Hi everyone. I have burned through a couple down tubes at the bottom bracket / seat tube / down tube junction. Both down tubes were .7 mm wall and my first time trying to tig tubes that thin.
I am wondering if there is a best practices or sequence that can produce successful results at this difficult spot.
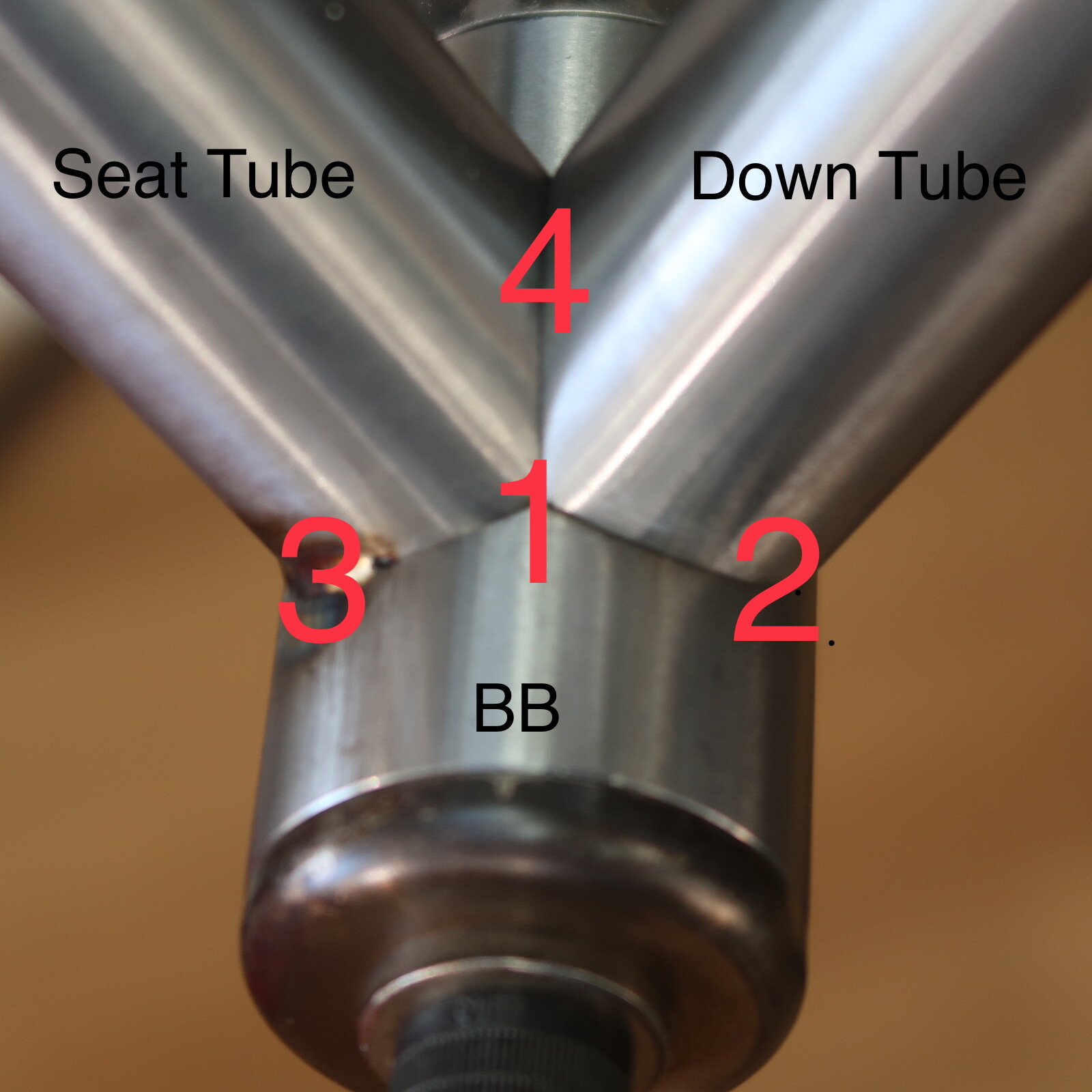
tack the seat tube to the downtube at the frame centerline (#4)
run a short bead around the bottom of the downtube/bb (#2)
Out of fixture
tack the downtube/seat tube/bb (#1) on each side, this is to prevent the ear from peeling away as you bring your weld down to the end.
starting from your DT/ST center tack (#4) weld down towards #1 on both sides
weld from #1 to tie in your bead around the bottom on each side.
If the headtube is pulled left or right, I will start on the side opposite the misalignment otherwise I always start left because as a righty I find welding the right side is easier and like to finish the easy side last.
That’s an amazing explanation. I am right handed as well and tend to finish on an easy side.
I was trying to raise the difficulty bar by using thinner tubes. I won’t try again for at least another couple frames.
Thank you!
I mitered another frame and plan on welding it later today or tomorrow. I’ve read your excellent explanation a hundred times and now the pictures make it even more clear. Thanks so much!
I would also add that when welding the joint between the DT and ST to point/favor your tungsten to the seat tube more than the exact crotch of the joint. This can give you that fraction of a moment before the DT starts peeling back (especially if your fit up isn’t “perfect”)
.045 allows a slightly more passive attitude towards feeding the filler rod into the puddle. For me it allows for more consistency as I don’t feel pressured to feed the filler right up to the end of the pulse. Instead I can just give a light push at the beginning of each pulse.
When I was starting out I found that I’d burn through a tube if I used .035" – I just didn’t have enough experience/skill/muscle memory/mojo to feed enough, feed consistently, and tell my foot to back off if I got hung up.
Using .045" allowed(allows) me to keep the weld pool cooler and gives me just a little more time to evaluate what I’m seeing. 2x the case if I’m not using pulse.
I’ll also admit that .035" is just harder for me to feed and I’ve never spent time really dialing in my technique for it. I either slip or I bend the rod and that’s frustrating AF.
Tacking the down tube ears at point #1 was the trick. I find it hard keeping the travel speed up going into junction.
I used a .9mm down tube this time and .035 Weldmold 880.
What are the thinnest tubes you have used? I won’t go back .7mm wall anytime soon but it makes me wonder how thin can I actually go if I become a really good tig welder?
I have done .7 butts on a personal bike. The thing is welding thinner material isn’t that different, you just have to adjust amperage and travel speed to suit. There really is very little to be gained by going so thin, at the point you need to go below a .8 wall you should probably be looking to downsize the tube and keep the thicker butts. I build my customers bikes with longer with at the forefront of my mind and find other ways to achieve the desired ride quality. It’s all about risk/reward.