I’m being forced to move and figured I’d build one more frame before my workspace changes. I am very fortunate to have found a new place to live and the guy I work for is allowing me space at his shop to set up a workspace. This is frame number 8 for me, this is built for my housemate.
The top and down tube were gifted to me, and I had the rest of the parts except for a seat tube. This was the smoothest build I’ve done; I attribute that to having gone through the process enough times to have my order of operations more in order (*plenty of room for improvement). Building a frame is a series of steps and processes, so many in fact that trying to focus on perfecting every step on a single frame is too time intensive.
Advice to myself and new builders is to focus on steps that need the most improvement and/or the steps that are easiest to improve. Perhaps one from each category on each frame, that’s been my philosophy. The area that I have not let overly concern me in my process has been alignment. After reading various forums over the years, I never came across information that stated it’s hard to make a bike that won’t ride.
I can make a frame that’s reasonably straight when measured with my eyecrometer. I can align my droupouts so they are centered to the seat tube/head tube using a simple tool like the one used by Paul Brodie. All my bikes have functioned as intended and have visually looked straight. As I develop my skills and acquire more tooling, I will sneak up on an alignment system.
anyhow here are some pictures, definitely some gaps in capturing the process…
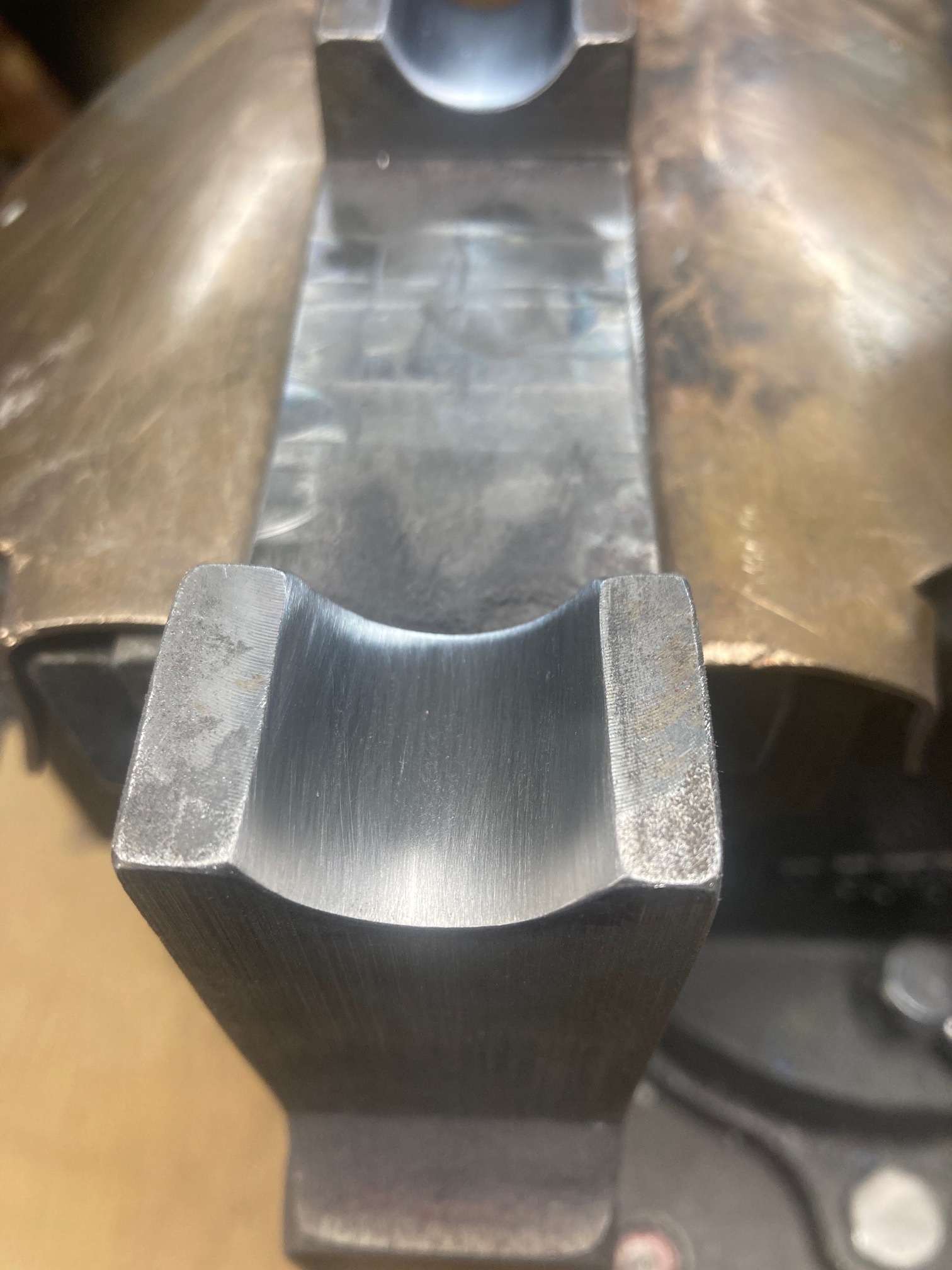
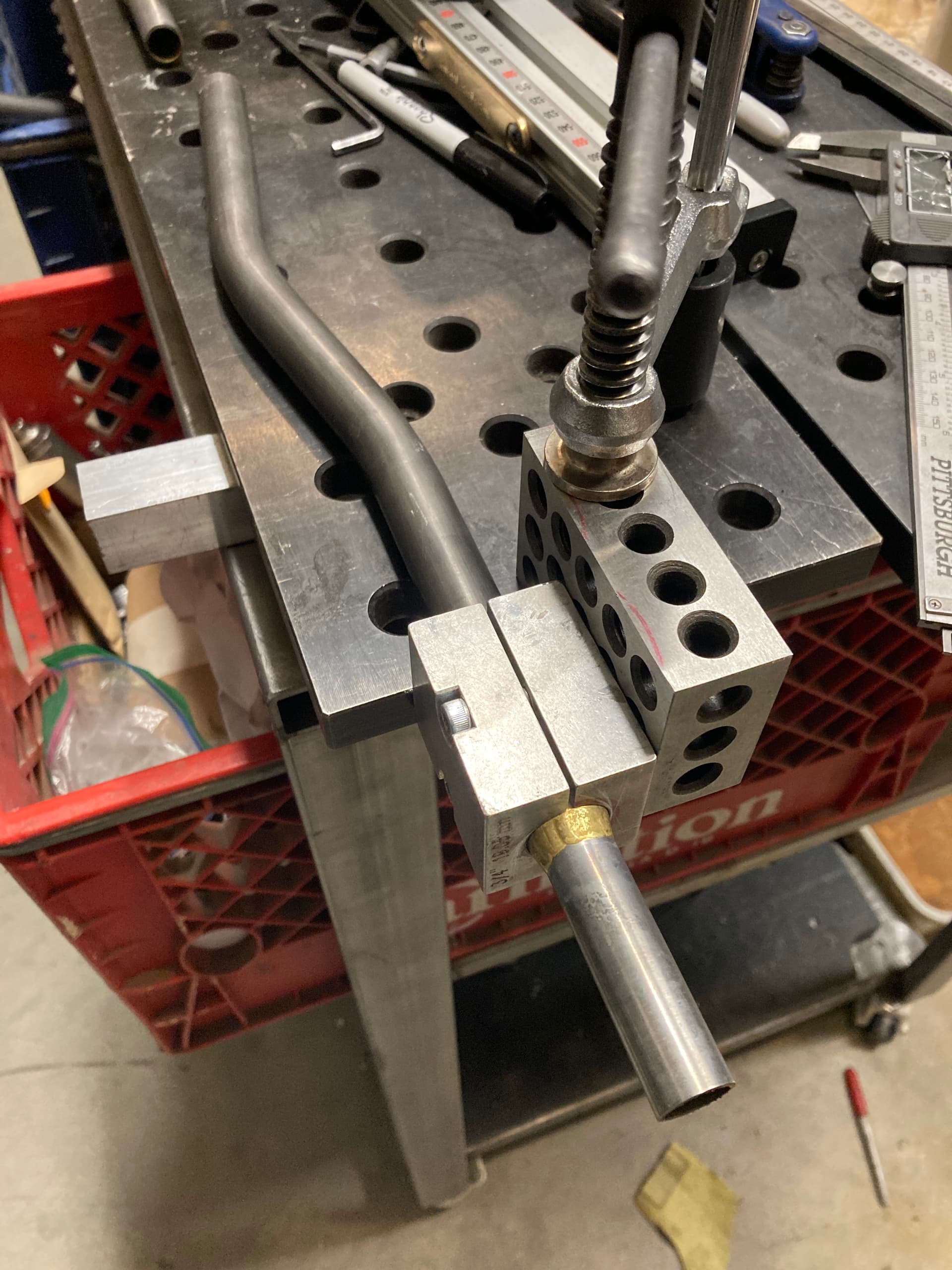
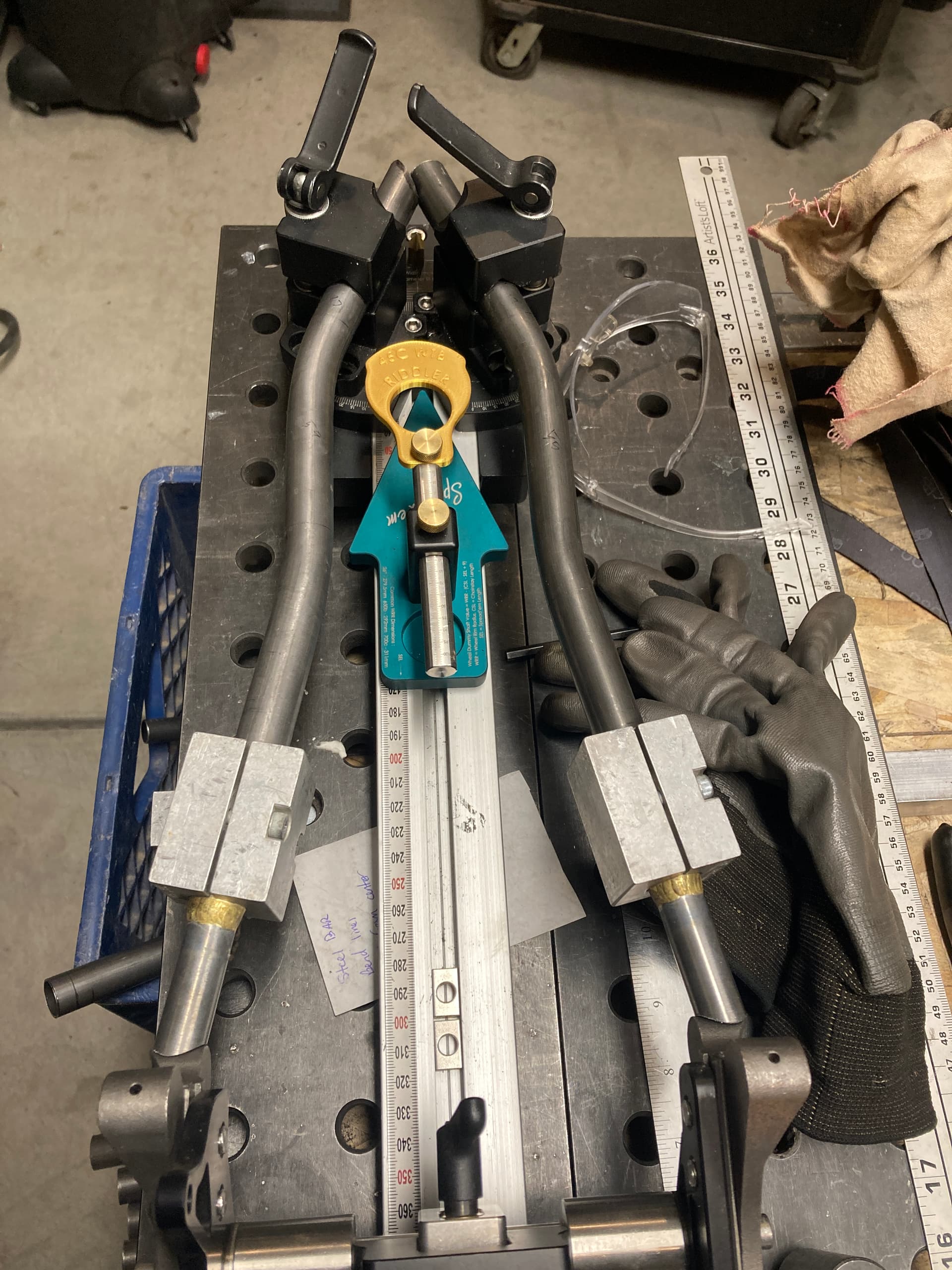
CS after I’ve bent and brazed in the taper to my stays






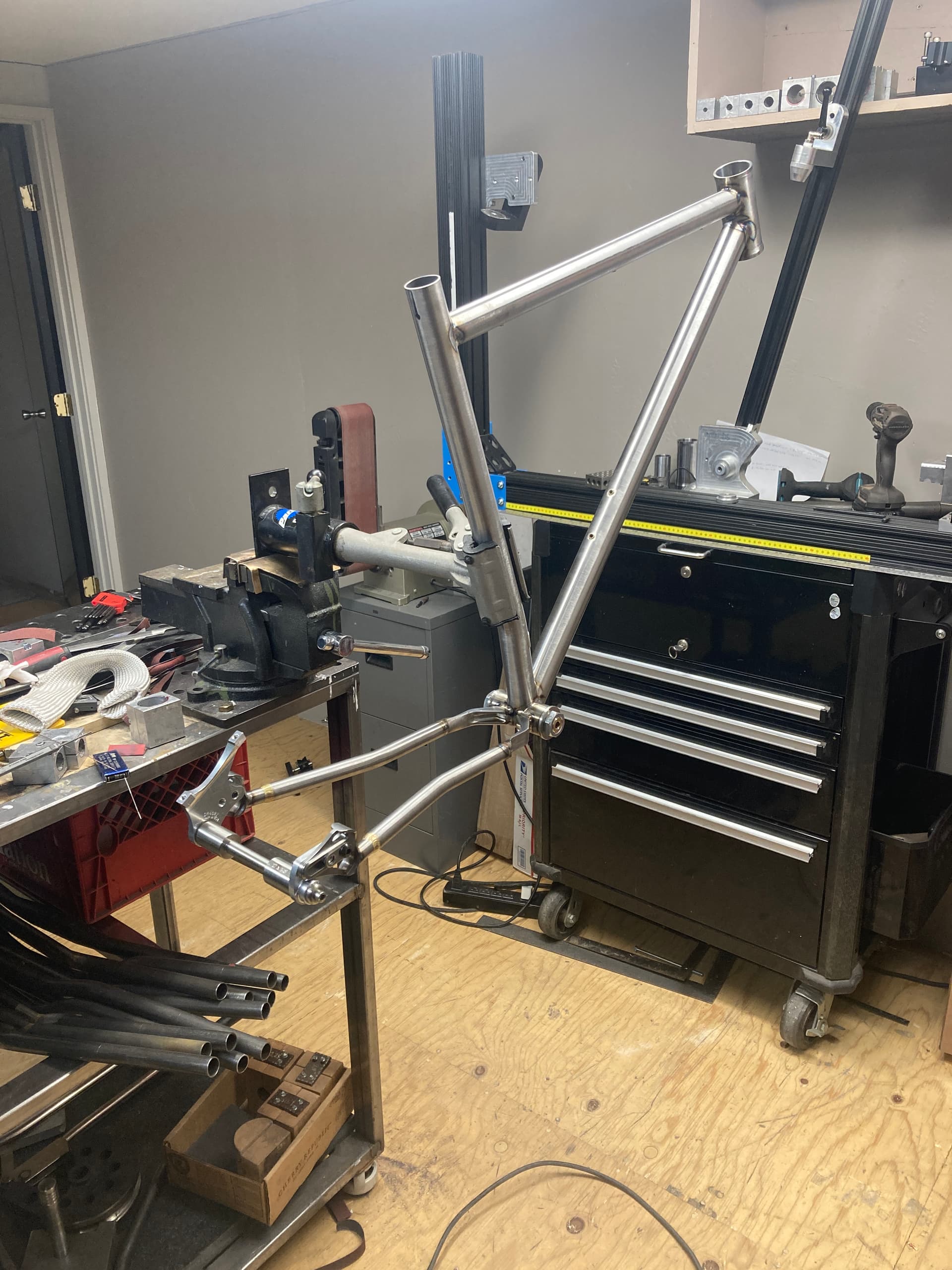
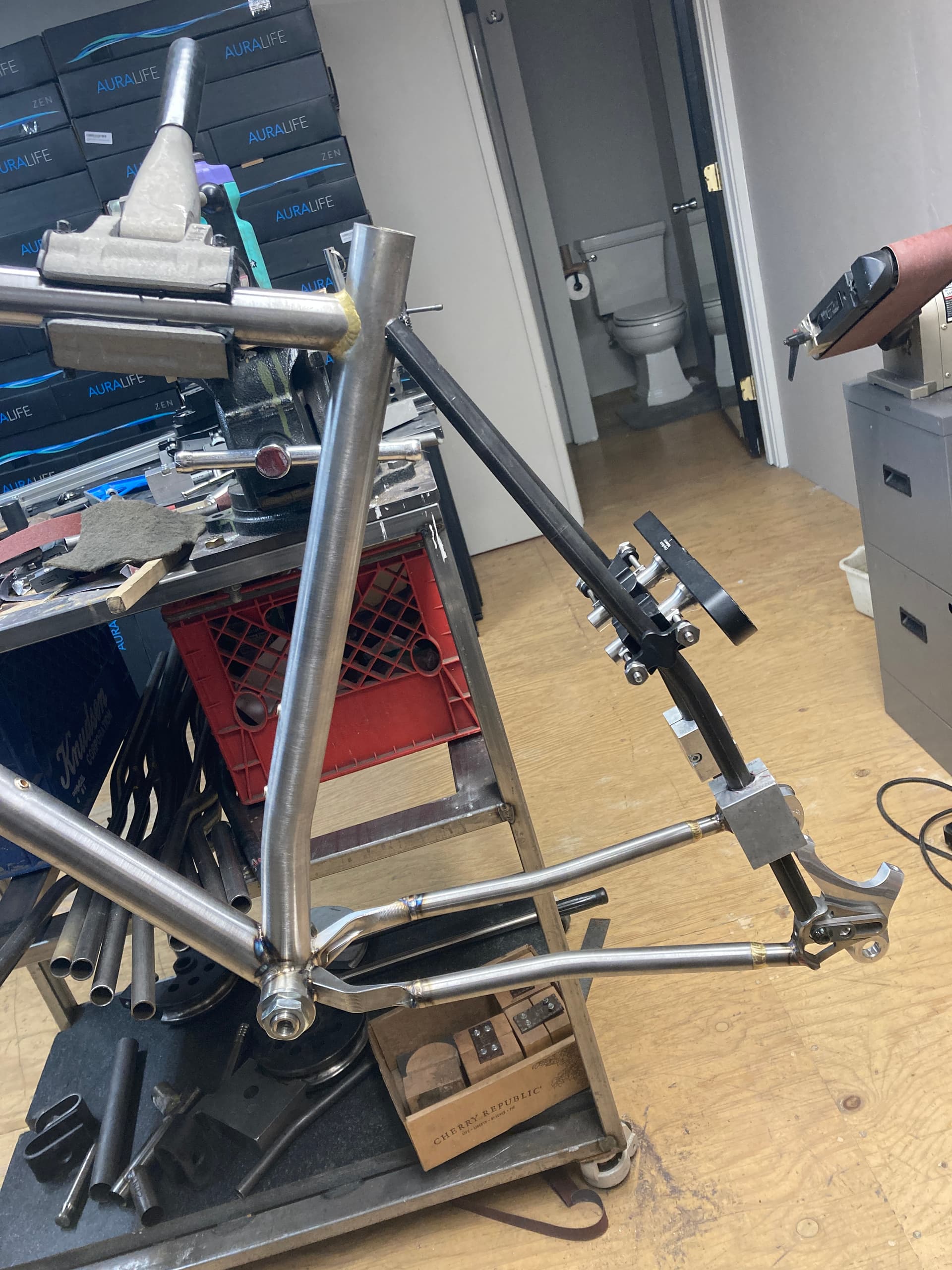
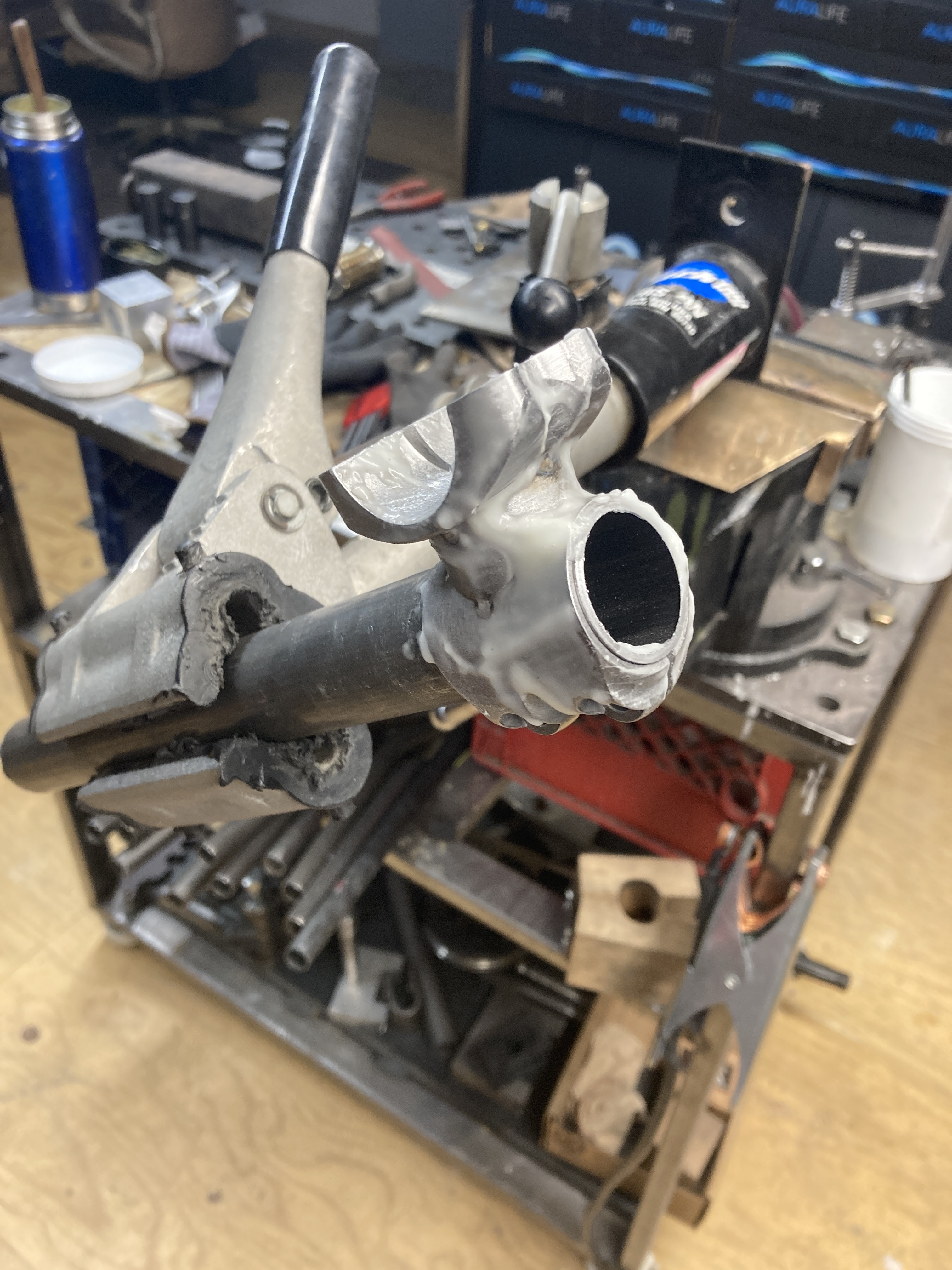
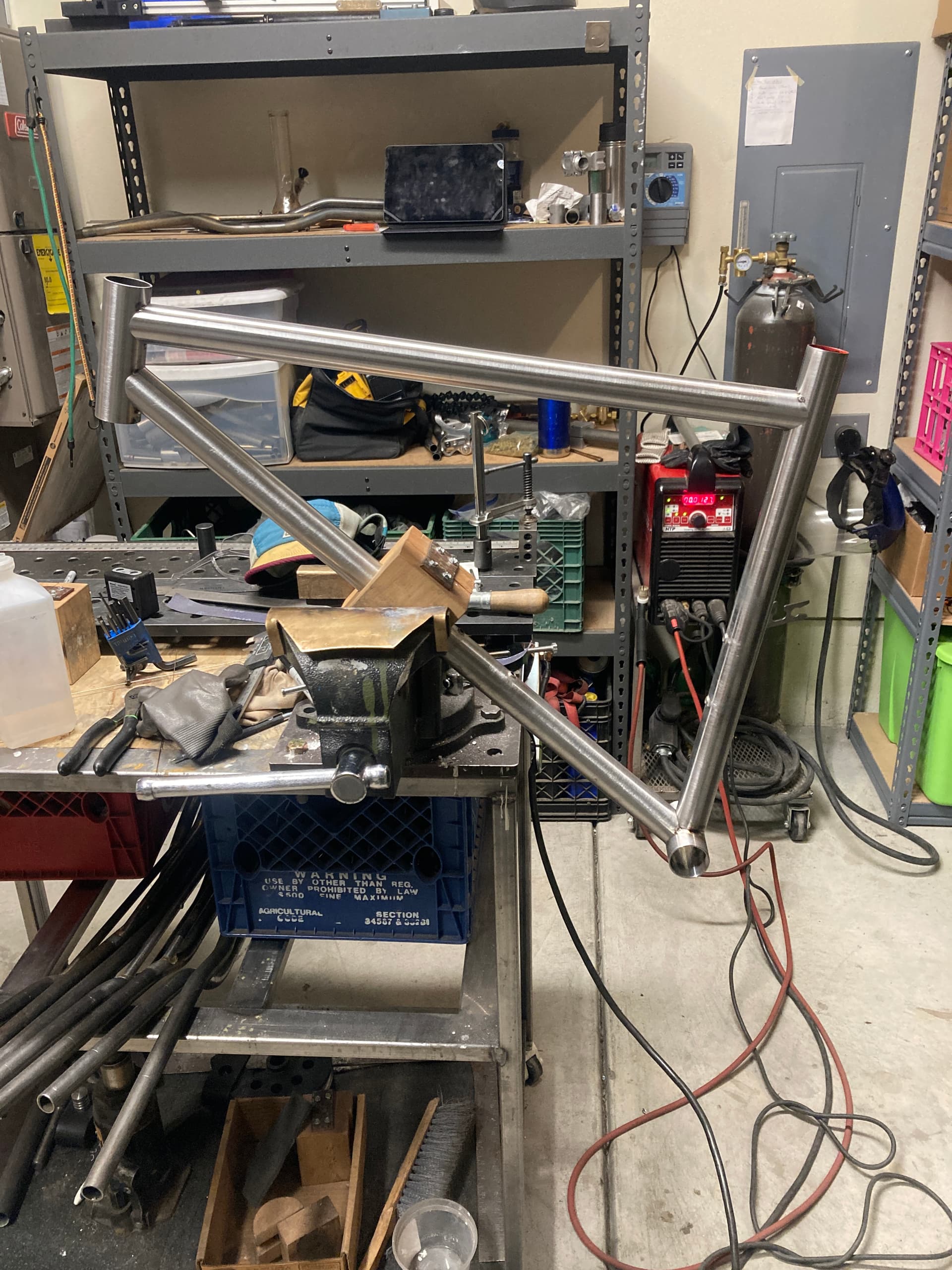
Front triangle tacked
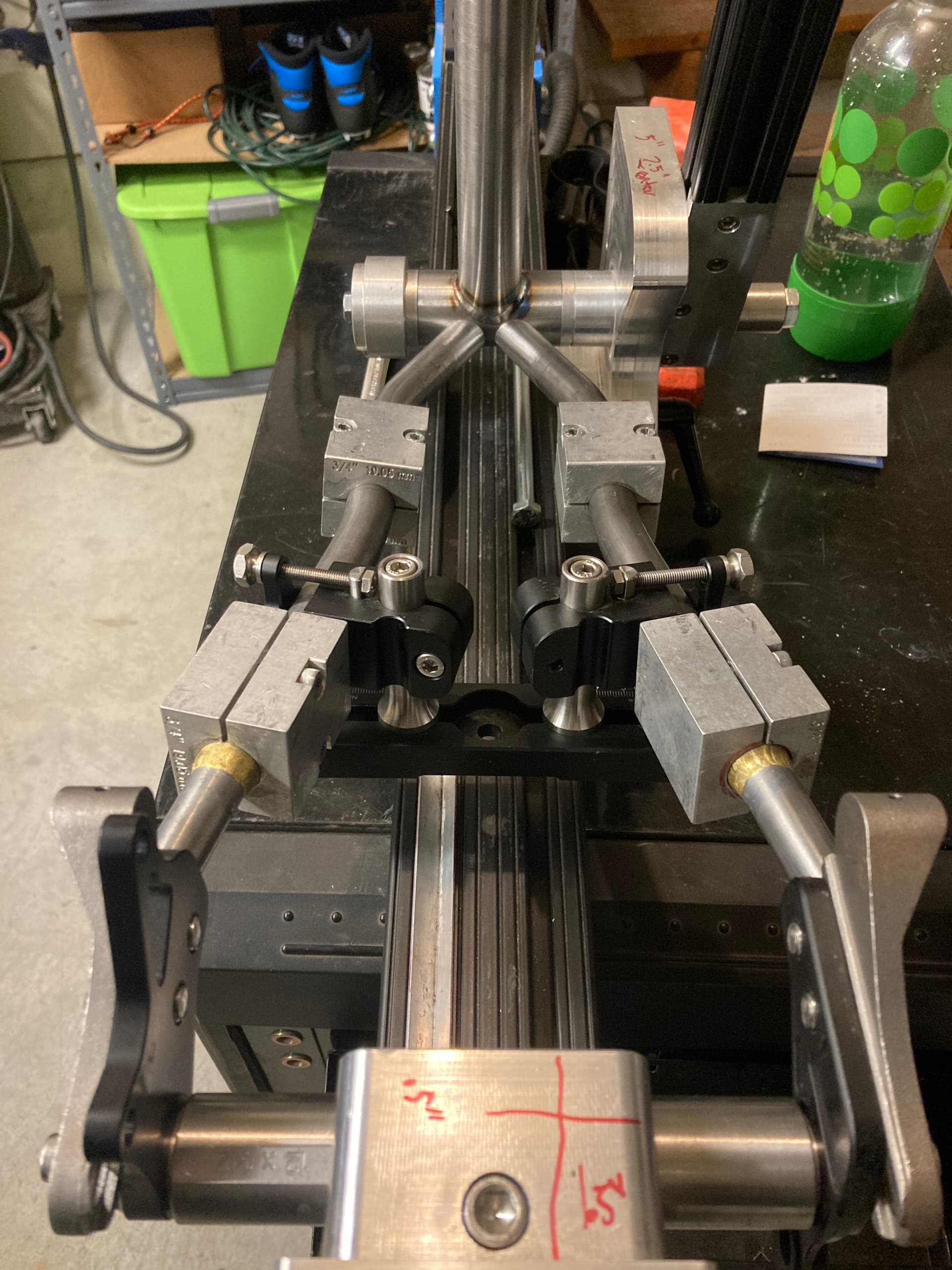
Adding CS
welded and brazed, ready for SS



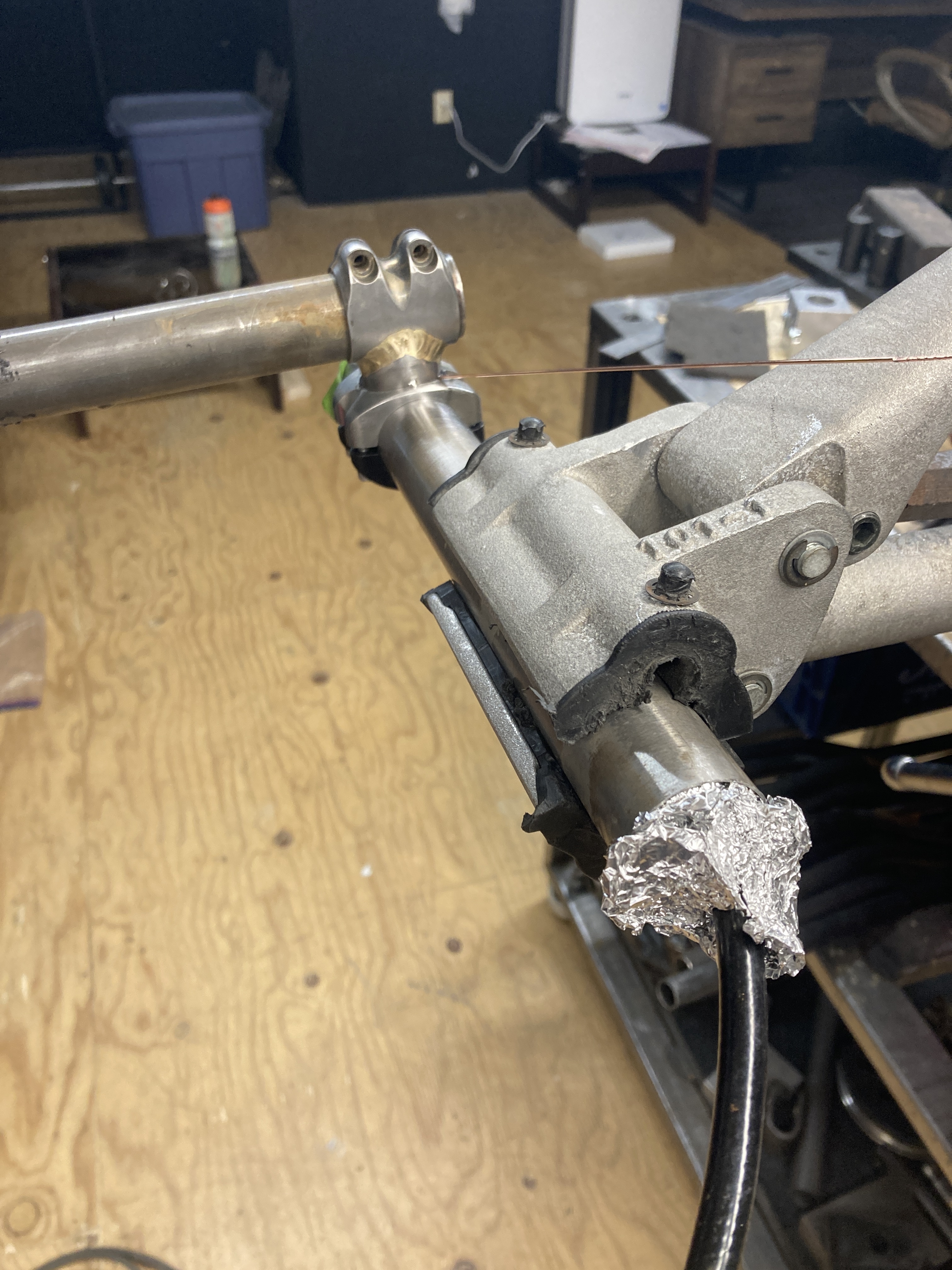
Ive used my far miter fixture for SS but this time I decided to hand file the ST miter




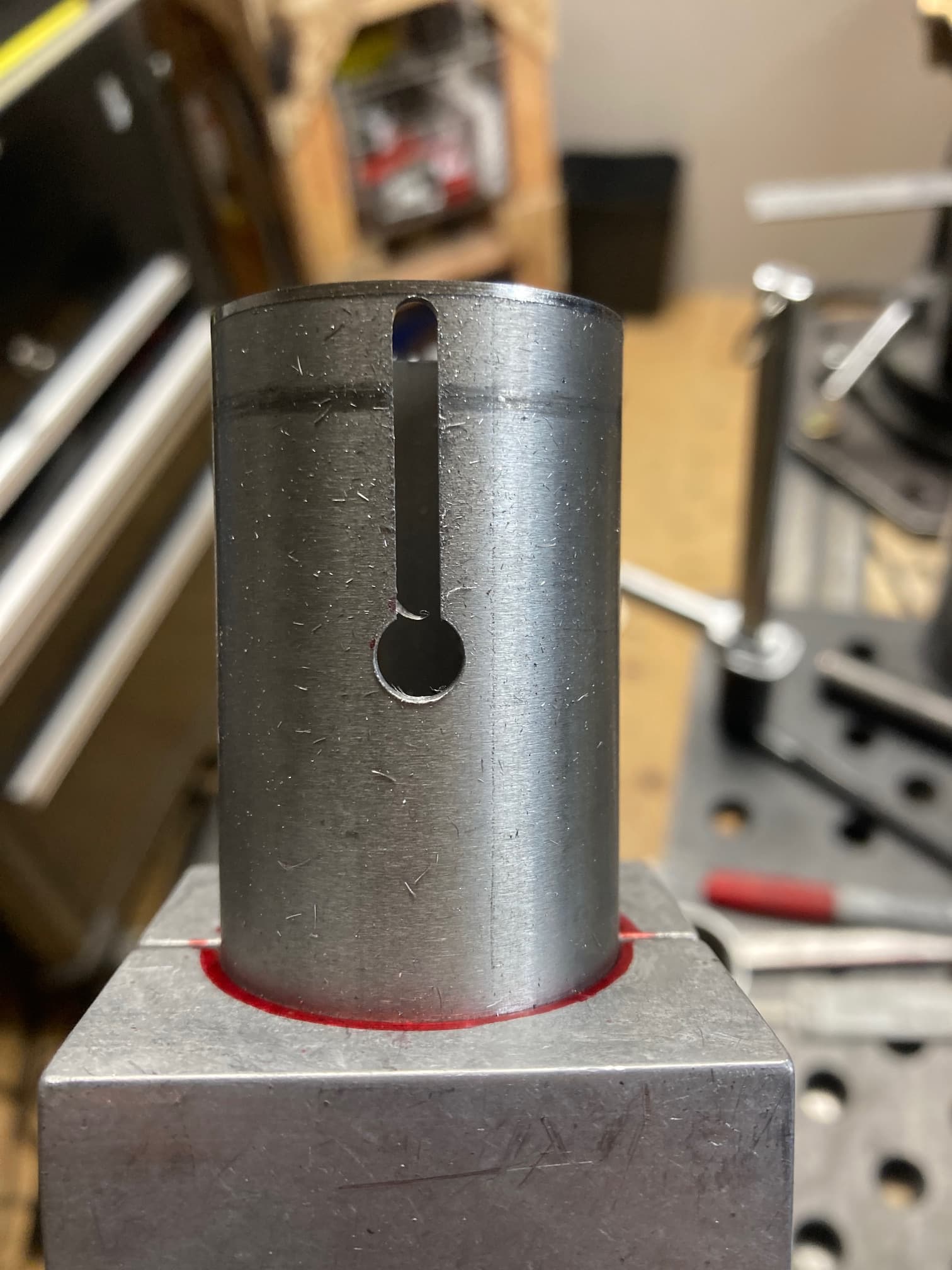
Late request for rear rack mounts, I prefer using bottle bosses but this was easier at this stage



Over view/close ups








I’ll post up a picture once it’s built into a functioning bicycle. I’m excited to get into my new workspace and get started on the frame I’ll be riding for this year!