I’m thinking of getting a mill so I can finally move on from hand filling. I don’t have space for anything like a Bridgeport, so it’s going to have to be a smaller benchtop style. Any recommendations, experiences, key features, must haves, must avoids…Thanks!
1 Like
I have a Rong Fu-style round column mill/drill that is fantastic in terms of rigidity and motor torque compared to a mini mill. Mine is branded ‘Morgon’, similar to this image:

When it comes to adjusting head height and spindle speed (which happens a lot between different fixtures and hole saws) there’s sooo much left to be desired for positional accuracy.
I’m learning a lot of work-arounds, but it feels like a hobby in itself.
I’m envious of the knee Z-axis machines, but for the deal I got mine for, it’s worth the tooling and education.
6 Likes
What about a small used horizontal mill? They can be found pretty cheap and they are very stiff.
With an angle adjustable vise you can do most miters.

9 Likes
Thanks @FlatironBikes @Bucko. How heavy are those machines? The other consideration is weight, I’m probably going to put it in a shed workshop in the backyard with no access for a forklift or anything like that, so I’ll need to be able to move it with good old human muscle power. I could probably use a cart to get it to the shed and pulleys to get it in place….
Moving it into the garage wasn’t too bad - it took three of us to pick it up and shuffle it into place. Searching finds weights ranging from 400-600 lbs, but I don’t remember it feeling that heavy. I’ve since put it on a mobile base to move it around the shop by myself.

1 Like
I bought a horizontal mill as well. I won’t give any advise on that front, but I will say that finding a cheap used pallet jack has allowed me to move a number of heavy things I couldn’t have moved otherwise.
1 Like
I recently found myself in a similar position and ended up pulling the trigger on a model 6450 mini mill from Little Machine Shop earlier this week. Still waiting on it to get here so can’t endorse it based on hands-on experience, but it should be plenty good for mitering tubes, squaring stock, and drilling hole patterns which is all I expect to use it for. I was able to miter Columbus Life tubing using an 8" benchtop drill press from Grizzly, so some of the emphasis on having a big heavy machine to do this type of work is overblown in my opinion (but they’re certainly nice). The drill press developed a pretty crazy amount of runout somewhere north of the chuck, though, so I don’t really recommend it for mitering tubes.
Lots of companies sell the same import mini mills from SIEG under different names and with a mishmash of features. I ended up going with the 6450 because it uses 120V power, is small and relatively light (< 200 lbs), has a belt drive, relatively large table, beefy column, and DRO. If you’ve ever watched the Pithy Bikes YouTube channel he did all his tool making and tube mitering using a SIEG X2D and made a video about his experience.
One thing to keep an eye out for is the maximum distance from the spindle to the table. I was considering a Grizzly G0758 until I realized it only had 8.75" clearance - if you ever plan to use it with a drill chuck and vise that doesn’t leave a ton of room for what you’re working on. The LMS 6450 has 11.5" and I think a lot of the other machines of this size are in that ballpark.
Mini mills don’t have enough space to miter the dropout side of chain stays and seat stays simultaneously, so if that’s a sticking point maybe consider something larger.
3 Likes
Another fan of Rong-Fu and clones thereof, a lotta cast iron for the money. I know light weight is usually a plus in our business, but for milling you basically want as heavy as you can afford.
Mine weighs about 600 lb I think, but I had no problem carrying it down to the basement by myself, after taking it apart. The base is the heaviest single part, and I used a wheeled dolly and a winch for that, but if you had a helper, it’d be easy enough to hand-carry without the dolly.
I have also lifted and moved the whole thing fully assembled with a cheap engine hoist from Harbor Fright. The first two times I had to move it, starting with the day I bought it, I rented the hoist, but then I bought one after the second one I rented was worn out and bent. Renting is cheap here though, hopefully for you too if you have a rental place near you. Buying one was unnecessary, just a convenience thing for me. It sits in a corner not being used for years between uses, but it folds up, not too much square footage of floor space.
Plenty of people will bitch about the round column mills not keeping your X and Y coords when you raise or lower the head (Z adjustment). This is true but not that big a deal for most tasks, and there are techniques to work around that, ask me if interested.
If you are patient, and if you don’t live in a “machine tool desert”, they come up on Craigs and the like for $800-$1000 now and then. I paid more, $1500 IIRC, but it was pretty pristine and came with a fair bit of tooling. I couldn’t resist hotrodding it though, like with 3-phase and VFD, a power-feed for the Z-axis (head lift), and a DRO. None of that is necessary for mitering tubes, but they’re quality-of-life improvements. Maybe use it for a year until you’re very familiar with its weak points, annoyances and workarounds, so you’ll know what to upgrade and what to live with.
Maybe I’m spoiled — I used knee mills at work various places, including a Bridgeport. Even so, I’m happy with the rigidity and power on RF-30 clone. If there are other benchtop mills with this kind of steel-cutting power, I don’t know of them.
Buying used has pitfalls though, and usually means having to strip it down and overhaul it as your first “project”. Though I have heard some of the Chinese benchtop mills referred to as DIY kits too, with a tear-down and proper build-up recommended even from new.
Good luck and keep us posted on what you end up getting.
-Mark B in Seattle
1 Like
Do you have a lathe? I’ve been experimenting with mitering on the lathe using a 3D printed “tool holder” that holds the tube and a hole saw in a collet in the headstock. It is working well in my tests so far.
I’ve attached a picture of the tubing holder. I thought I had one of it in action, but I can’t find it right now.

9 Likes
I found a Weiss VM25L on craigslist, for making small parts the DRO and quill readout are really nice to have. It weighs around 250lbs. As @photon mentioned the Z axis clearance is limited and I have to move my setup to miter a set of chainstays. If I was only mitering tubes I would definitely look for a horizontal mill like others suggested.
1 Like
Would you mind sharing a photo? Did I understand correctly that the tube is held in the tool holder, and the hole saw is in the chuck? Or is the setup (almost) the other way around?
1 Like
Thanks everyone. I’m not in any rush, I’ll keep an eye out for a horizontal or Rong-Fu.
@photon Let us know how you like it! If I go the buy new route it would probably be from LMS. What made you choose the 6450 over the 6500?
@bulgie Definitely not in a machine tool desert, there are at least a dozen or so bridgeports for sale or auction within a 2 hour drive of me. But as you said, I don’t want refurbing/maintaining a machine to be a project in itself. Plus the space and access limitations of my shop area. But fingers crossed for a smaller machine to pop up.
@Alex I don’t have any machines, hand files and hacksaws all the way. But I have thought about a lathe instead of a mill. I know I want something…… I just don’t know what yet.
@HomageFrameworks Good question, I did go back and forth a bit. For how I plan to use the mill I felt that the DRO would be a bigger capability improvement than the more powerful motor and larger size/greater rigidity of the 6500. A company called iGaging makes pretty economical DRO’s so installing one isn’t necessarily a huge spend (there’s probably lots of other options too but I didn’t dig too deep), but it was a good enough tie breaker for me. That said, I don’t have big tooling projects planned and will be milling aluminum almost exclusively outside of tube mitering. With this category of machines there’s always something bigger/better/more capable $500 away so it can be a bit of a slippery slope.
The 6450 and other mills of its size are meant to be used with a 3" vise, which can also be limiting depending on how you intend to use it. The 6500 steps up to a 4" vise which is a decent jump in jaw depth and max opening.
2 Likes
I have heard good things about these. I don’t have on but looked into them before I got my Bridgeport.
https://www.precisionmatthews.com/product-category/millingmachines/benchmills/
Standard advice is to get a lathe before a mill. You can do most mill things on a lathe, they’re kinda like a horizontal mill if you squint.
Before I got my mill, I set up my lathe for mitering. Since I don’t have a 3D printer, I threw money at it. ![]() I have an Aloris tool post (1982 vintage, but of course new holders fit it perfectly, the design hasn’t changed). I got a holder for 1-1/4" boring bars, well 2 of them actually. Clamp them both onto a toptube or downtube, with shims if they’re smaller than 1-1/4". Clamp 'em while holding on a flat surface so they’re clocked to each other. Holesaw goes in the spindle. Set the angle with a precision protractor. Makes perfect miters, with a few downsides I’ll list below.
I have an Aloris tool post (1982 vintage, but of course new holders fit it perfectly, the design hasn’t changed). I got a holder for 1-1/4" boring bars, well 2 of them actually. Clamp them both onto a toptube or downtube, with shims if they’re smaller than 1-1/4". Clamp 'em while holding on a flat surface so they’re clocked to each other. Holesaw goes in the spindle. Set the angle with a precision protractor. Makes perfect miters, with a few downsides I’ll list below.
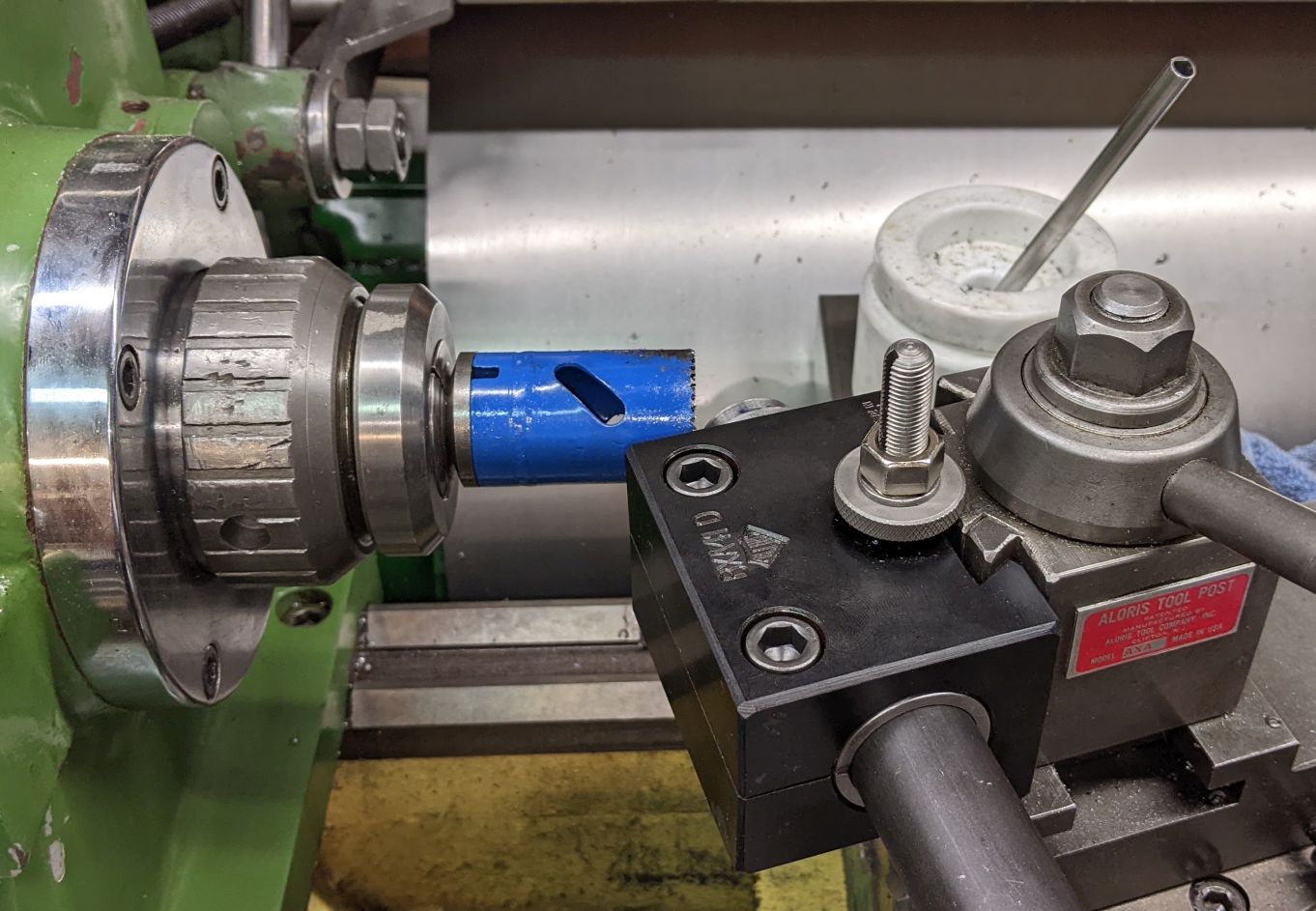

The setup is super rigid.
Downsides include no ability to miter tubes larger than 1-1/4", or ovals, tapered or curved tubes. I’m OK with the diameter limitation, I’m a skinny-tubes kinda guy (retro-grouch).
The Aloris boring bar holders were expensive, and then I got a mill, making them sorta obsolete. I like having more than one way to miter a tube, but I can’t think of a scenario where I’d choose this way over doing it on the mill. So these damn things sit unused.
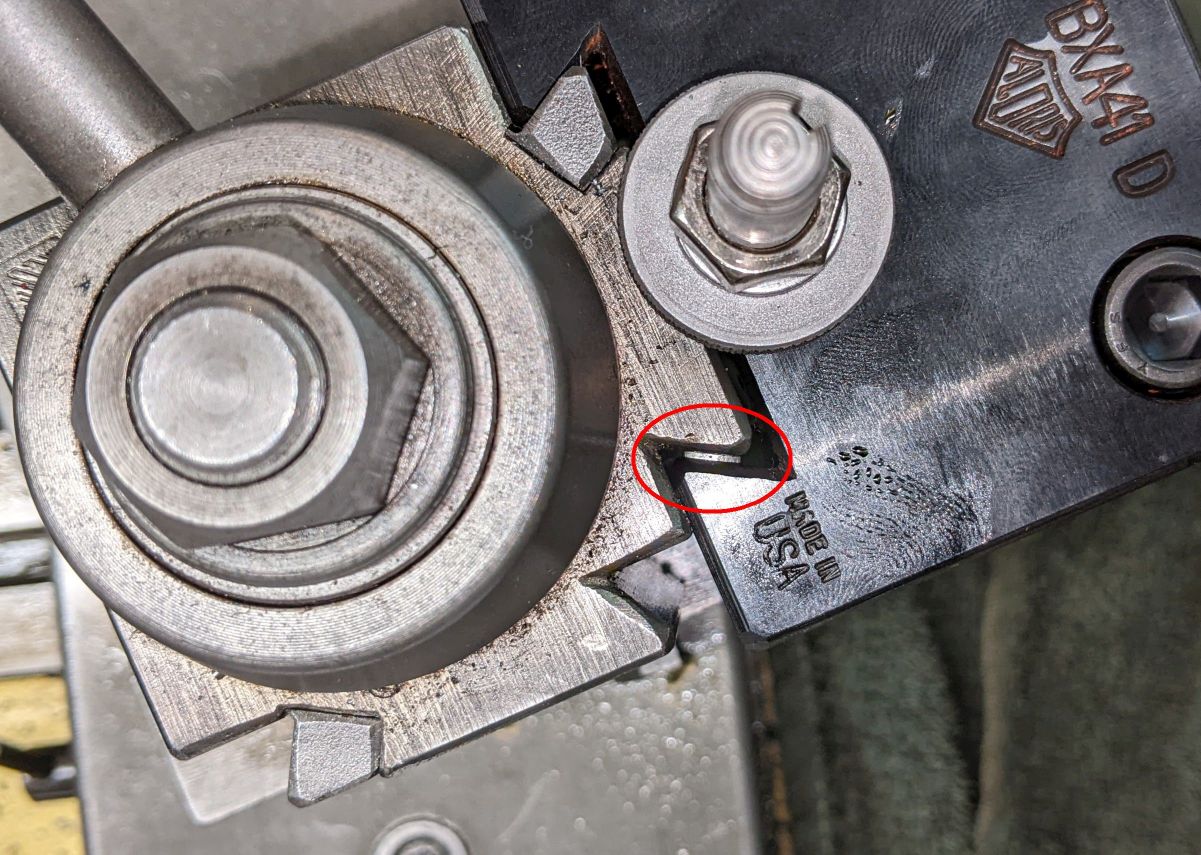
My small lathe uses the AXA size tool post, and they don’t make 1-1/4" boring bar holders for AXA, so I had to buy BXA (next size up, for bigger lathes), and shim the dovetail to fit my post. Sound sketchy but it’s actually rock solid. I just glued in a .032" shim (from a $7 pack of feeler gauges) with strong Loctite 603, clamped tite overnite to cure, now I can’t knock it loose if I tried (without heat)
More than one way to pet a cat.
9 Likes
I got a used Precision Matthews PM-25MV years ago. It’s just big and heavy enough to get the job done. I can watch the head move when mitering tubes. ![]() Surprisingly, the miters come out just fine. It came with a DRO. I can’t imagine using a mill without a DRO.
Surprisingly, the miters come out just fine. It came with a DRO. I can’t imagine using a mill without a DRO.
I also have a Benchmaster horizontal that’s barely big enough for doing unicrown blade cuts and sometimes chainstays.
Although it’d be nice to have a big Bridgeport, it’s totally not necessary unless you want to do some legit machining. For bike stuff I’m happy with my little mills.
4 Likes


This is how my 3D printed tube holder works.
I originally planned to make something that replaced the tool post and clamped tubing blocks. But I tried this first as an easy option and it works surprisingly well.
The key thing was making sure that the block rests against the tool holder and isn’t counting just on the printed key for stiffness.
13 Likes
I forgot to add that this is also an AXA sized tool holder. I like Mark’s solution too (he told me about it at lunch a year or two ago) and it really influenced my solution. I tried the printed solution just because it was cheap.
My lathe is an Emco Compact 10, which is a nice size for small framebuilding shop. It breaks down into 200lb or lighter components if you remove the tailstock and has a roughly 1 meter by 30cm footprint. The through stock hole on mine is unusual, it fits 36mm tubing for most of the headstock, but steps down to 25mm just at the left bearing. What this means is that I can fit forks into the 3-jaw chuck and put the crown race right by the chuck jaws, but I can’t fit something like a long downtube through the chuck to face it for a coupler.
Looks great. I have an Emco V10, and have been thinking about cutting miters on the lathe. Do you use the power feed when cutting the miters? I see you have done the 2" riser block to get rid of the compound slide. I have some pieces cut for my riser block modification I just need to drill some holes in them for mounting.
I don’t using the power feed. Even when I did miters on the mill (most of my experience) I always fed by hand because I like to feel the pressure and adjust feed rate based on that. I feel like hole saws are too inconsistent to use any textbook feeds and speeds, and I’m too cheap to use annular cutters.
I had to get rid of the compound slide to fix the AXA toolpost, the compound slide was just a mm or two too tall. I think these lathes work better with Multifix type posts. The solid toolpost is way stronger though! I can put the compound back on with the stock 4-way toolpost in about 5 minutes if I need to do some threading or tapers.
1 Like