Hi!
In one of my last builds I used a 46/1.1 mm head tube for a semi integrated head set. When using a reamer to prepare for the head set I noticed that the tube was quite deformed. There were two positions where the 44mm reamer did not even touch the tube.
In the end the head set was very easy to push in and I finally had to use glue (Loctite) to firmly secure it.
I was fillet brazing using bronze for the fillet.
Is there a way to prevent the head tube from becoming oval? Does a heat sink make sense here??
Generally speaking, heat + extended time = failed joints/tubing.
So if you use a heat sink with fillet brazing your tubes/joint will spend more time heating up and that could (will) cause weakness and result in failure down the line.
For fillet brazing, I’ve always tried to coat the entire circumference of the head tube with flux and then make sure to heat it up all around until it turns “glassy.” At that point I’ll return to the joint and start brazing. The idea (someone please chime in if I’m totally off base) is that as the HT cools, it’ll do so more evenly and should reduce/minimize distortion.
I don’t often fillet braze so someone with more experience might offer better advice.
Heat sinks help for sure. In Taiwan, I was told Maxway presses a slug into the headtube to weld, then press it out. No reaming needed. The slug absorbs some heat and also shapes the tube. I wonder if we are doing it all wrong (starting with undersized bores and reaming them). Sure, pressing in and out a slug takes time, but so does reaming.
The other angle you can look at is that your headtube might be too thin for your welding method and technique. I find that Italian tubing manufacturers often push the wall thicknesses too thin. A machined headtube will have much thicker reinforcement at the bearing seats, making it less prone to warping.
The thing you want is commonly called a heatsink but you actually want it to sink as little heat as possible. I use what’s essentially a washer, which “enforces” a round shape on the tube with minimal mass and minimal contact area with the joint. Also the big hole in the washer lets you point the flame inside, which is sometimes helpful.
The only pic I have is of an eccentric BB for a tandem, but it’s the same idea. This BB came out near perfectly round, no machining needed for a smoothly rotating eccentric. The washers were machined to be a light press fit before brazing.
Also, if you see the HT is oval, don’t ream it! Squish it back to round first, or as close as you can get, then ream. A couple pieces of softwood (e.g. 2x4 chunks) as soft jaws for the vise spreads the force decently enough. It’s not a precision process, just do it by eye, and don’t over-do it.
Elysian and Bulgie are correct that even heat and heat sinks will help but I consider them 2 of the 3 (or 23) things that can go wrong. Having loose miters also contributes to deformation. If the lower edge of the downtube has a gap, when the filler cools it seems to suck the HT into the gap causing ovalization in the front-back axis. If the miter is too big the same thing happens with the ears and the ovalization is lateral. Look at where the reamer isn’t cutting and you may find some of your answer. I struggled with this for a few frames and eventually traced it back to miters after fixing the thorough pre-heat and post heat sequence.
Thanks for the feedback!. I really like your idea of using washers. I‘ll try it for my next frame and give feedback in the forum . Also the idea of applying heat all around the HT makes perfectly sense to me.
Hi! This is definitely common with brazing. I would add that if using a straight gauge head tube, going thicker could help (i.e. 1.3mm) or add head tube rings. I typically add the rings after brazing the frame so that I can braze them with silver but I know some builders will start by brazing rings on with bronze first before brazing in the DT and TT. Alternatively, if you are using a 44mm HT, Paragon’s machined head tubes are wonderful for being reinforced where it gets reamed. Besides that, I would also not recommend brazing the DT or TT too close to the top or bottom faves of the HT, when possible. I would give at least 15mm under the DT (and aim to make a tight/minimal external fillet in the acute angle section underneath) and closer to 20mm extension between top of TT miter and top face of the HT.
Best of luck!
@Christoph - May we see a picture or two of your headtube joints? I wonder how close your top and down tubes are to the ends of the head tube. I also wonder if the head tube was too thin. @Jackieee mentions Paragon’s 44mm head tube, which is heavily butted in the ream zones. I’ve not had any trouble with these deforming during brazing. There is some “banana” deformation that is unavoidable whether welding or fillet brazing, because you are joining tubes to one side of the head tube and not the other (the front).
You mentioned heat sinks. These are absolutely for TIG and not for fillet brazing. TIG welding puts an intense amount of heat in a very small area very quickly and it is important to suck the extra heat away from the joint to avoid distortion. By contrast, fillet brazing requires a relatively slow build up to the amount of heat necessary to braze the joint. While the build up of heat is slow (relative to TIG), you still want to spend as little time as possible on the joint. A heat sink is just going to make the preheat take longer and increase the chances of distortion.
@ElysianBikeCo mentions preheating the entire tube, not just the braze area. This is good practice - something I learned from watching a video of Steve Garro brazing back when there was next to nothing on the internet. The even preheat can help avoid distortion. But as many others have said, the key to a straight frame is close miters. If you don’t have those miters tight, the tubes will pull together and go where they want - not where you want.
Maybe slightly off topic and not super helpful but I’ve found that heat treated tubing distorts less for me?
I’ve read from and spoken to builders who will use Reynolds 631 (none heat treated) seat tubes because it’s easier to ream. This seems to be one of those things that’s passed down and on that knowledge I’ve always done the same (plus my seat tubes are super short and heat treating seems overkill).
Occasionally I’ll get an 853 (heat treated) seat tube because Reynolds ran out of 631 and somewhat counter intuitively it’s easier to ream because there was less distortion to begin with.
I don’t know of any heat treated head tubes so this all may be useless info. I haven’t spoken to Reynolds about this either but they’re always happy to help. There could be more to consider regarding elongation vs UTS but an 853 head tube has crossed my mind as a filler brazer.
Having said all that…if you can dial the technique from mitre to braze out you should be okay.
FWIW I don’t do a full preheat, only a little heat into the tighter sections and my head tubes are relatively thin wall ~1.1mm at the point I’m brazing to. I’m not saying the preheat isn’t a good idea. It probably is.
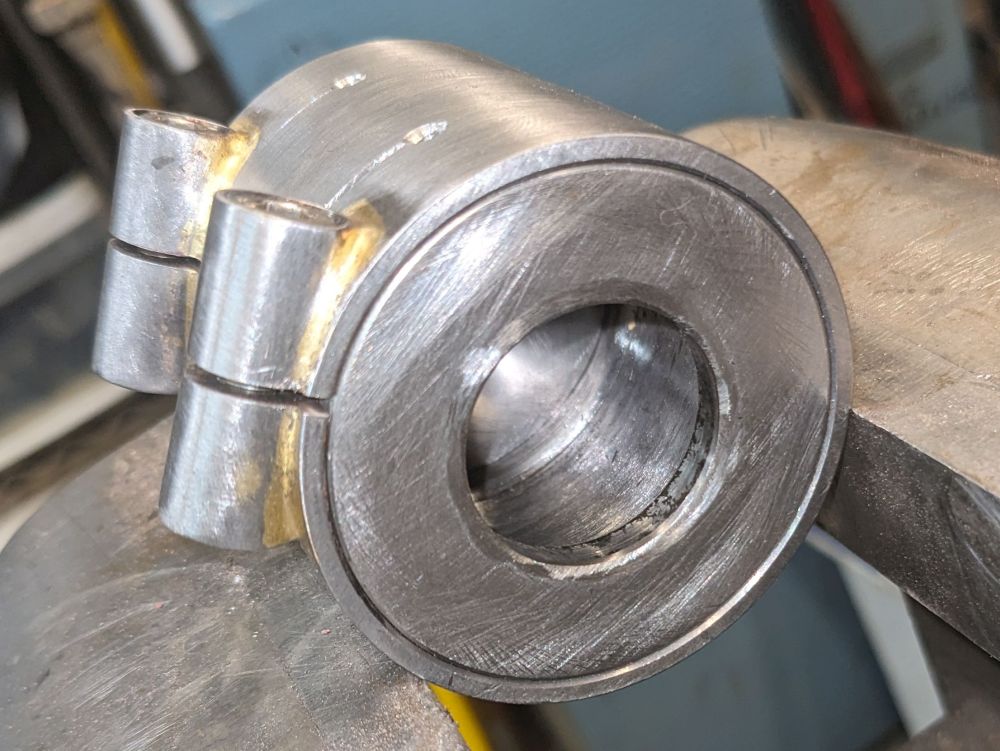
Christoph - May we see a picture or two of your headtube joints? I wonder how close your top and down tubes are to the ends of the head tube. I also wonder if the head tube was too thin.
Here is a picture of the headtube, distance from the tube ends to the fillets is roughly 20 to 25 mm. The tube was longer during brazing (I assume approximately 40mm) and I cut it to the right dimension afterwards.
One thing that helped me immensely was when I started brazing with 30% silver instead of bronze allowing me to use less heat.
On some of my early headtubes it was very clear that it had deformed due to the heat (not enough preheat, poor technique etc).
The deformation became evident as soon as I reamed the HT and you could see clearly that more material was taken out where the fillet was compared to the remainder of the circumference.
Luckily I was using a PMW 44mm HT, so there was plenty of material.
When reaming the HT after the very first time I used silver, there was a perfectly even cut around the inside the entire circumference of the HT.
Downsides to silver is that it’s about 10x as expensive and it requires better torch and heat control, but once you get the hang of it it’s lovely to use.
A big benefit, apart from sinking less heat into the tube, is that cleanup time (if you like to file & sand your fillets) is cut drastically. And you can use it for stainless as well as regular steel.
I wonder if this could have contributed. The extra tubing might suck heat away requiring you to put more in to get up to temp. Just a thought, I’ve never left the tube long. Maybe someone has experience or knowledge on that?
I face them to about 1mm longer than spec so I ream and face to dimension.