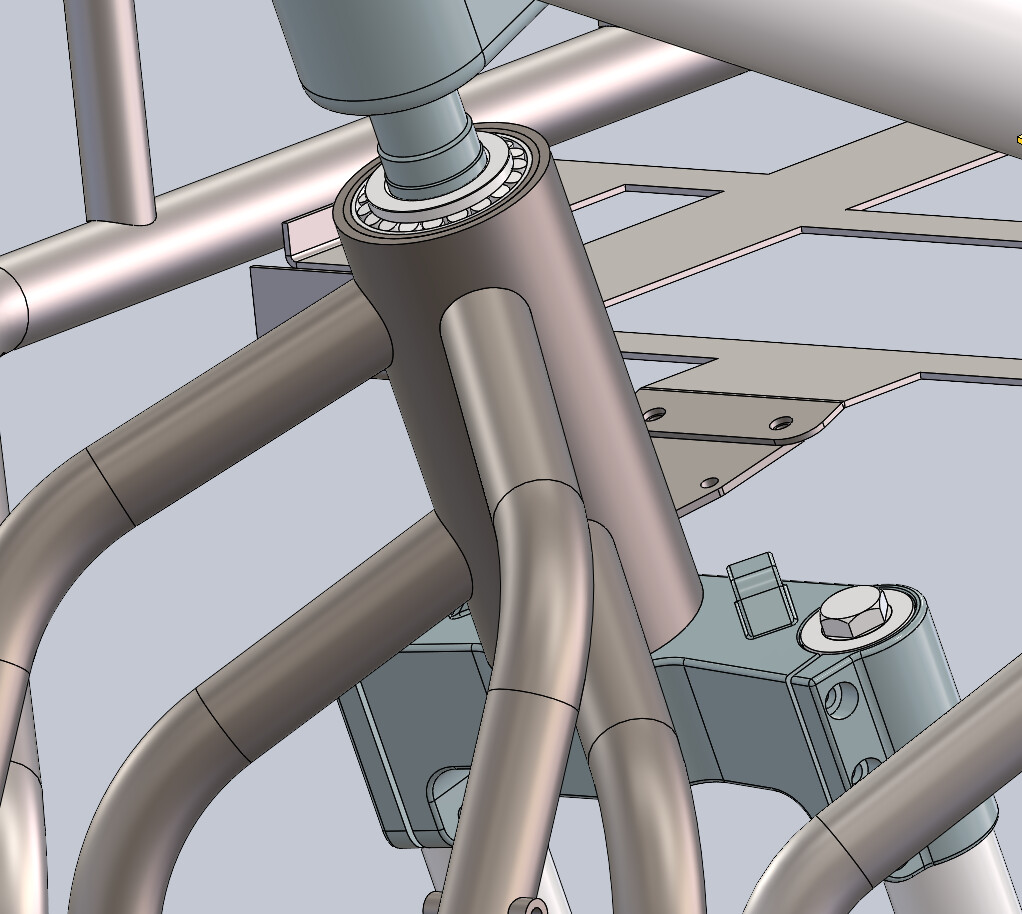
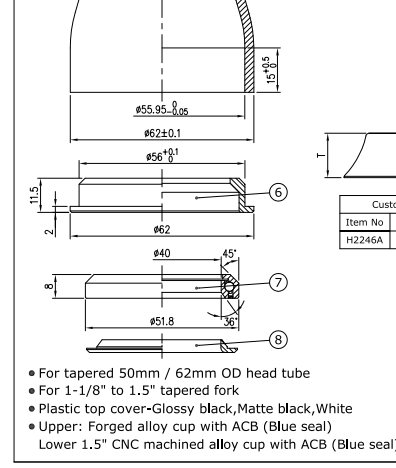
The custom moped I’m building needs a 52mm SKF bearing and I’m trying to figure out what my options are for reaming the bearing seats post welding? Ofcourse this is not a bicycle standard so bicycle tools are out. I’m re-using the front suspension from an existing scooter so am stuck with a 28mm steerer tube and the only tapered roller bearing I can get is this one:
So far i’ve tried:
Custom reamer. This is a dead end - no one seems to want to do this. If you know of shops please let me know!
Sleeve / adaptor cups and use a existing park tool reamer. This is what I’m working on now but its not so simple since I need a inside shoulder for the bearing / sleeves to rest on and then the HT becomes crazy thick.
Custom fixture and bore it on a Bridgeport somehow? This seems hard and painful and I want to avoid this at all costs
Is there something else I can try? All ideas welcome.
Then make a custom bearing cup from aluminium for this SKF tapered roller bearing, basically replacing part no. 6 in this picture to provide the shoulder for the bearing
Having done it with a boring head on a Bridgeport, I don’t see what the problem is. Certainly for fastest throughput in production you’d want a rigid setup, but if you’re only making one, you can afford to take light cuts, and the fixturing can be ad hoc, jury-rigged.
Try to have it near-net before welding since obviously it’s easier to do on a tube than on a frame. Leave as little extra metal as possible to let you clean up the weld distortion. A plug in the tube during welding can reduce the distortion, might not even need post-weld machining if the stars align.
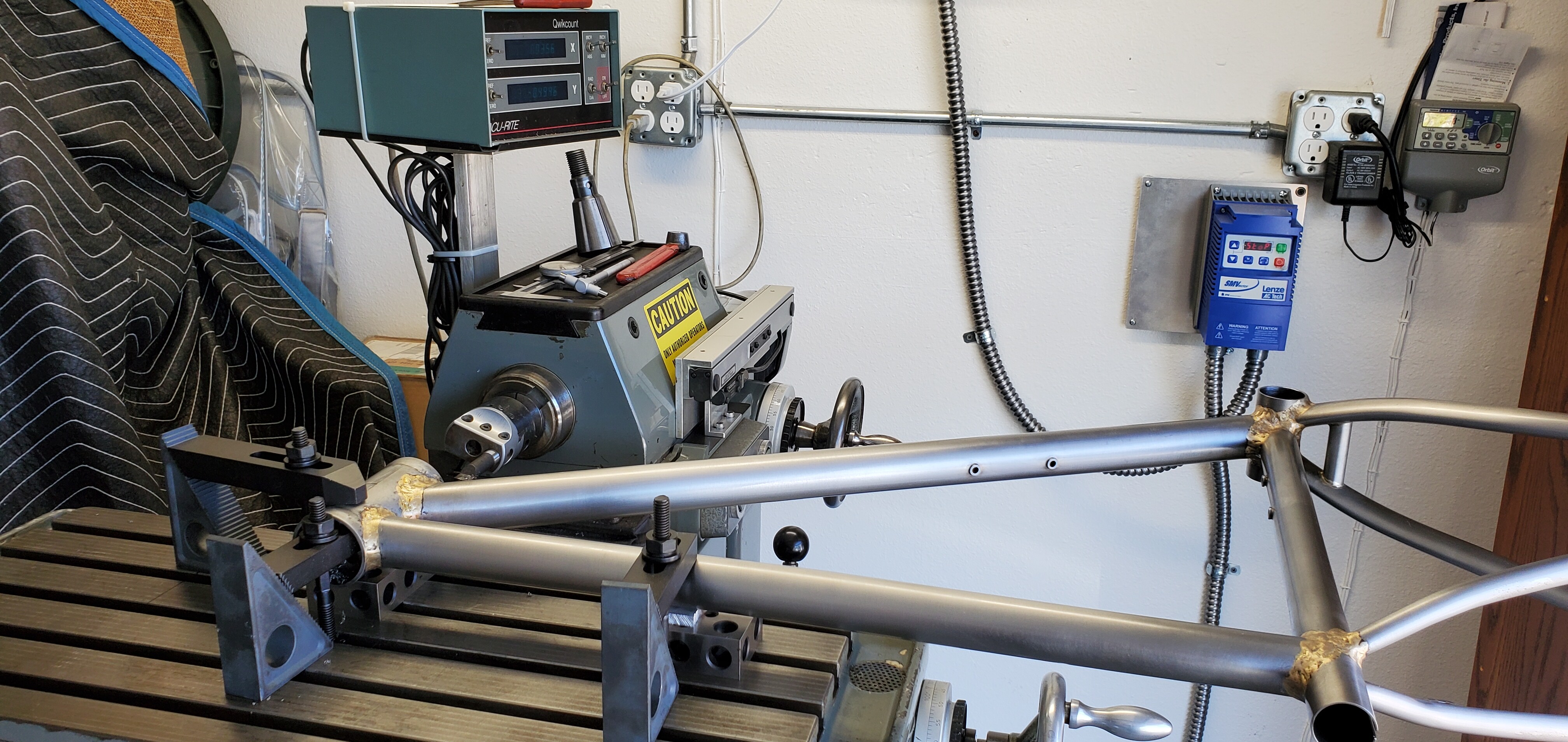
I’m with Bulgie, do it on a mill. Here is what I have used for a couple of frames. It looks a bit sketchy (and is…), but it has worked. A couple of notes. The clamp that inside the head tube is clamping on a piece of round stock to get a point load over the 1-2-3 block and not distort the tube. The clamp on the OD of the head tube is positioned away from the end that I am machining to prevent distortion as well. The mill is a Deckel FP-1 with the vertical spindle taken off. The boring head is a Criterion that is adjustable. Another caveat… I wasn’t removing much material.