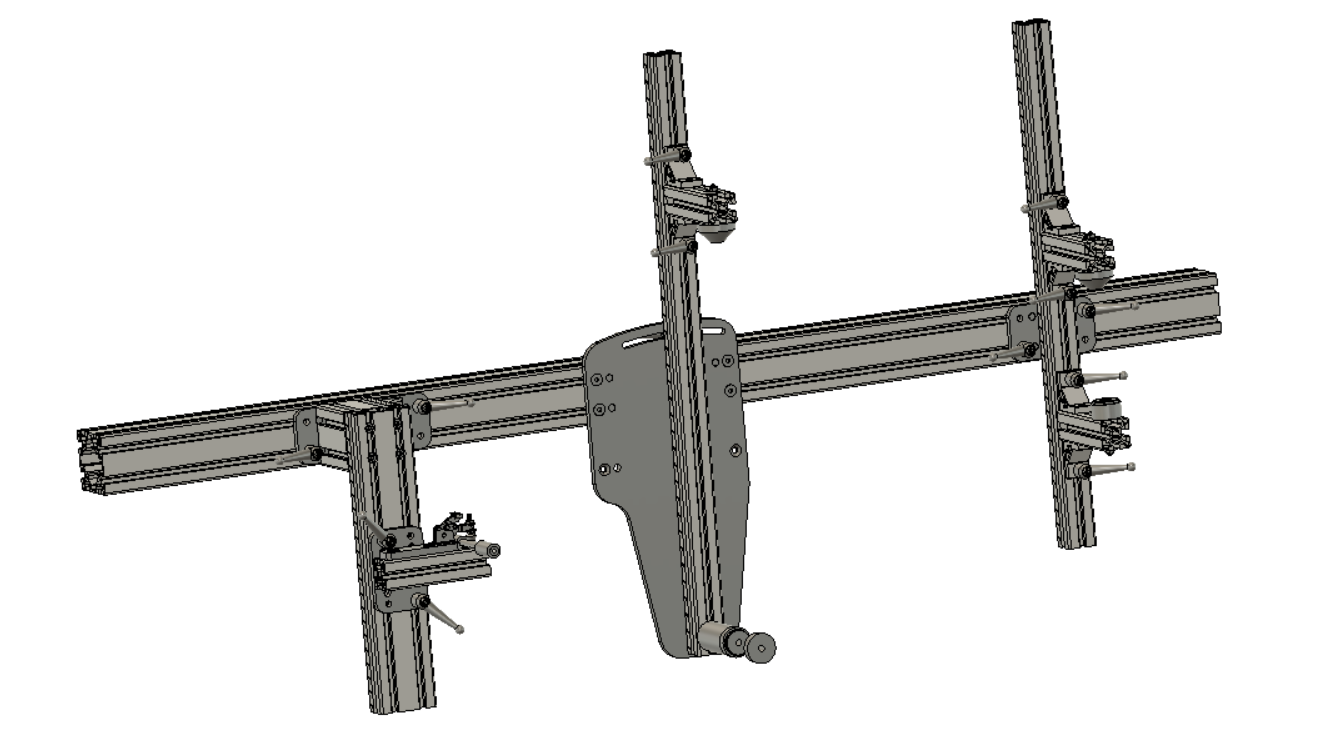
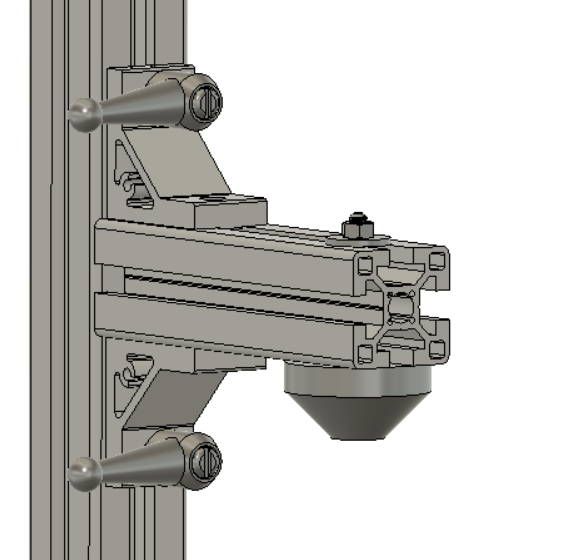
I’ve been working on a cobra style extrusion fixture for the past few days. I recently changed my main beam from 80x160 to 80x80 to save about $230. I designed around misumi 40mm extrusion since they have a ton of alteration options. The counterbored holes, end tapping, and thru holes for cone shoulder bolts are all available configurable alterations.
The only operations I’d have to do myself are milling the rear axle slot and reaming some holes in the laser cut plates.
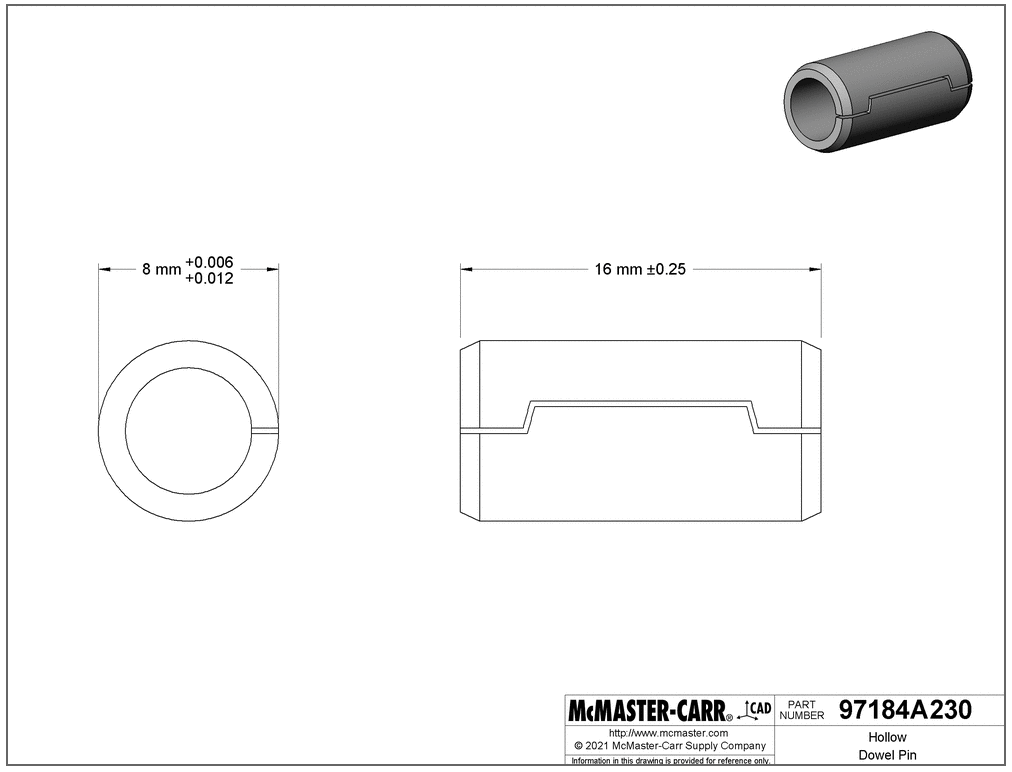
I have the pins locating the sliding plates on the extrusion in an attempt to reduce binding; 2 pins in a single slot, 3 pins for a double slot. I really like the idea of an adjustable key so I may change from the pins.
The small angle brackets from misumi have tab features to reduce coplanar slop. I may try using just a single bracket for the cone supports first to reduce cost and setup complexity.
I’d also be interested in a group buy on some cones. I thought we were getting something together with Paragon from way earlier in this thread. Not sure what happened with that. Maybe Paragon would still be interested in making some cones in bulk for us and put it on their web store.
We can make them, but we need a clear consensus from builders about what they want. Ideally we would make no more than two cones, large and small to cover the required range.
OK builders, here’s your opportunity to make a group decision. If we can get a dimensioned and toleranced print, we can offer a price quote. A CAD file may be helpful, but we need TOLERANCES to make it correctly. The wider the tolerance, the cheaper the part.
I’d vote an untapped one size cone that will handle everything from st to ht. Being this is intended to be the least expensive option make it a cheap as possible.
Second vote for a one-size untapped cone. I think 27.2 to 44 is a good range, @Daniel_Y 's cone design from January that tapered from 20mm to 50mm was a nice versatile size and I like the 60 deg taper. I could do with or without the bottom step.
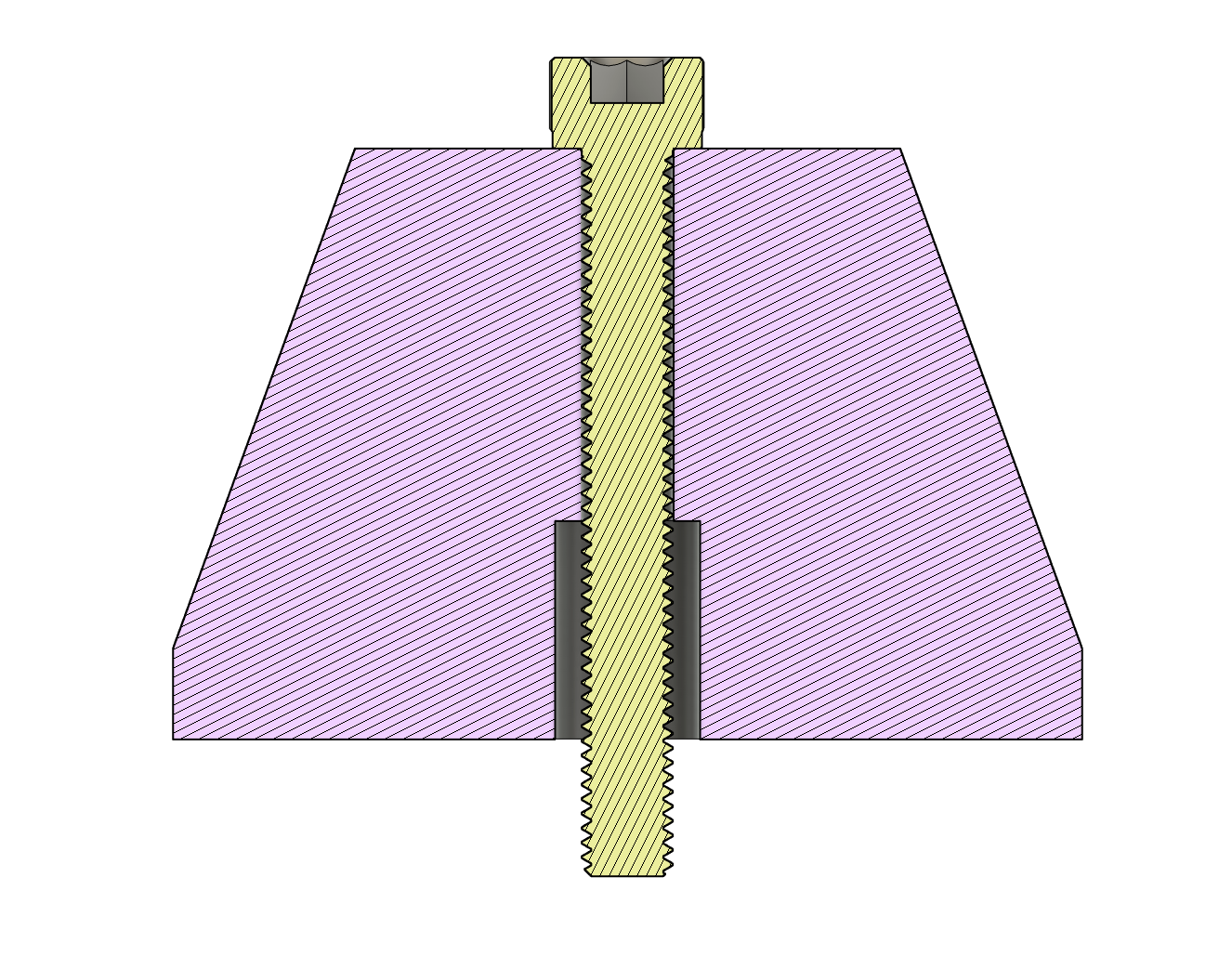
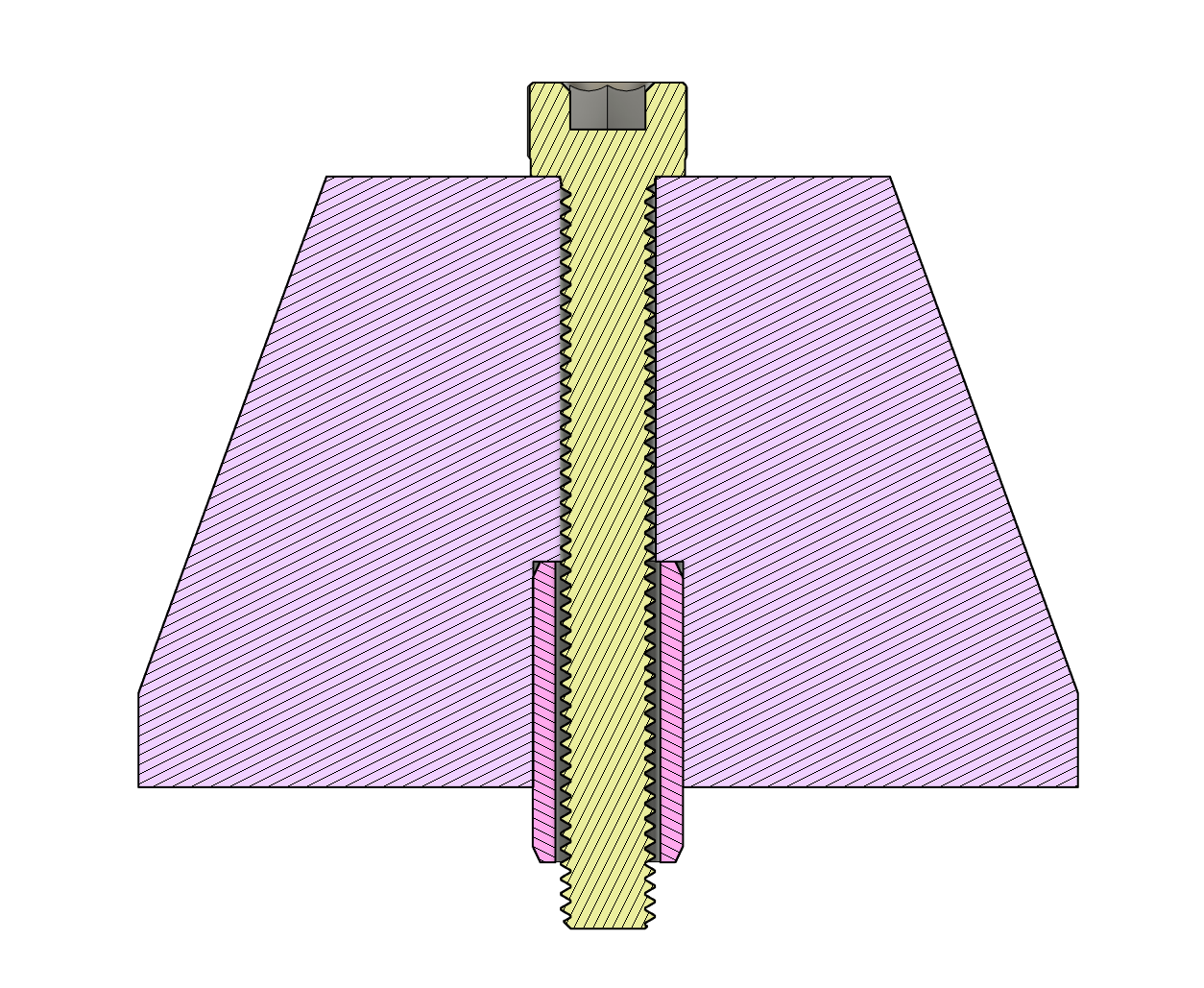
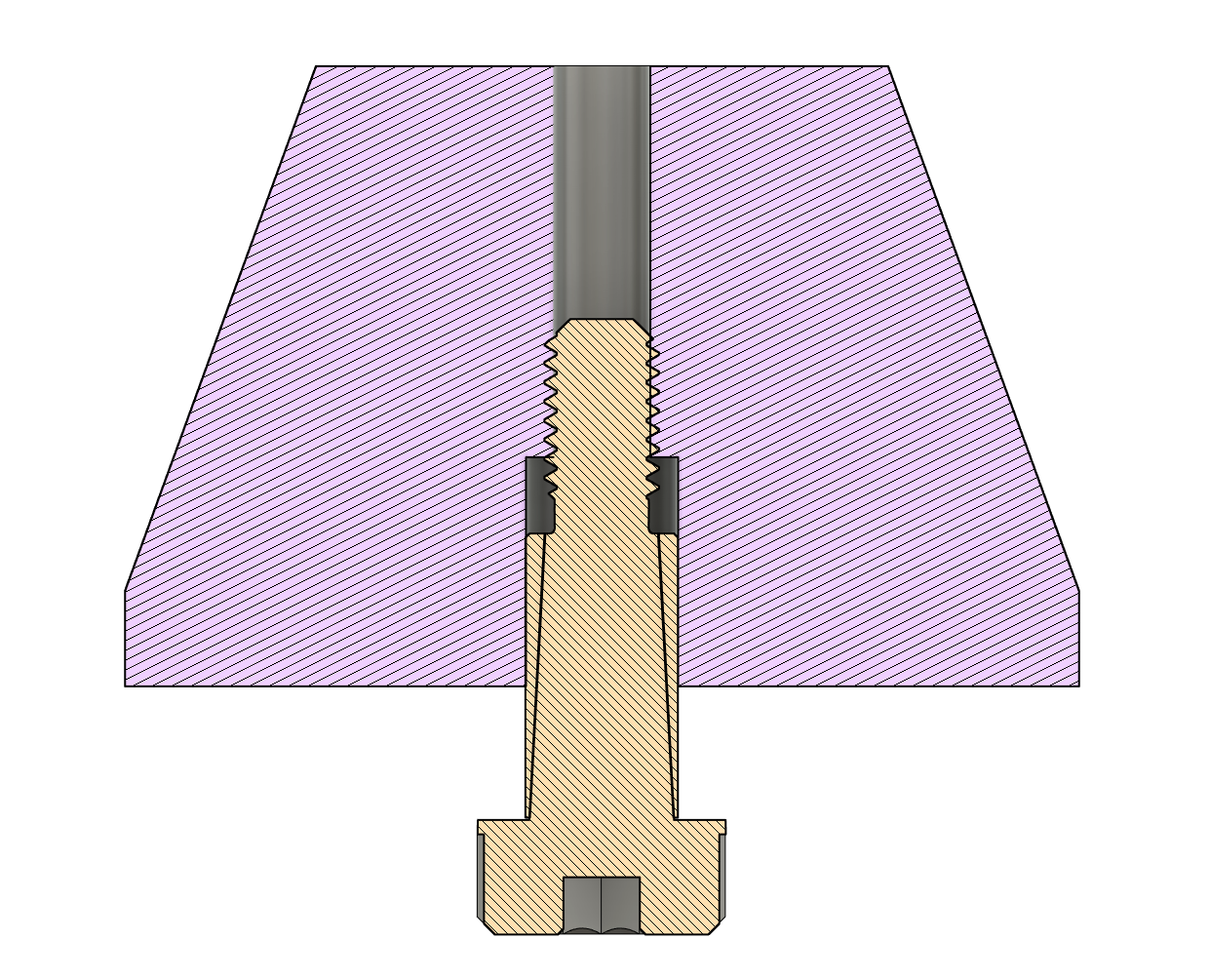
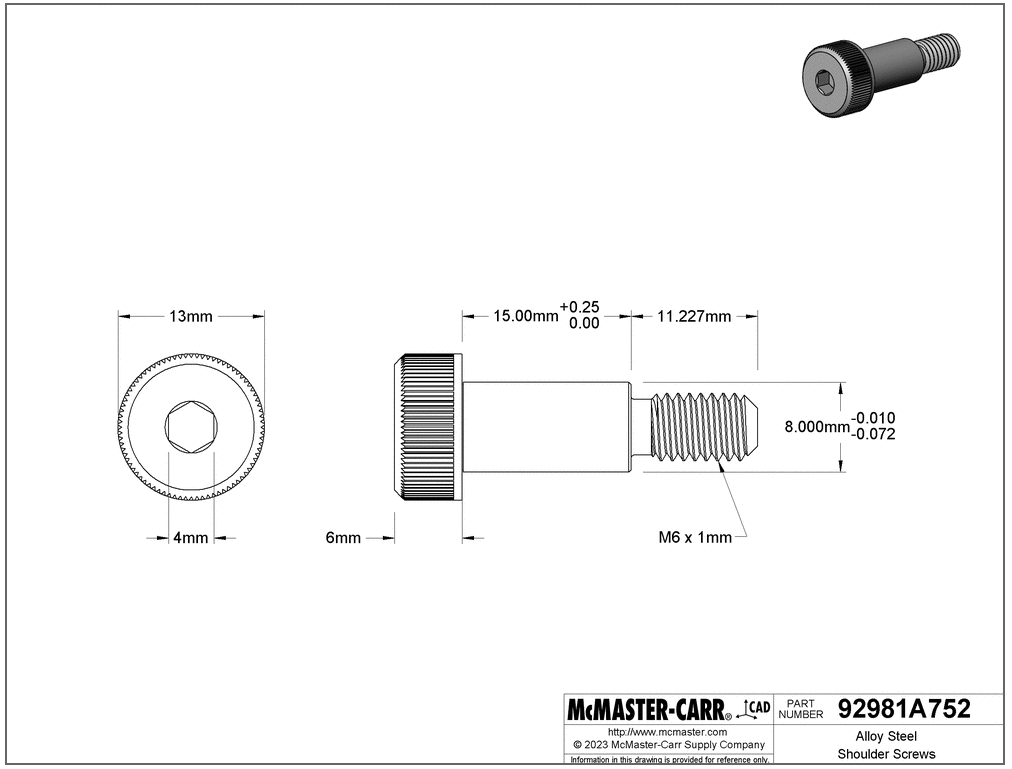
My thought was an untapped 8.2mm bore for use with a shoulder bolt or real close fit on M8 thread.
I think the BB disc would also be worth making, and the versatility of BSA & T47 ID and 34 & 44 mm HT seems good. having the same bore as the cone would be nice.
2 one-size cones and 3 BB discs would cover a lot of ground for front triangle interfaces.
Still looking into ISO tolerance grades for what seems reasonable for the bores and external diameters. I’m personally not at a place where I’m looking for tight tolerances
This is a great idea and will certainly move the ‘DIY Fixture’ movement ball down the field!
My Opinion:
I would suggest steel/stainless.
Purge seems like an upcharge! haha
The top cone should fit up to a 44mm and down to a 30mm I suppose.
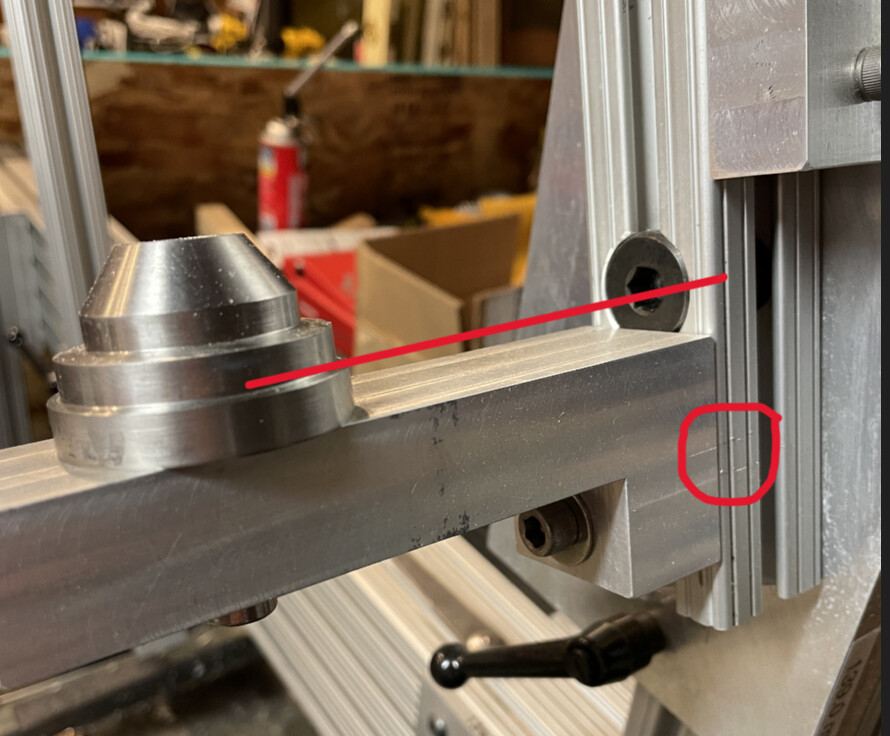
I think ideally, the lower piece would be a multi-step puck that has a flat surface for the lower race and each step would be, for example, 5mm tall and fit 30 (?), 34, 37 (obv!) and 44mm sizes. I don’t know how many of us use HTs larger than 44mm.
Anyway, the multi-step puck makes it much easier to match the lower race to the HT fixture pivot point. For those who have Arctos clones this allows changing HT angle without affecting the lower race position and probably doesn’t have a downside for those who don’t care about this aspect. It should also be snug.
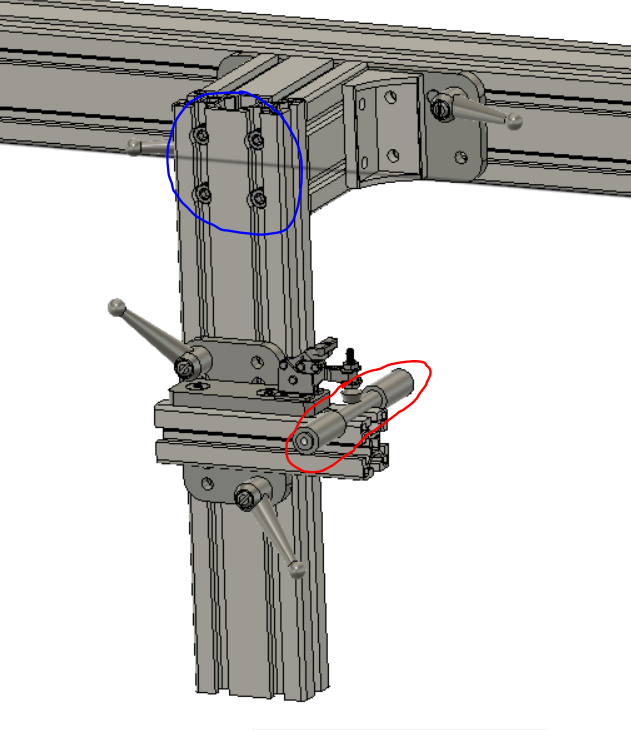
You can see mine here and how the current setting is for a 44mm lower edge lines up to the pivot. I circled the two marks for 44mm and 34mm that I use. I can also use the cone for 30mm but rarely build those any longer.
I see a new thing at the top that says Open Cone Due Dec 31. Does this mean we have to get our ideas in and finalize on a design by December 31?
I vote for purge holes. I see myself mostly brazing, but I’m slowly picking up TIG and I’d like to be able to backpurge at some point without having to go to a machine shop to have my cones modified. I don’t know anything about lathes and machining, and a machine shop in my area is really expensive. So, one vote for purge holes. Maybe they can be added through the bolt to save costs?
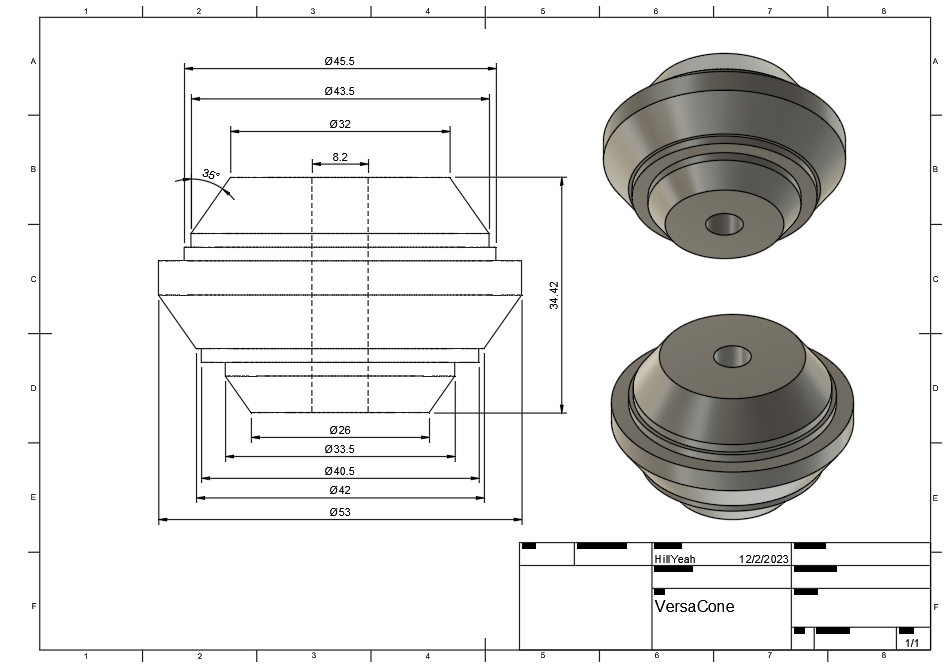
This stepped cone has 3 tapered sections for centering tubes between the ranges 26-33.5mm, 32-43.5mm, & 42-53mm. It also has bosses to locate 34 & 44 mm HTs and BSA & T47 BBs.
I just added taper sections to the BB disc that was shared in the previous thread by @Daniel_Y
The step for the BSA boss is quite small with the 42mm taper starting above it so that large taper section may need to be removed. This would at least allow the outside diameter to be reduced.
This is maybe trying to do too much, but I wanted to see what fitting a lot of features into a single part would look like. These features could always be broken up into separate parts to save on material or reduce complexity. I do think some form of a stepped cone would maximize useable features.
Whichever design we move forward I think it’d nice to have a plan of how to add a purge feature even if those features aren’t included.
Color me interested if they’re gonna be cones. I like the 2 sizes, untapped 8.2mm hole. If they’re be some over engineered thing with 27 different steps or whatever, I’m much less interested.
Certainly might be a little heavy/expensive due to the size and material removed. I’m keen on including some kind of additional parts or features to locate BBs and HT bottom ends since they’d make a useful set with the cones.
Separate parts are definitely better to save material, and folks could order only the ones they want.
Understandable if additional parts is increasing the scope of this order too much.
Correct! A self-imposed deadline helps consolidate the ideas.
Consolidating some of the great ideas:
@Duanedr
I like the suggestion that the HT cone also has a puck built-in at a known offset. A simple feature adds versatility
@hillyeah takes the design a step further, having a double-sided cone. I think the double-sided approach will depend on the cost-per-part, cost-per-material, and cost-per-machinetime ratios.
I don’t have a need for cones at the moment, but agree with simpler is better. Cones stay fixed on the jig so versatility between HT/ST/BB means every cone would have unused features that I had to pay for. If we want to ask for pucks, let’s just ask for pucks.