@Daniel_Y Sweet, thanks! I’ll make a separate thread for my builds and this project, but will absolutely be bouncing around here as well. I look forward to contributing to something awesome!
If it matters to anyone, I think Bill Grove might have patented the method of setting angles on the Egin fixture.
I’m not sure having Send Cut Send bend some sheet metal is such a bad idea. Better is the enemy of good enough. I was going to have them do that for my chainstay fixture, but decided to go a different way for now (only things in the junk collection get used).
I wouldn’t use something bent to hold the bb post, and the rear dropout holder would have to be carefully designed as well. I have suspicions about my rear dropout holder and it’s fully machined. It’s not easy to measure for alignment though.
1 Like
I do think the best solution to start was in the first post, a flat table with some holders and I do believe it will be the way to go for me as I would use the certiflat table for other purposes as well, when in use, a couple of saw horses will do the trick and when not in use it stores flat on a wall.
1 Like
Cone Update:
After doing some soul searching I realize the straight cone is a more versatile and easy to understand design. I also added a “44mm” lip on the bottom for indexing OR, so you can flip it and use it with a 44mm headtube.
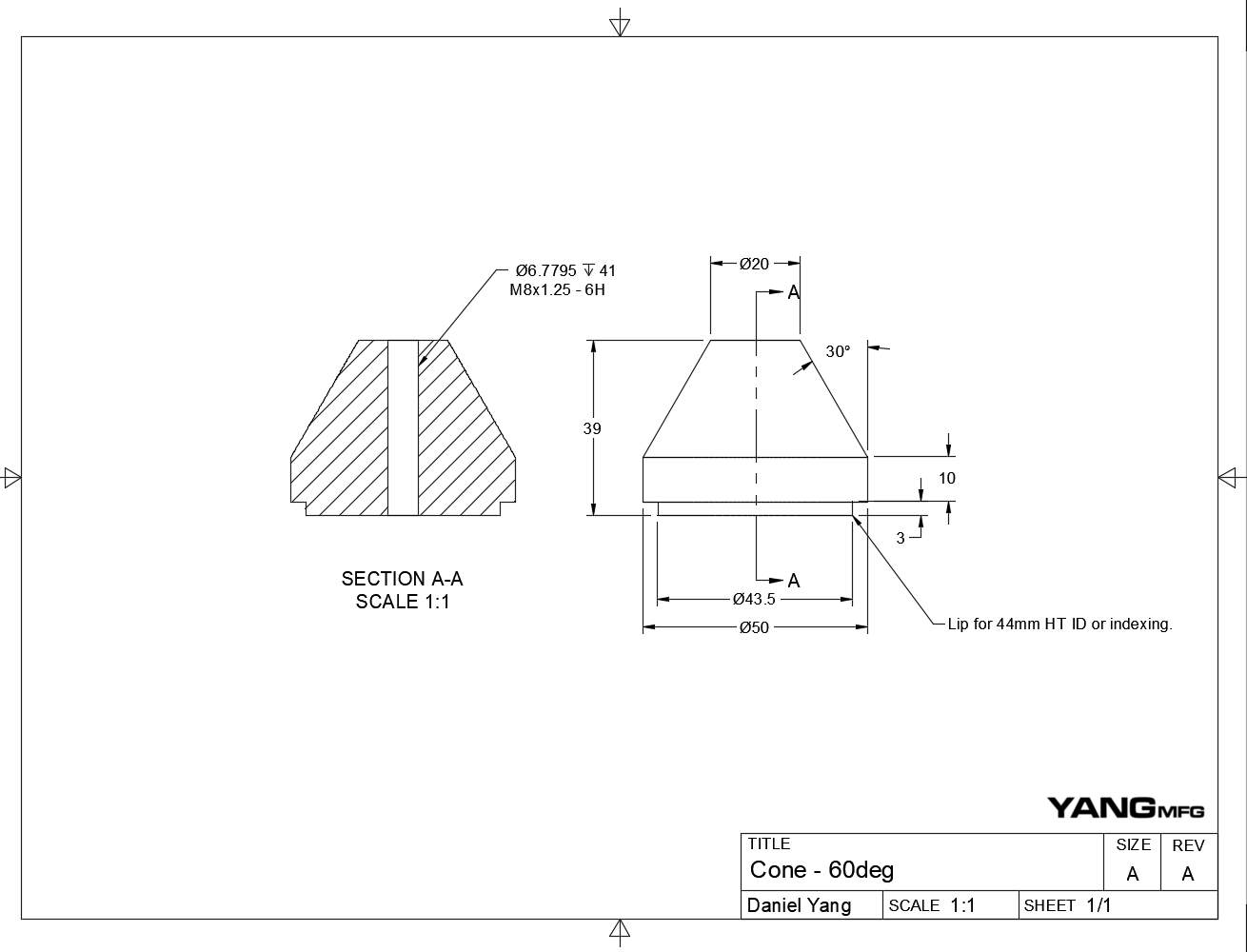
I posted a 60deg cone, which I confirmed fits the Paragon IS41 and BFS IS42 headtubes without hitting the inner race. 45deg would be cheaper.
Decision points:
- M8 thread?
- M8 is the largest screw to fit the slot width of the 40mm extrusion
- You can always drill out a tapped hole, but you can’t tap a clearance hole
- 45deg vs 60deg?
- 60deg grips tubes better, but 45deg will be cheaper
- Aluminum vs Stainless?
- SS is more durable and Aluminum will be cheaper
Thoughts?
BB Disc:
I designed a versatile “BB Disc” designed to hold:
- T47 (2in) BB
- BSA (1.5in) BB
- EC34 headtube
- EC44 headtube
The two BB lips space the BB out exactly 10mm, which makes centering your frame easier.
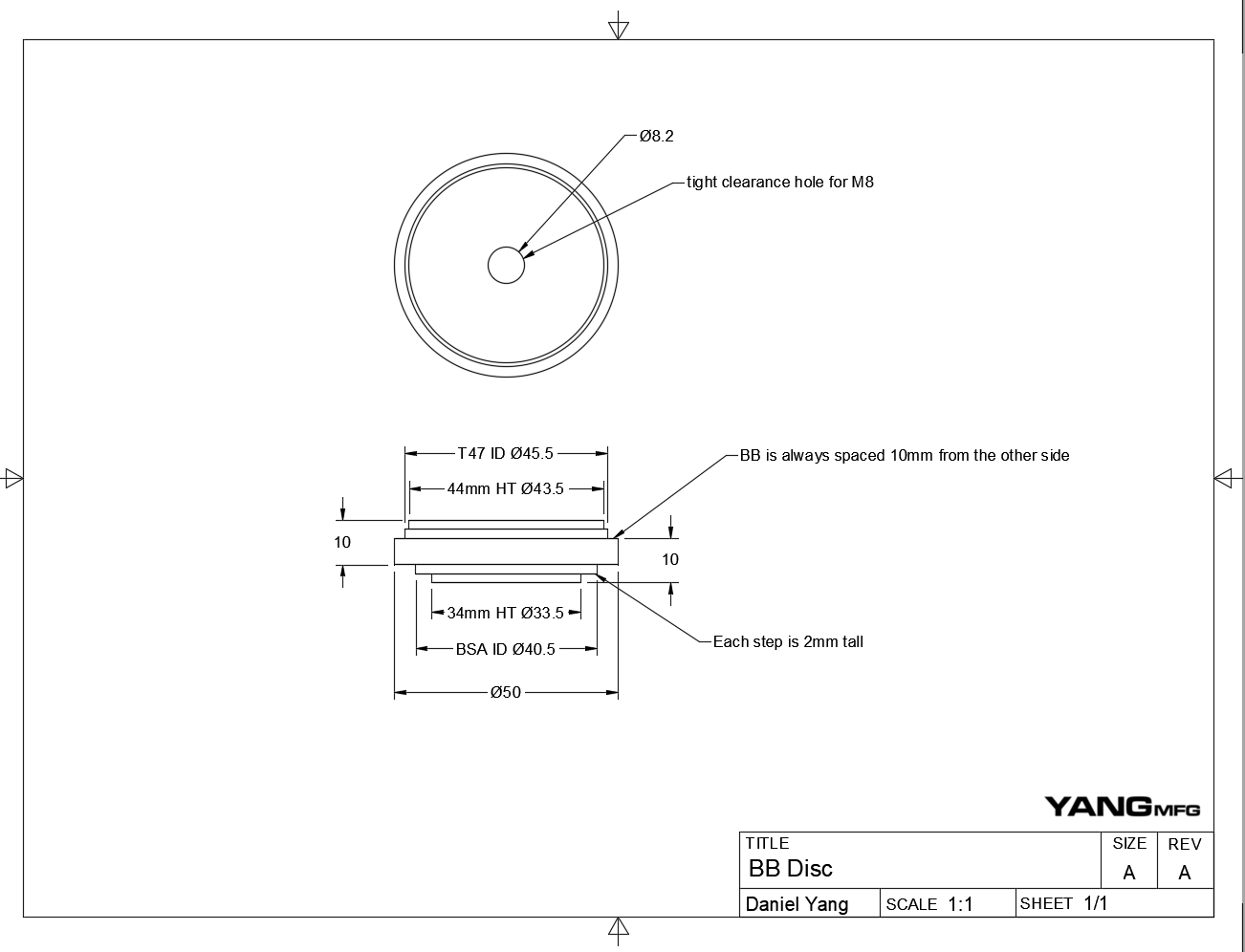
The two HT lips are extra credit. They are spaced 12mm from each edge
Decision Points:
- Would this be a useful part?
IMO, I think this is a pretty cheap part that can be used to make welding fixtures, alignment tables, and jigs.
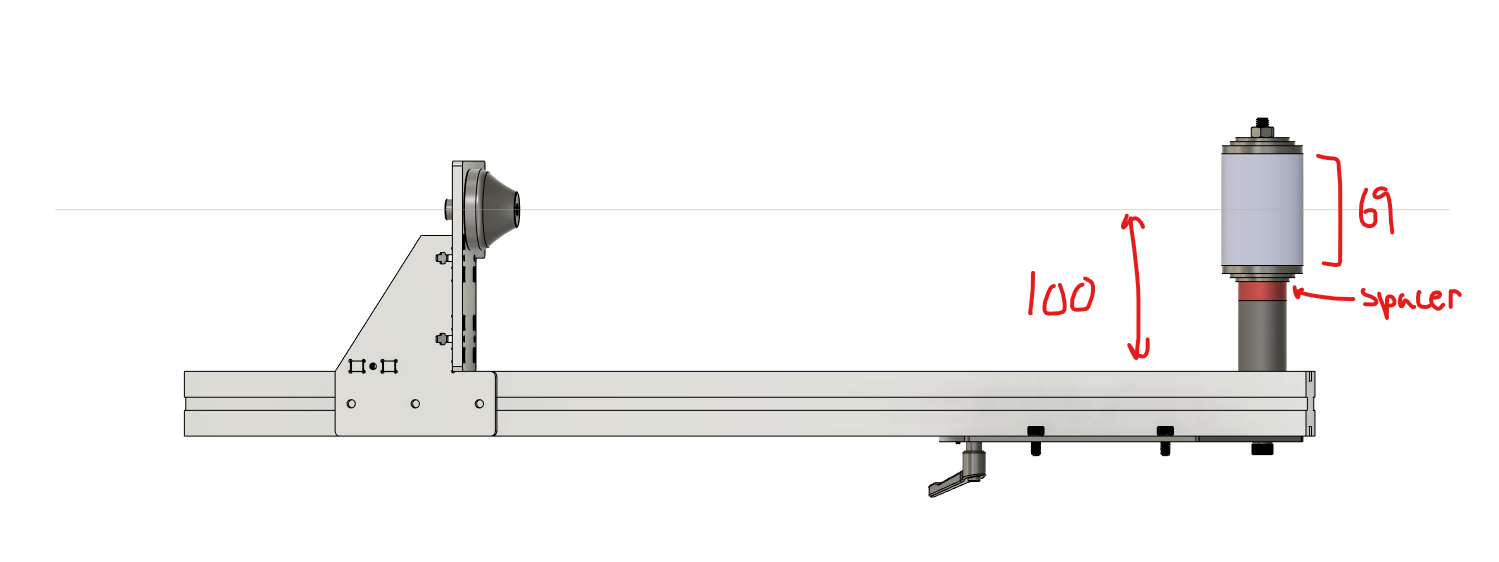
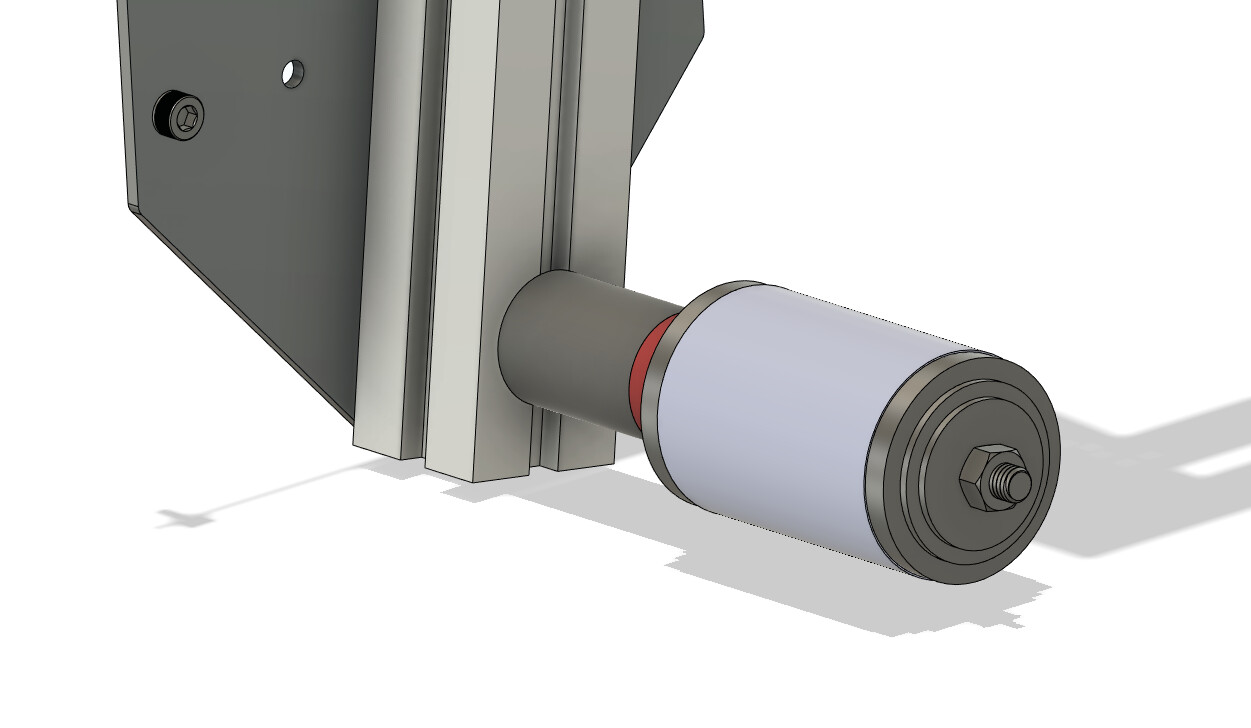
Spacer System:
This spacer system spaces the BB to a 100mm centerline. It’s a pretty big luxury, but I did design it anyways. The “base spacer” is 43.75mm, which when used with the BB disc, centers a BB92/T47IB MTB bottom bracket to a 100mm centerline. You add a different spacer for each BB width:
| Standard | Nom. Width [mm] | Act. Width [mm] | Spacer Width [mm] |
|---|---|---|---|
| T47IB MTB, BB92 | 91.5 | 92.5 | 0 |
| T47IB Road, BB86 | 86.5 | 87.5 | 2.5 |
| BSA MTB, T47EB | 73 | 74 | 9.25 |
| BSA Road, T47EB | 68 | 69 | 11.75 |
The spacers are M8 clearance. I am not too happy about the small diameter, but M8 is compatible with the cones. You can always drill out the centers for a larger bolt.
Thoughts?
I’m going to get the ball rolling on manufacturing the cones. To reiterate, I am not trying to design parts for the best fixture, I am trying to design the most versatile parts to open the door for new builders.
If you already have a mill, lathe, and fixture, the designs are probably not for you. If you don’t have a fixture and like the design, please speak up. If there is not enough demand, it won’t be the right time to bring someone like Paragon onboard yet.
4 Likes
Cone Indexing
Got some feedback from Mark at Paragon offline, the cones and pucks can be produced for <$30/ea in stainless, which is great news.
The topic of indexing came up again, and while I know the M8 thread index is not technically correct, it matches the tolerances, cost, and accessibility of the project. That being said, if adding indexing features comes at no cost, why not!
Option 1: Press in Bushing
Press in 12x8x10 bushing
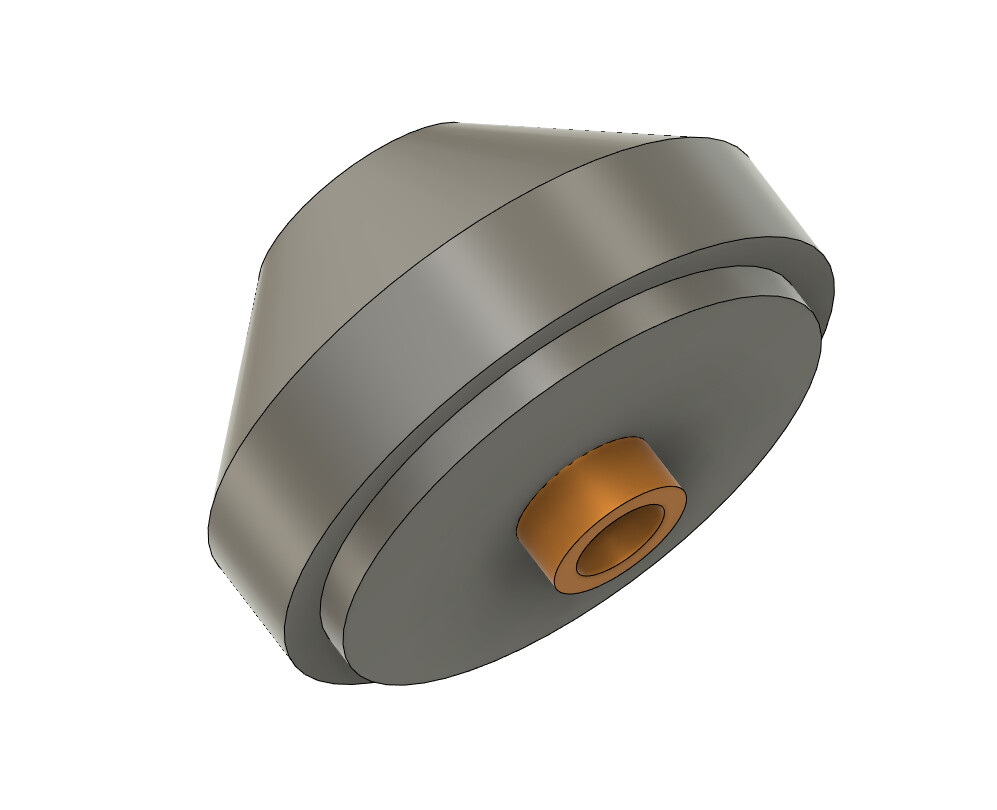
Pros: simple
Cons: adds $5 to the BOM cost
Option 2: 1in Diameter Shoulder
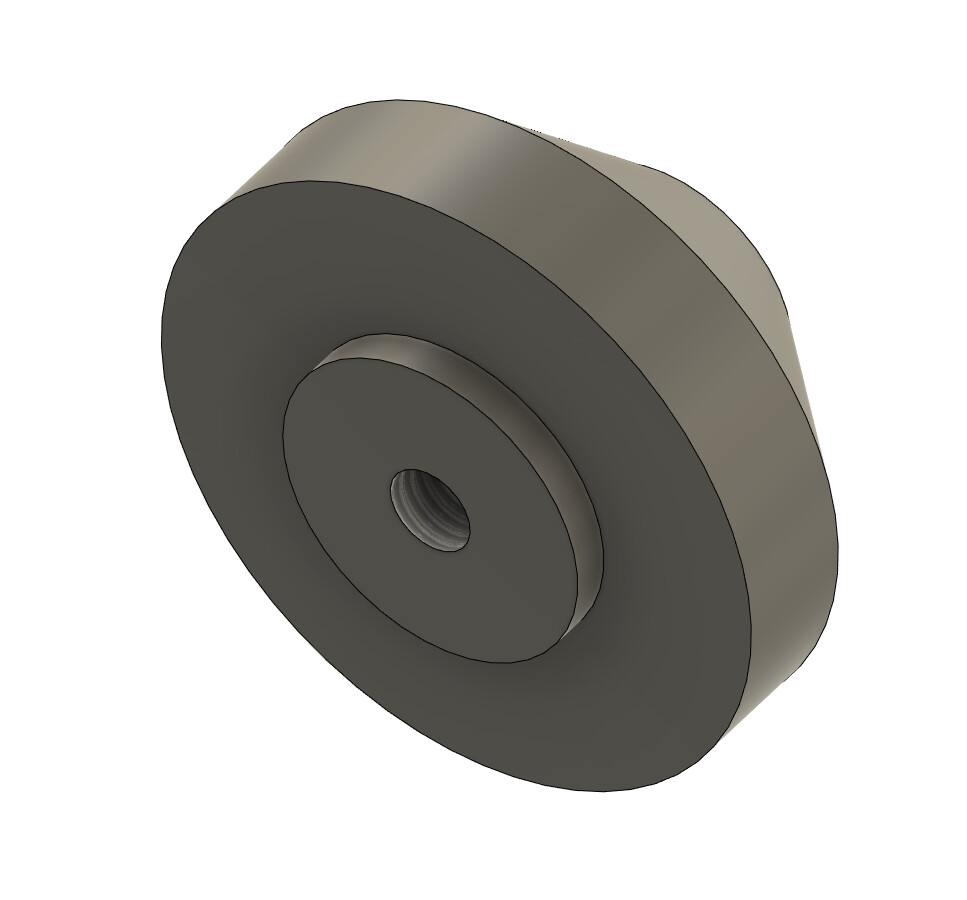
Pros: no added cost
Cons: cone has less surface area, so less stable? (I doubt it…)
Option 3: why not both?
This style would give you the flexibility of using all three methods:
- a simple M8 bolt index
- 12mm diameter bushing
- 1in hole
Pros: most flexible
Cons: a lot going on
I am leaning towards option 1. Its pretty simple to implement and still gives people room to modify the cones to their own needs if they have access to a lathe.
Thoughts?
3 Likes
I’m no longer looking to make a fixture so bear that in mind, but if these had been available when I was making my first fixture a few years ago I would definitely have bought them, and I would have preferred option 1.
Option 1 seems to make the most sense to me when I consider that the audience likely consists of folks who don’t yet have any serious machine tools. If I didn’t have a mill/large drill press (I actually don’t) and I wanted to attach the cones to something that wasn’t already laser/waterjet cut to size, but I wanted to index off of something more precise than the M8 thread, I would much, much rather drill a 12mm hole than a 25.4mm hole.
I know that’s a unique situation but it seems somewhat likely given the potential audience for this piece.
1 Like
Hey I don’t have a fixture and I like the design! I don’t have much input for holding the cones in place but the project as a whole seems really versatile. Thanks for doing all of this research.
- Eli
1 Like
I don’t think a bushing is necessary. The step on the cone is fine, though it adds some machining cost. I think for the person looking for an inexpensive frame fixture, the bolt for the cone and the hole locating the bolt will be good enough.
Since the cone is bolted to a sheet metal weldment, locating is only going to be as good as that welded part. Generally, when designing weldments with locating features I plan to machine the locating features after welding, whereas this is designed to not have any machining. Adding heat pretty much always warps the weldment.
3 Likes
M8 is probably fine! I’m rocking 1/4-20 for my bb mount. The big thing is making the spacers square to the extrusion. The bolt shouldn’t really see much load for just tacking a frame together in the fixture.
1 Like
I’d agree with Mike here. Once you have all the parts you need a way of being able to calibrate the set up so that it’s as close to perfect as possible. Having a shoulderd bolt with a flat back on the cone and a hole with a mm or two of slot for adjustment, would allow you to dial in the alignment. Just trusting the laser cutting or cnc is a potential for error. Then again, as Walt says it is probably close enough as is but if I know my baseline, the jig, is as close to perfect as possible makes it a hell of a lot easier to track problems and numbers.
2 Likes
Nice aluminum extrusion jig. Just out of curiosity… Why did you stop using cones in favor of just V-blocks?
1 Like
1 Like
I’m using Alex Meades flat plate fixture now, but would like to move to a 8020 style fixture. Being able to easily source the brackets and cones would be amazing! I really like the laser cut weld together bracket design you’re coming up with.
2 Likes
About option 1 on the cone holding mechanism. I also think that a bushing isn’t necessary on the cone holding mechanism.
Maybe I don’t fully understand the option 1 - bushing design. If it’s an added expense, what benefit does it bring? If the only major benefit is that it allows a user to modify the cone later on, is that benefit really worth the extra expense to manufacture the cone with the bushing? What exactly would someone do to modify their cone after it is used a few times? The only thing I can think of is wanted to add purging hole for Argon gas. I do TIG welding, mostly steel, and I know steel TIG builders that Argon purge their tubes. So, purge holes are about the only thing I would want to modify a cone for. And even then, I’d probably just spend the extra $30 to buy a new cone with purging holes built in. BTW, I think you should just add the purging holes as an option to the cone. I know that Paragon does that…
And speaking of which, I think that whichever option you go with, ie. Option 1 Bushing vs Option 2 Stepped Shoulder, you should do so with rigidity and accuracy as your primary consideration. I like the non-bushing design of option 2. If I am not mistaken, that’s how the Anvil cones were done.
1 Like
I agree with your perspective as well. The bushing/shoulder is a small nuance that is hard to get everyone to agree on.
The machinist/perfectionist perspective is that using a thread to locate a hole is not the right way of doing things
My perspective is that with a tight clearance hole, using the thread to locate the is probably one of the smallest sources of error in the entire stack. This topic on framebuilding tolerances puts this discussion into perspective
In this case, I think the bushing press-fit design can satisfy different people’s expectations of accuracy while adding minimal cost.
From my perspective, the goal of the open fixture is to create the hardware to allow people to remix or modify. If someone wants higher tolerances, they can modify the CAD to use a more precise locating method. The initial design release will probably be the M8 thread, just to keep the cost down and BOM low.
That is a good suggestion. I think once the hardware is tested and adopted, adding variations is possible. But for now, it might be trying to do too much at once.
1 Like
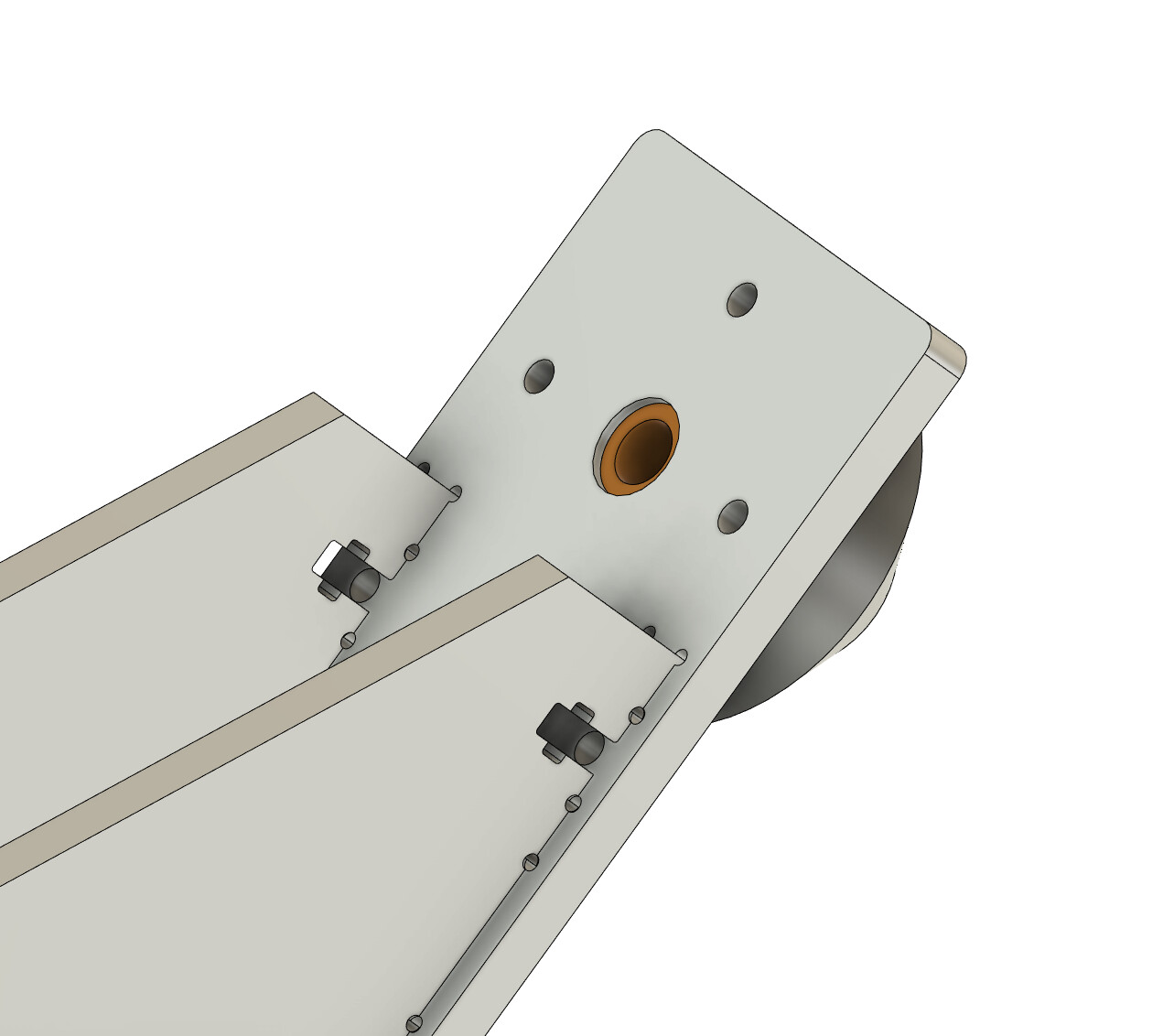
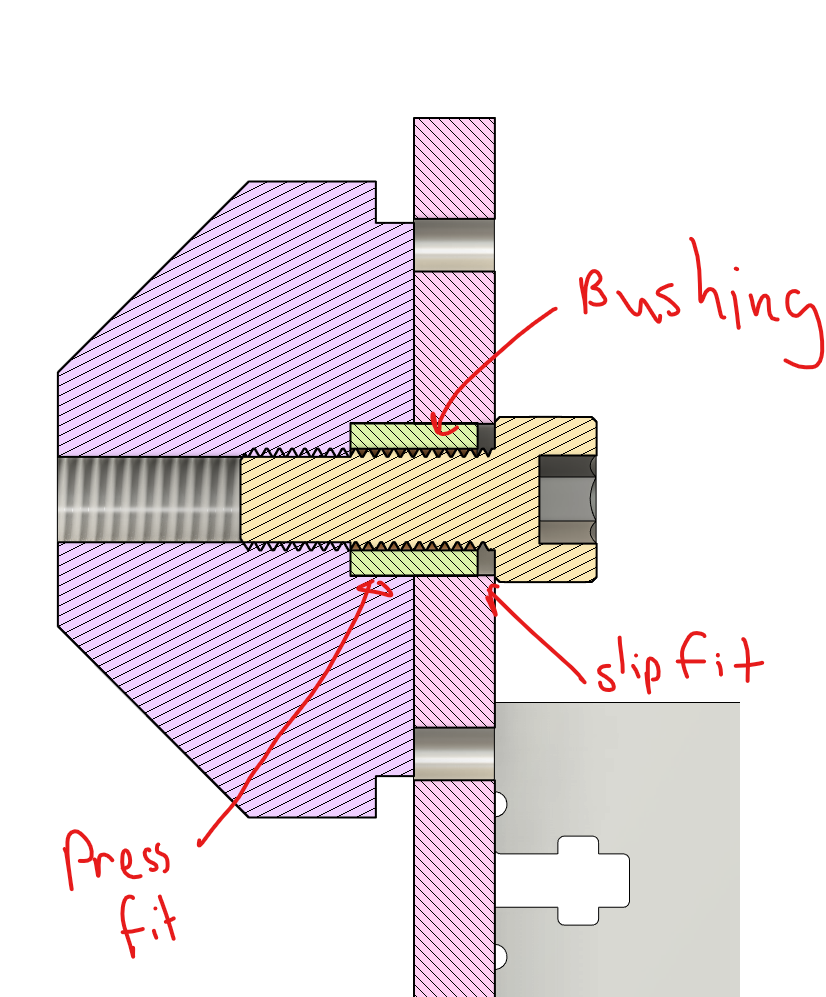
You’re deigns are good. I’m just trying to wrap my head around this. About locating the cones so that they are perfectly centered on the arm that is holding it… if you can get the cone perfectly located better using the bushing design, I’d say go with that option. Is the cone held to the arm (or whatever it’s called) held on by press-fit friction? Or is there also some sort of small screw that old the cone in place? If it is held on by friction would the tightness loosen over time if a builder continually removes and reinstalls the cone. For example, if one bike, I’m building with an integrated head tube and I use the cone to hold the tube… then, next frame I build towards a 44mm head tube and I purposely remove the cone from the fixture and mount it backwards to use the built-in 44mm head tube puck feature on the backside of the cone… all that repeated removing and reinstalling of the cone… does that wear out that bushing?
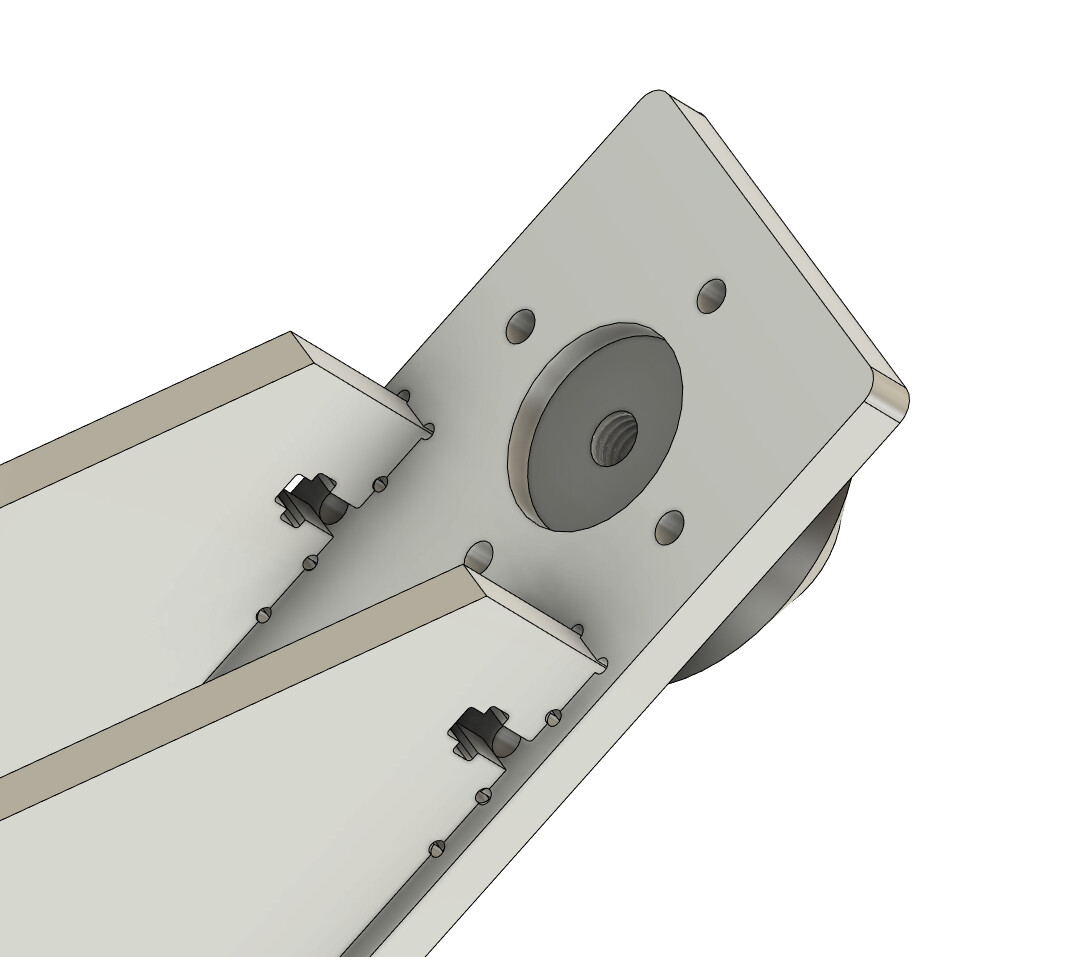
And about the design where you don’t use a bushing on the cone. I assume that the M8 threaded bolt holds the cone in place. Yes, I understand that as you tighten a screw it’s not precision in that there is a wobble as the cone is pulled by the screw threads. However, once the cone mates with the arm (or whatever you call it), isn’t the cone located perfectly in the center of the arm by the cutout hole that the cone steps into? Thus, it’s not really the M8 thread that is locating the cone center to the arm. It’s the hold in the arm itself.
Hope this diagram helps:
Agreed, the risers and arms are going to be a much bigger contributor. @DEVLINCC made a good point that you would want to calibrate your fixture at the very end, to close the loop on the tolerance stack.
I think the bushing comes from the school of thought that “make everything as precise as possible” which makes the end result more precise.
For the sake of this open fixture, I think getting an extra .05mm of tolerance from a bushing is probably my smallest concern. Machining the risers or bumping up the extrusion from 40x120 to 80x160 will yield more accuracy, but will result in higher real-world tolerances but becomes much more expensive.
Adding a counterbore for the 12mm bushing does not impact either design and can satisfy more design philosophies.
Oh! I see what your trying to accomplish now. Man, it’s tough. I still kinda favor the non-bushing design. I totally get the idea with the bushing though, and if you go with that it’s still a good design. I just feel like there’s been other pro $4k+ jigs that didn’t have the bushing feature on their cones and they were extremely accurate jigs. It’s a what? 15% cost increase on the cones just for a tiny marginal accuracy improvement in the hole locating. I would instead pay for a 15% increase towards having an extra hole drilled in for future argon purging. Because that’s probably the only modification I can see anybody really doing to their cone after a few uses. Anyway, it’s probably fine either way. I’d just go with the non-bushing design. It’s cheaper, and still accurate to tolerances equal to that of pro-level jigs.
4 Likes
You know what, you convinced me. If people really had the need or desire to achieve more accuracy, they probably have a lathe, which they can turn down shoulder or bore the cone to whatever they want ![]()
Let me see if I can include a purge fitting without creeping the cost. It might not make it into the prototypes, but I think it’s a good suggestion.
5 Likes
Wouldn’t you just drill down the center of the bolt for purge? have a fitting that plugs into the socket? I don’t weld, so have no feel for needs of purging.