Mitering to a tapered headtube can be intimidating. This is the way @Neuhaus_Metalworks and I tackle the problem. It even the very challenging concave Bike Fab Supply headtube.
The Tapered Mitering Method:
- Determine the effective angle Theta* (pronounced theta star) that the downtube intersects the headtube
- Use the closest holesaw to the midpoint of where your DT intersects your taper. If in between sizes, use the smaller size.
How does this magic work?
The top and bottom edge of the miter notch does not care about the diameter of your hole saw. The ears of the notch care the most. The diameter of the ears are at the midpoint of where your DT intersects your taper.
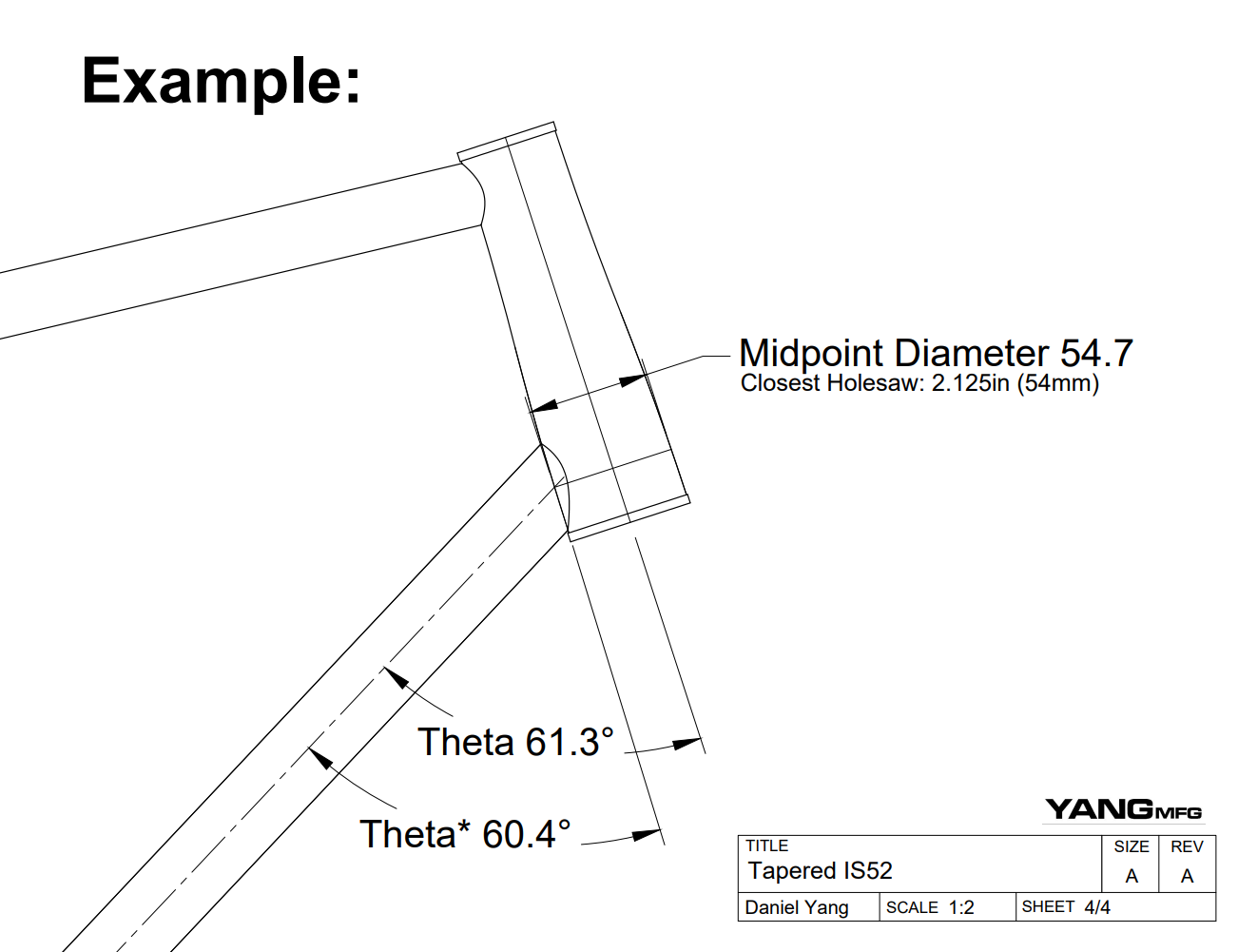
A Practical Example:
This is an example uses a paragon IS41/52 headtube on a gravel bike with a 35mm downtube diameter.
The midpoint diameter is 54.7mm, making the closest holesaw 2.125in (54mm). Theta* is 60.4° (I will show you how to determine this later)
What is the difference between a theoretically perfect miter and this sketchy holesaw trick?:

The error of this method is less than .1mm. More importantly, this miter is symmetric, which is hard to achieve with hand filing and a template.
Three Ways to Determine Theta*:
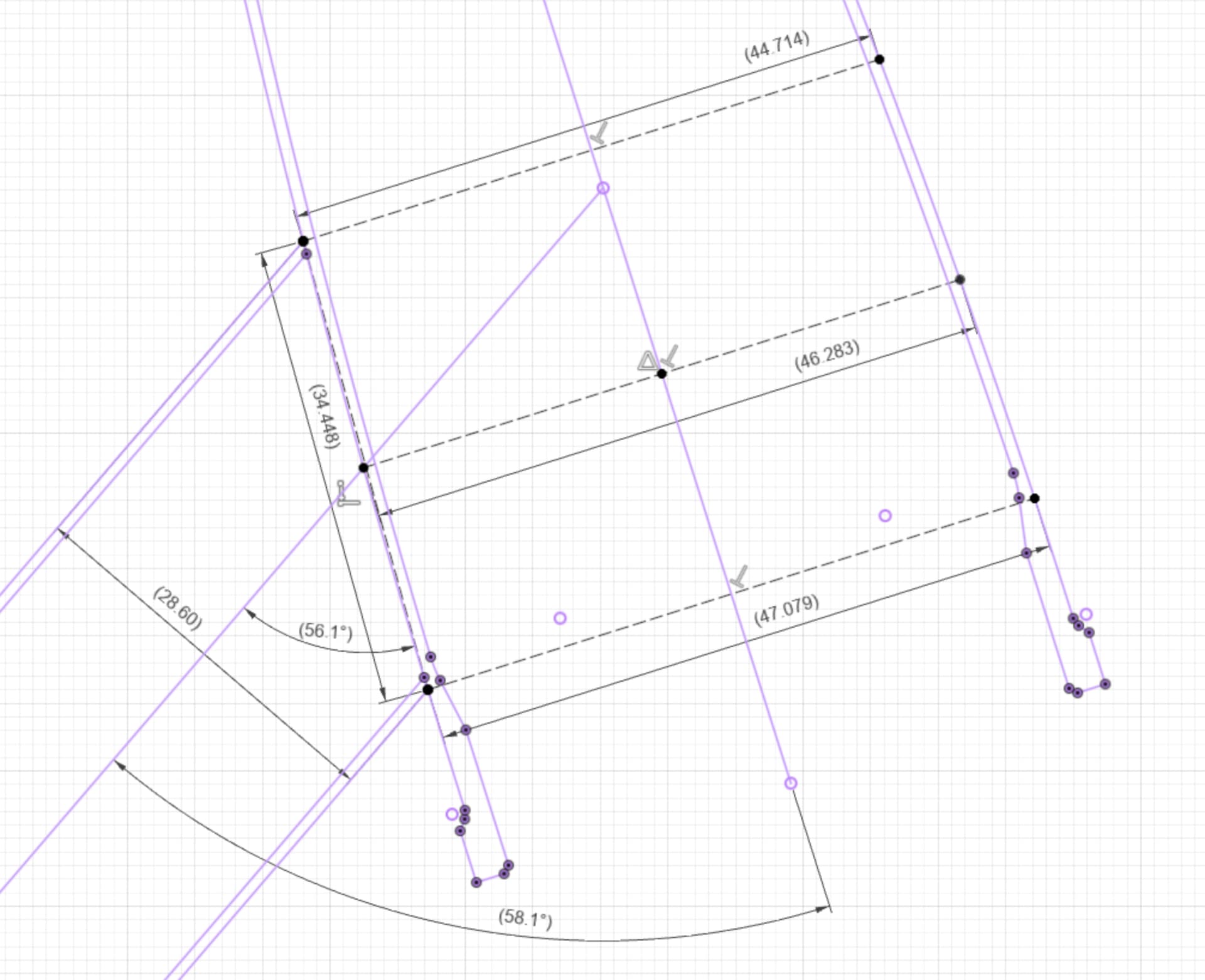
CAD Method:
Update 3/2/23: BikeCAD v19.5 can now call out the effective angle! : Tapered head tubes (mitering to) | BikeCAD
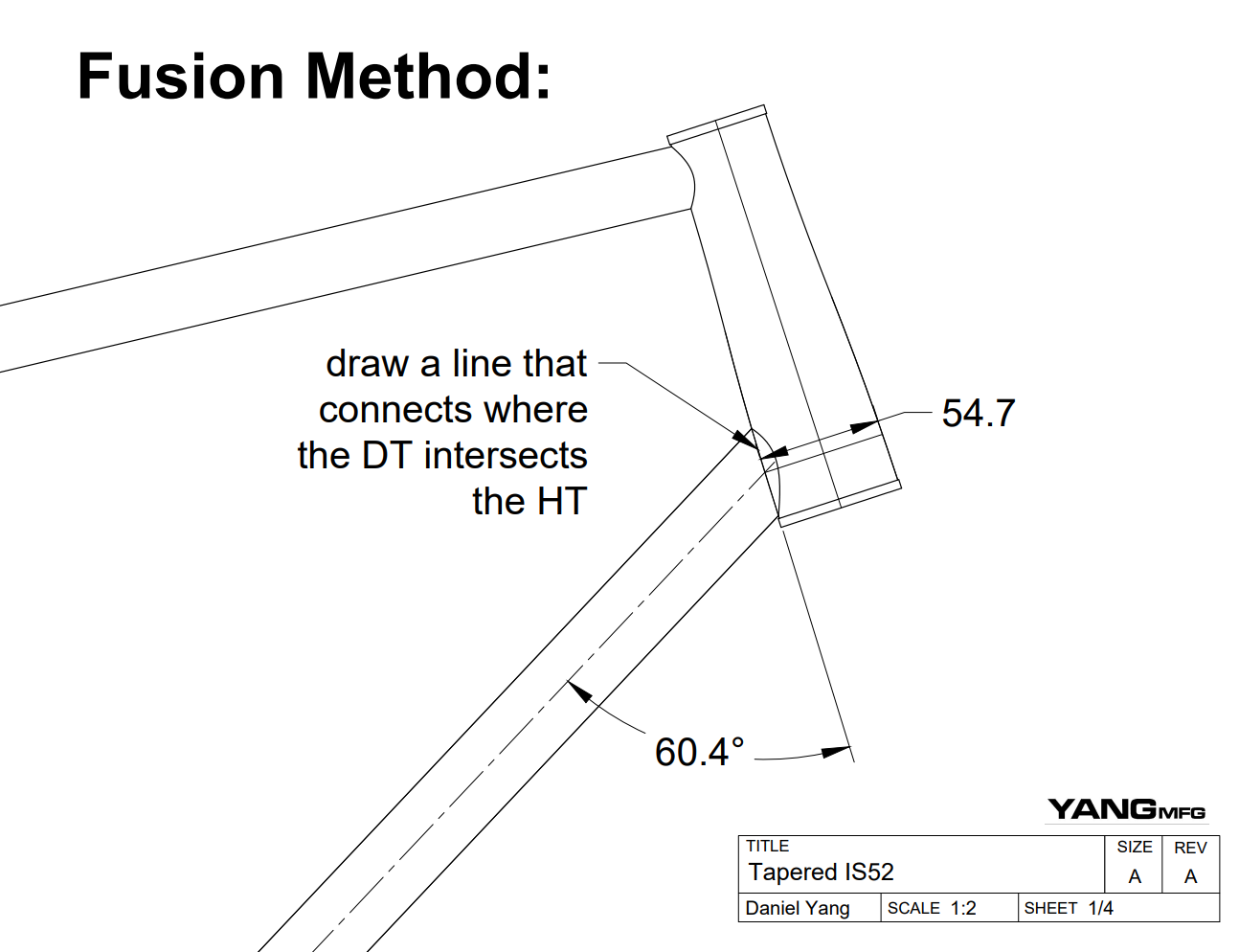
This is the easiest. Just draw a reference sketch that connects the two points where the downtube intersects the HT. Easy huh? Maybe another reason to start that Fusion360 2D Drawing Tutorial that everyone is avoiding ![]()
Small Angle Approximation Method:
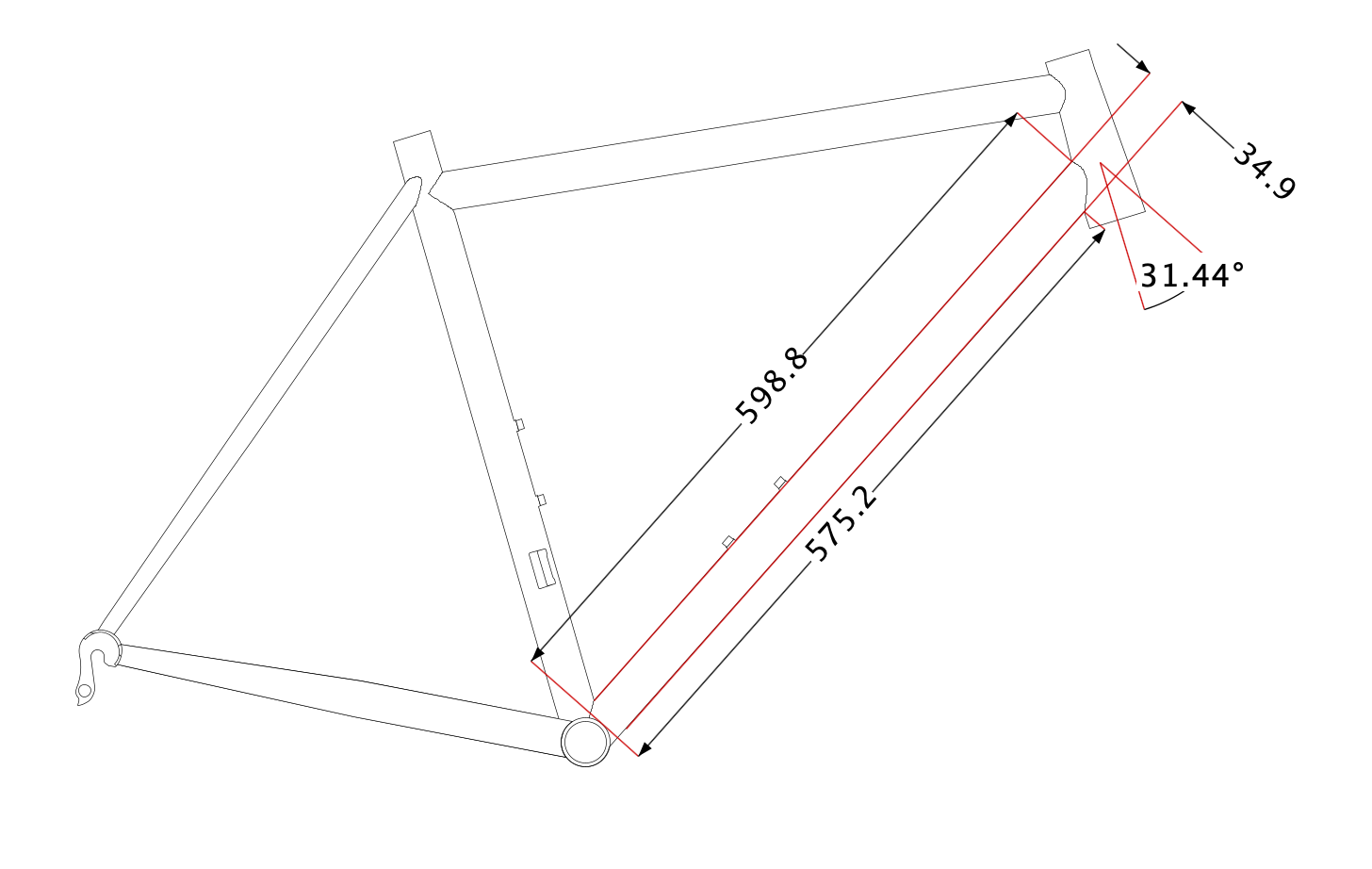
This is the trick Nick @Neuhaus_Metalworks showed me. You physically measure the diameter of the headtube where the downtube intersects the headtube (W1 and W2). Using Theta from BikeCAD or your hand drawings: theta* = theta - (W2-W1)/2
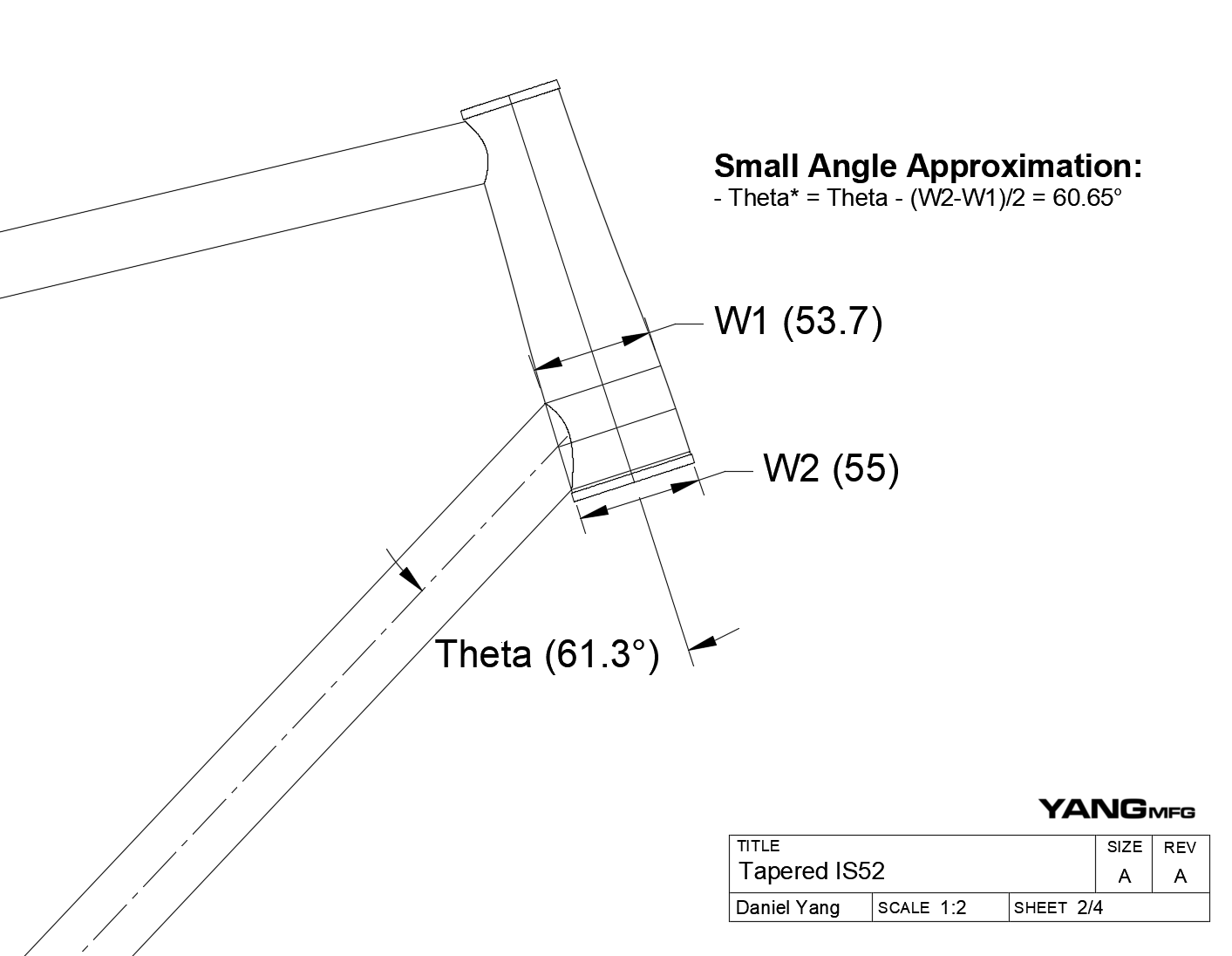
This method works because for small angles, sin(theta) ~= theta in radians There is some more trig invovled, but I don’t want to do it.
In this example, Theta* ~= 60.65°
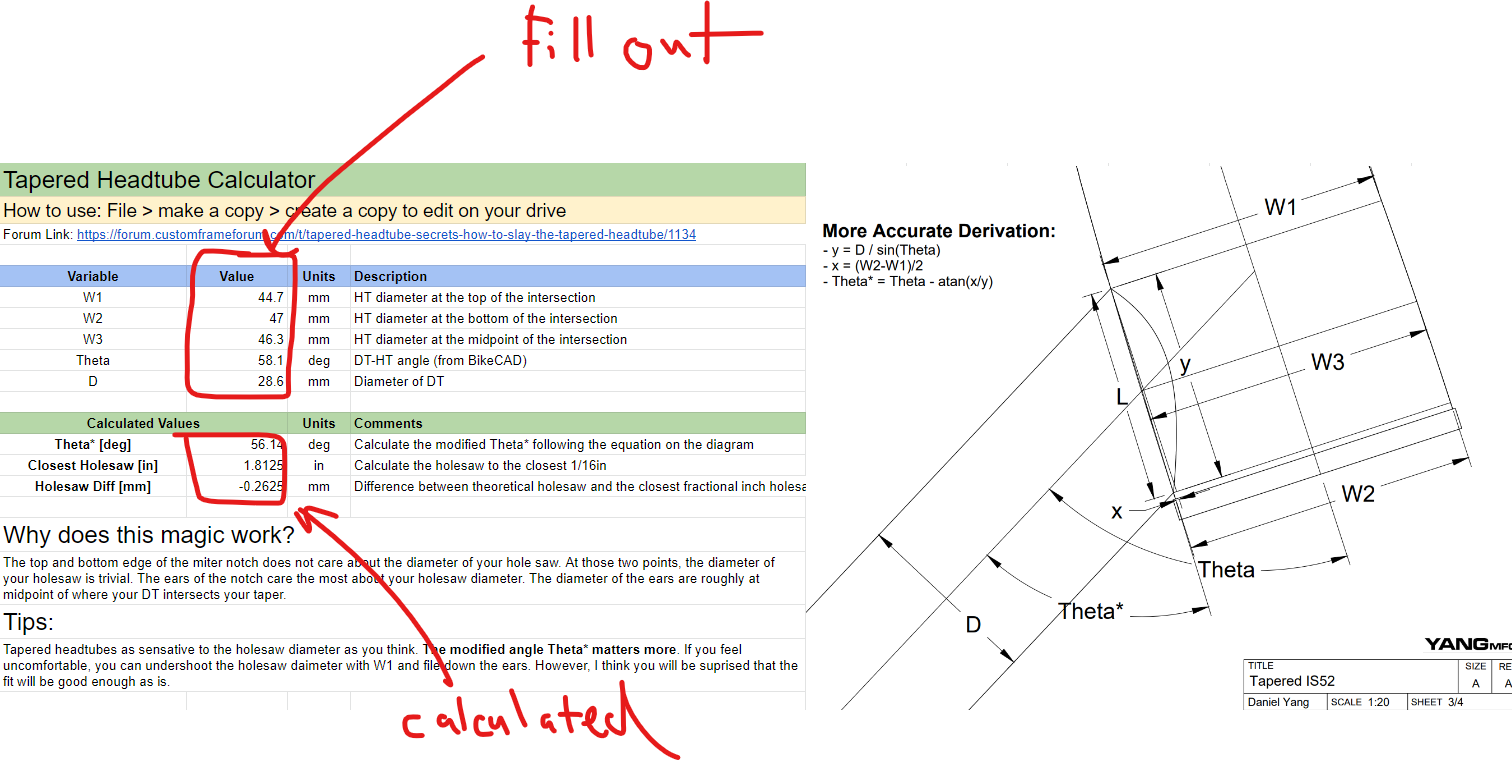
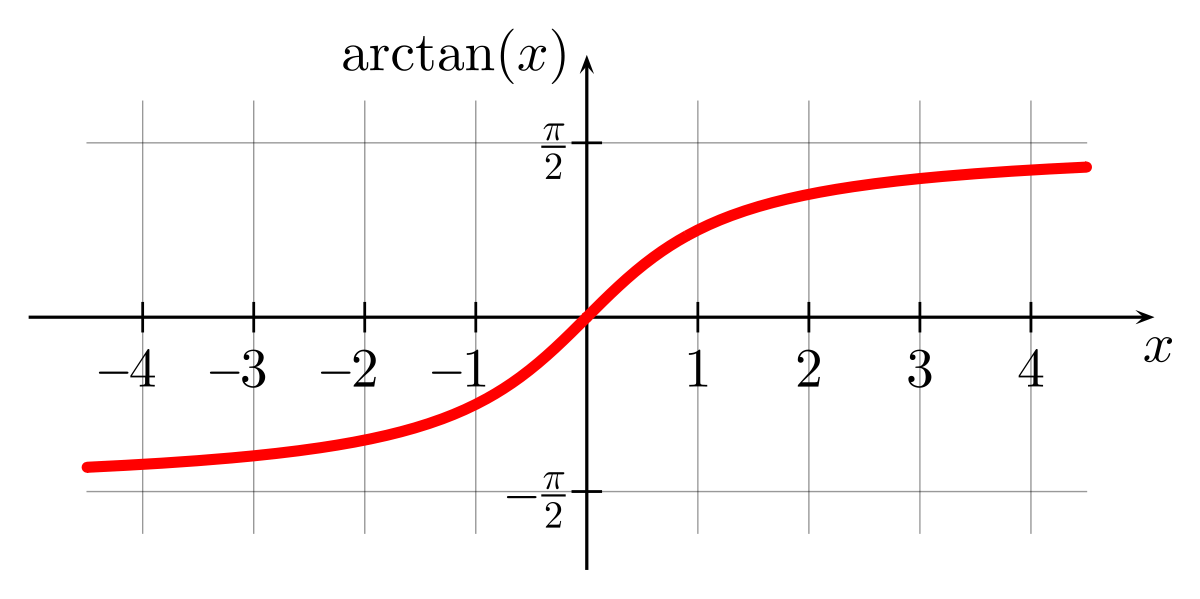
A More Accurate Derivation:
If you came this far, you probably already decided to use a 44mm headtube or learn Fusion360 2D drawings.
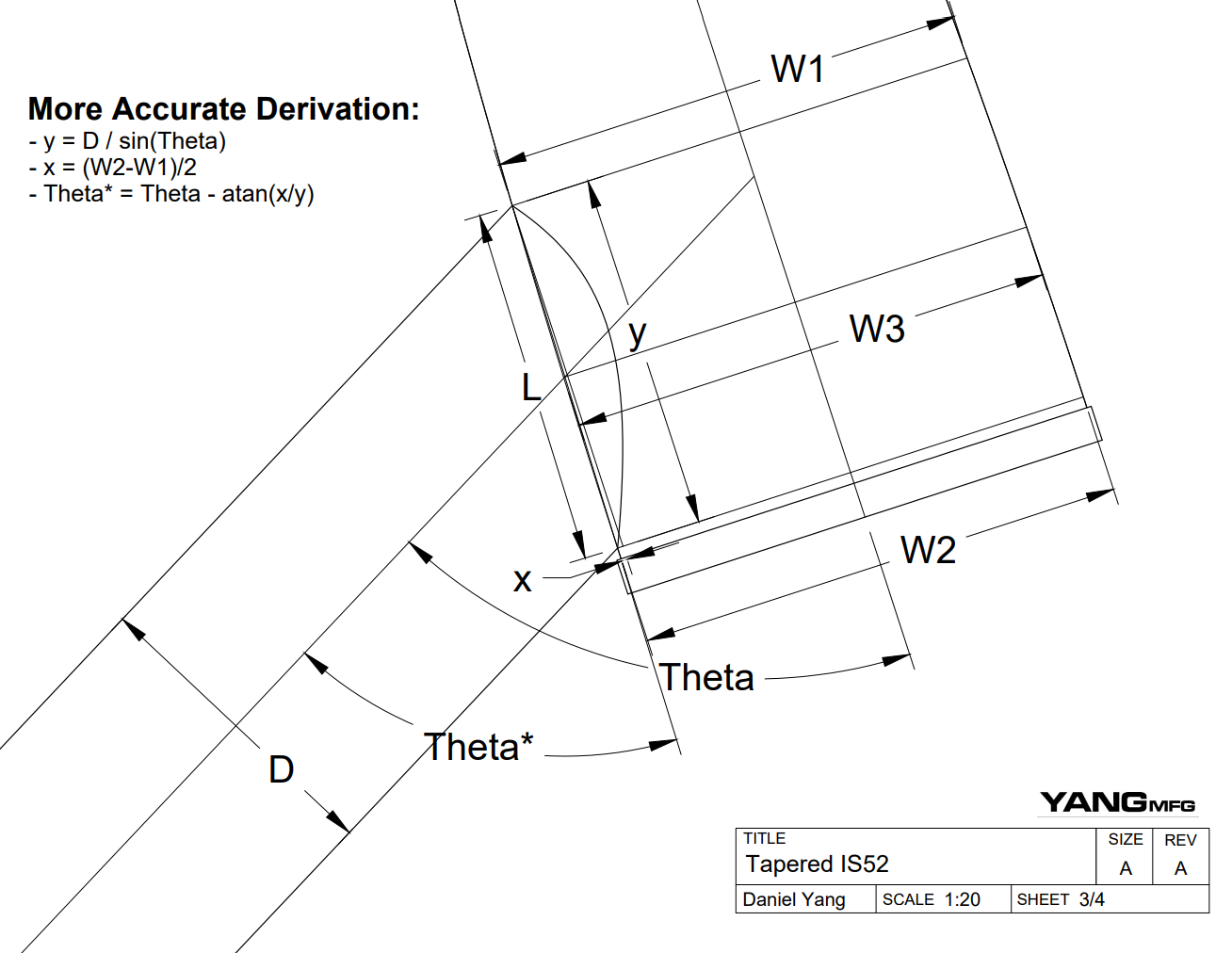
Using W1, W2, Theta, and D (your DT diameter), you can approximate Theta*:
Theta* = Theta - atan( ((W2-W1) * sin(Theta)) / (2*D) )
If you do the math, you end up with Theta* = 60.37°
Conclusions:
| Method: | Theta* | Requires: |
|---|---|---|
| Fusion Method | 60.4° | Fusion360 knowledge and HT CAD |
| Small Angle Aprox | 60.65° | Measure W1 and W2 |
| More Accurate Equation | 60.37° | Measure W1, W2 and your DT diameter |
If you found this useful and tried it on your frame, please post your results! That will resurface this thread and let more people see it.
Happy mitering!