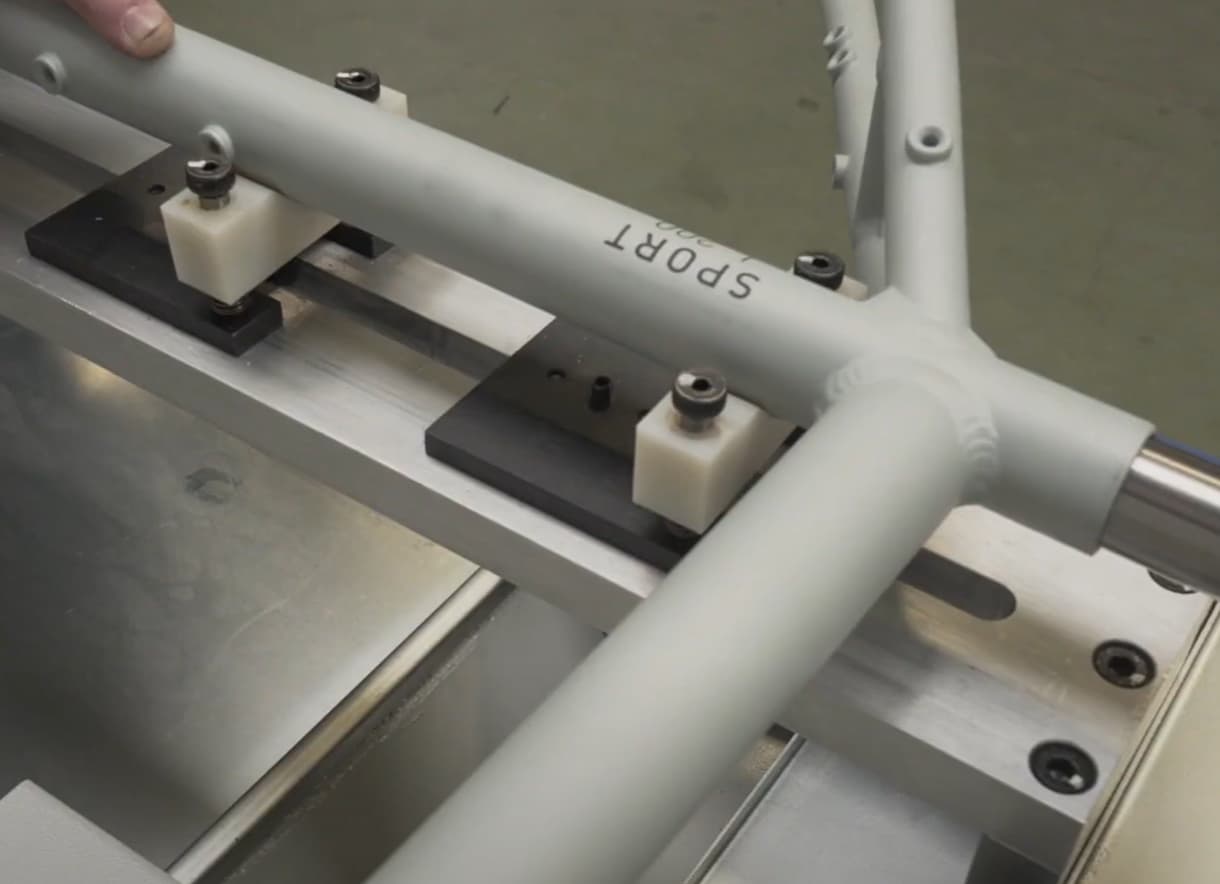
Custom built square tubing setup/jigging holding a large magnetic drill (I found a good size mag drill that can turn down to 60 RPM for the 316L stainless/ 4130 chromoly mixture welds I’m dealing with).
V-blocks to hold an unreamed/unfinished seat tube aligned with mag drill output, part of the jigging.
*Use of a 1-1/4" HSS aligning reamer or similar to get a finished 31.75mm hole in the tubing (I mean - perhaps .15mm (60 thou) is perfect clearance for a dropper post to slide in nicely).
The bottom line is I’m weary of reaming seat tubes by hand!
Using a mag drill is appealing from cost/size perspective.
I clamp the reamer in a vise and use the frame as my handle . It takes more time to lube the reamer than to do the reaming.
I purchased the spiral reamers for 27.2 and 31.6 from Joe Bringheli. They weren’t cheap, but then there’s zero setup/fixturing costs and excellent quality reams every time.
Not sure if welded frames typically need more extensive material removal though. Then it might help to have a more robust alignment system.
I’ve only done a few frames all welded steel, but I’ve had success with using a piece of round stock with a saw cut one end of it, and winding emory cloth on to it, then running that down the seat tube with the drill to sand the inside. It’s likely not as efficient as a reamer, I don’t find that very much material needs to be removed, but it’s a little bit dependent on the thickness of the seat tube.
Thank you. This is a great looking solution - I imagine that if I use a mag drill there will be some movement built into the system, and if not - rubber mounted phase blocks would be a great solution as well.
They (welded frames) definitely do require more reaming. The welding creates a weld “icicle” on the inside of the tube that needs to be machined off, welding is melting the substrate - while brazing is definitely not.
I use the Paragon seat tube inserts for all of my frames. Why? It is warranty security in a very high stress part of the frame. A large percentage of the steel bike failures I have seen present as cracking due to seat post leverage. The Paragon insert probably eliminates this. I mention this because Paragon supplies the inserts in a state where they require post-weld machining, the come slightly oversize on the ID.
I’m doing batches of 10 to 20 frames these days, what you suggest does work - but it is somewhat time intensive and still requires a reamer to ensure the seat post slides in real nice.
Not a diss at all here friend - but how many frame seat tubes, with welds constructed of an amalgam of stainless 316L/4130 chromoly, have you hand machined?
Post-weld, the hardness of these welds probably hits somewhere in the neighbourhood of 500 Brinell, or higher. So, my amazing super lovely Silva Art and Chadwich Trefethen reamers get dull really fast - like after 10/12 frames they are pretty much done being useful. And when they get dull, it is arm breaking work to ream the seat tubes.
I’m looking for ideas. The best I have come up with is a mag drill and an off-the-shelf reamer.
Always nice to have dedicated machines but that thing’s not cheap for one op! I remember seeing Strong doing it on a smaller belt driven lathe so it won’t bind and yank the frame (belt will slip). Here’s a more robust setup but same idea.
I know Ti builders that do it on a vertical mill with the 90deg head attached and a boring bar (single-pointing it).
That’s pretty much why I’ve never tried it that way.
I’ve done head tubes in the lathe but that’s easily centered with a dead center in the tailstock, but the seat tube would take some work
I think there may have been a little confusion in terms. When @KRUCH said “weary” it seems you read “wary.” So he wasn’t scared of hand reaming, just tired of it.