Isn’t fillet pro just 35 or 38% silver coil but more expensive?
FWIW, I use nickel-silver rods for stainless dropouts. The nickel-silver sucks to file down afterwards, but is pretty easy to braze with and doesn’t need it’s own flux.
Isn’t fillet pro just 35 or 38% silver coil but more expensive?
FWIW, I use nickel-silver rods for stainless dropouts. The nickel-silver sucks to file down afterwards, but is pretty easy to braze with and doesn’t need it’s own flux.
As said above use anything from 32-48% silver in Cad free. That shit is nasty. I use 34% from a local company BOC for anything that requires more than a socket joint. ie fillets or filling.
More expensive for less silver content!? What a racket! That’s good to know, I’ll pick up some generic stuffs next time.
When using silver on tabbed dropouts I make little inserts to cut down on filler use and then use 45% silver.

Do you have any photos of these inserts outside of the tube? This seems like an interesting idea
Inserts for tabbed dropouts, yes, that’s very interesting.
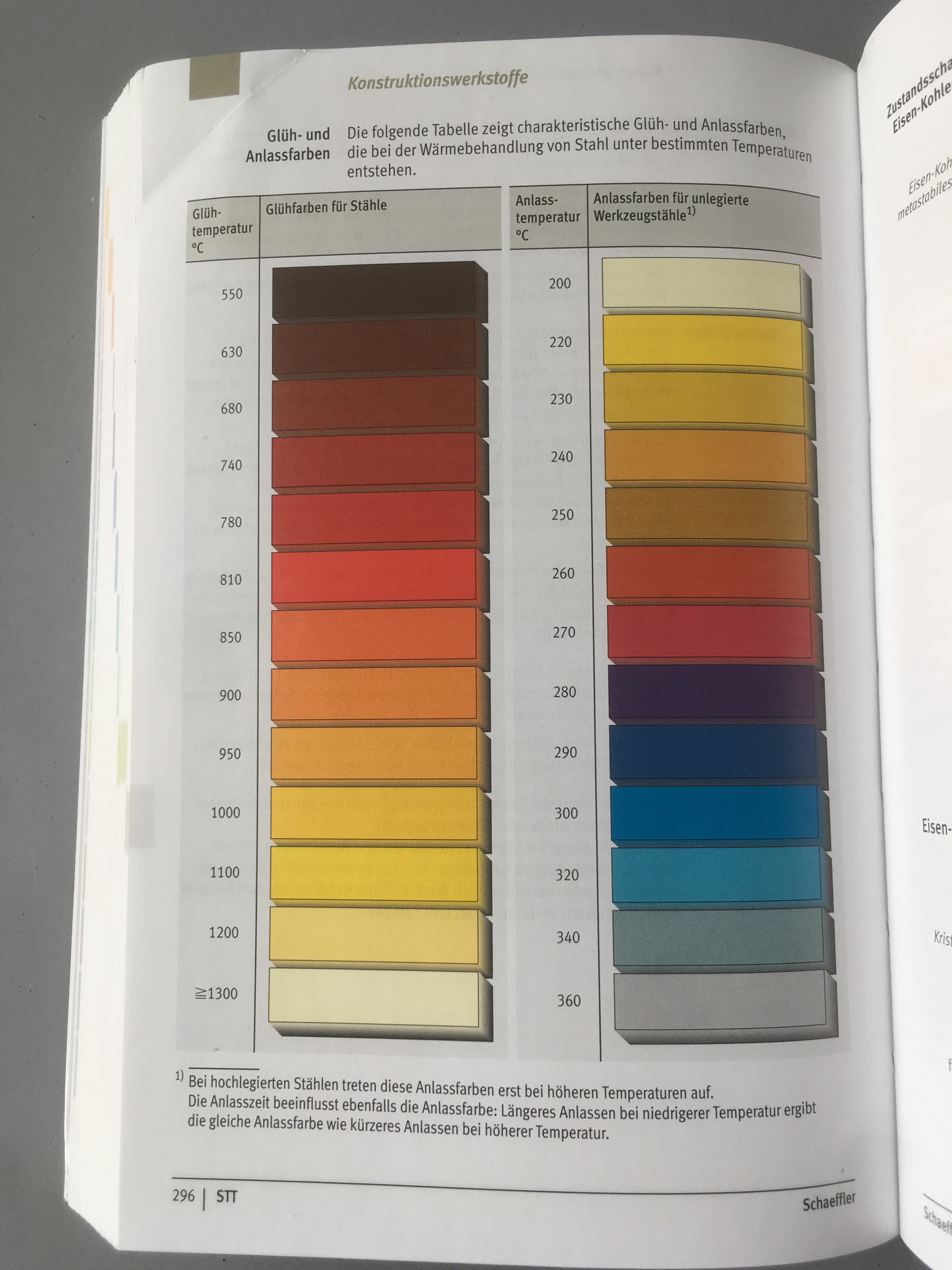
A while ago the colours for different temperature were mentioned. I found this chart in a book published by the german company Schaeffler:
And one more thing for the Germans (and Europeans), the distributor for Fontargen: https://www.sonderlote.de
If you need help, just call him, he will help you.
I used nickel silver for all the main fillets on a frame as an experiment. With some more practice I think it could be a superior option to nickel bronze for those who like small raw fillets because it flows into the joint really well and seems less prone to leaving a raised lip on the fillet. I don’t like the process of filing fillets and have no intention to start (atmo of course), so my raw fillets will have to avoid raising stress on their own.
I don’t have a photo of the insert outside of the tube. It’s just a section of 1018 that was turned on the lathe to match the ID of the chainstay. It is filed flat until it fits. It just takes a few minutes to make. Length is about 10-15mm. Do a practice one or two to make sure you draw enough silver through to get an internal fillet.
I made a cycletruck rack once out of stainless and used nickle silver rod. I found it pretty hard to use, there was a narrow temperature window where the rod flowed and the flux (gasflux bronze) didn’t burn. I gave up halfway through the rack and switched to 45% silver for my fillets.
Re: nickel silver for fillets
I’ve never used the stuff, but am curious after watching Paul Brodie videos and, more recently, repairing an old Land Shark frame. The color and strength of the filler makes me near 100% sure it’s nickel silver. Look at how small the fillets are and then think about how this frame saw competetive CX use and then whatever utilitarian riding to finally have an issue 25-30 years later. Pretty impressive. You can see the crack in the down tube in the first pic. I replaced the tube (and added some water bottle bosses) and sent it on its way.
That’s impressive. Did you see how well it flowed onto the inside?
You know, I should have documented that better. I recall the penetration being spotty, but an internal fillet was present in some places. I seem to remember Paul Brodie saying in his video series that one of the reasons he does a tinning pass with nickel silver is that it flows through so well and helps to create that internal fillet. Most fillet brazers say they have no trouble getting adequate penetration with bronze. It’s interesting to see the different approaches out there.
A friend of mine bought a used Land Shark years ago. I remember looking at the joints not sure if they were super smooth welds or tiny fillets.
If those are indeed nickel silver mini fillets, that’s really impressive.
I’m not sure how Alex did it but here is how I did something similar. I don’t have photo of the finished version but I think you see the process.



As we all have, no doubt, I have loved the videos Paul has been doing. I had always thought about trying nickel silver due to its strength and it’s ability to fillet braze stainless. I picked some up recently and tinned a seat tube/bb today and it was great. I’ve never had trouble with brass flowing in to make an internal fillet but this seemed to flow easier. After seeing those Land Shark photos I may just do the whole thing in nickel silver. I love the smaller fillet look though I may not go that small. Has anyone done a fillet brazed stainless bike using nickel silver? I remember seeing some that Keith Anderson did years ago and they were beautiful.
Hi everyone, this is my first time asking for help in this forum, and also the first message.
Recently i quit my job in the bicycle industry after 15 years and started with something I had in mind for a long time, and never had the time to do it. Yes, frame building.
I wanted to go classic, so I’m working with steel and fillet braze.
As I moved recently to Latvia after a bikepacking trip this summer in the Baltics for 2 months (yes, I found the love on the way), I have had some problems as a foreigner with the local gas supplier, but finally, i got last Friday my acetylene and oxygen bottles.
Since September, I have been getting all the tools and materials and working on my first frame, a 29er mountain bike with some little details (I don’t want to go too crazy on my first try). I am mostly working by hand and building my own jig, as my idea is to go back to my country in the summer of 2026, so I can’t buy heavy-duty tools that I will have to leave here.
Mention that i have seen all the Paul Brodie videos, most of Cobra Framebuilding, Pithy Bikes, and many hundreds more, read manuals, asked suppliers or followers on instagram, read many threads in forums like this, and taken all the steps to do it properly.
Im not in a rush, but after putting together the acetylene kit and taking all the security precautions (it is scary like hell doing it all yourself), my first test didn’t go as expected.
I’m using LBF brass flux powder of Cycle Design for SIF 101 bronze rods (1.5 and 2.0mm), and System 48 CDflux for SILVER SOLDER NO 43. (1.5MM 55%).
I sand the test tubes, clean them with acetone, and put the correct flux mixing it with a bit of tap water…
The first test with silver went pretty well, as it melted and flowed easily. You can see the photo.
The three next tests with bronze, mostly with 1.5 mm rod, didn’t go as expected.
As you can see in the video, I preheated both tubes, mostly the bigger one (it is a piece of headtube with a 25,4mm 0.9 columbus tube.
The flux turns glassy and bubbly, and the thinner tube red, but the bronze just creates small balls.
Mentioned that it cost me some time to get a neutral flame with a small internal cone, but i have tried with bigger cone, a bit more of acetylene, and preheat more, but the bronze didn’t want to “join/melt” with the tubes, and even 2 of the test, after washing with hot water the flux, it unjoined itself, so the bronze didnt even get glued to the tubes.
Im using a 0 tip on my torch (i have also one number 1, but haven’t tried yet), acetylene a bit over 5 psi, and oxygen a bit over 10. First tries, it makes some pop when closing the acetylene first, but i discover it happend mostly if you close it with not much pressure of oxygen, so i try to put it up when i finish before closing the acetylene.
As i have read, it can happen that the bronze doesnt join the steel because the surface is not clean, but i cleaned it and didn’t touch it with anything, just with acetone and clean paper.
Also that i should preheat more because the tubes are not hot enough. But flux looks ready and the tubes are red. ¿does it need even more heat?.
I will try with the torch/tip number 1, but also always read that most people can do everything with tip nº 0.
So any help or advice is welcome, as im new on this and didnt find someone around who i can learn the “tricks” in real. I think this is the right place to ask, if not, let me know.
Thanks in advance, and if you want to sneak, here is my instagram https://www.instagram.com/chapbikes/, but not much for the moment, sometimes some stories.
This is the first test with silver, everything “ok”:
Then i try to put brass on the same tubes with the silver, it ended like this, with lot of brass balls:
And this is how it looks the next try with the head tube and 0.9 tube mittered. It felt after cleaning the flux with water:
Sorry to bump this up, but i think is better than create new topic.
Update: “An error occurred: Sorry, new users can only put one embedded media item in a post.” so i will put the last try with brass.
"
It looks to me like you got things too hot in the video, possibly burning your flux which is essentially contaminating the piece.
If the work is not up to temp then the rod will melt into a small ball and roll away cleanly.
Seems as though you were brazing with 101 over the top of silver? Did you clean the work down in between?
Have you tried a test piece with only 101? What were the results?
My best guess is too much heat, burnt flux.
Tip sizes and numbers vary between brands, in particular stuff from the states seems different to the ‘lightweight swaged’ tips we most often find in Europe/ UK.
You made it hard for yourself by trying to braze such a small stub tube onto something much more massive.
If I were going to attempt what you did in the video, I would spend all my time heating the larger tube before even touching the smaller tube with flame. When clear glassy flux told me I was ready to begin brazing and building a fillet, I would get in close with my torch and create a cherry spot on the bigger tube and then start flowing bronze there. I would draw bronze from that pool onto the smaller piece and into the gap between the tubes and then begin to build a fillet, being careful not to overheat the much smaller stub tube.
Generally, I wouldn’t work this way though as practice, as its to hard manipulate a small piece like that so gravity will work in your favor, and such a small stub tube is very easy to overheat.
I usually make my stubs about 75-100mm long and braze them onto one long tube clamped into a workstand so I can turn the work as needed and build dams with gravity’s assistance. Here’s an old photo I found. You can see in this example photo how much worse the first two fillets look than the third. The shortest stub is the most overheated too.
At this point, there’s no reason you should be mixing bronze and silver. Learning with bronze is cheaper, unless you want to build a lugged frame first.