I wanted to make a place for people to post unpainted or build process photos of tab style dropouts. I see a lot of questions and I have a lot of curiosity of how everyone else does them. Powder coat does such a great job of hiding the joints…
I personally subscribe to not notching the tube, rather only relieving one side. I have TIG welded the flats and filled the stay with brass but this is for a classic look.
I would be curious what people are doing that strictly TIG weld. Especially with how Paragon Polydrop butts to a larger diameter section of chainstay.
I’m a notcher and brazer. I like the aesthetics of the symmetry. Also, being able to fill the inside with filler on both sides to me means a stronger joint. Obviously not the only way to do it and up for debate.
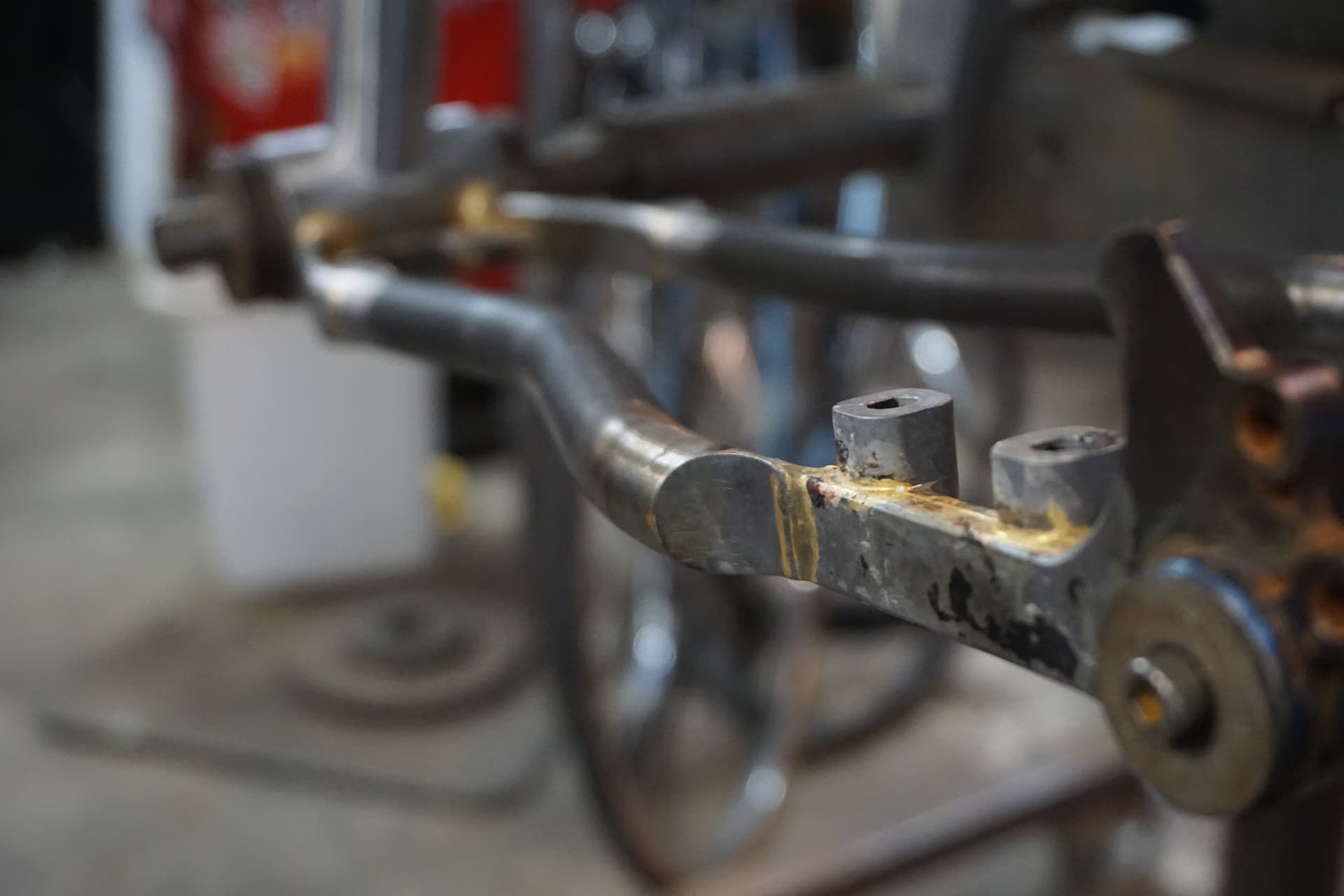
I’ve also grown fond of this method that @Amigo_Frameworks turned me on to. For when your chain stay is larger than the tab. The back side of the tab gets rounded over to almost match the ID of the chain stay.
Slot the chainstay/blade. (Hacksaw and eyeballs work, as do slitting saws.) Tab the dropout with a file or hacksaw. 10mm slot + 10mm tab = 20mm overlap, minimum. (I find scalloping the chainstay ends before brazing works best for finishing.) Tack the exposed ears of the stay first so they don’t burn. Then fill it up. ~1/2 stick (~12-16") in each joint. There should be a solid plug of bronze enveloping the dropout, inside the chainstay/blade.
Stainless is exactly the same, just use Fillet Pro or similar instead of Bronze.
Finishing is done with a file and/or Dynafile/Dremel. Easy peasy.
I more or less do the same as Chris. Fixture up the dropout over the chainstay, draw the angle onto the chainstay, hacksaw away the slot, scallop the chainstay ends to shape and braze away. On my own dropouts, which have a wide tab I cut slots into the dropout itself to fit over the stay ends, then slot the stays a small amount. This allows me to leave an exposed tab above the stays that I can shape.