This jig is really popular. I’ve seen this type of aluminum extrusion jig starting with Arctos from years ago and alotof people are using similar designs. RIP to the guy who blogged about his bike building journey. I read his blog up to his end. Sad. He seemed like a really good human being.
Anyway, I think we should examine these aluminum extrusion jigs. When you connect one extrusion piece to another extrusion piece, it is really hard to get the alignment flush. For ex: see this Pithy video. Start around 7:10 mark. you can tell that he has difficulties getting the aluminum extrusion upright arm flush with the main aluminum extrusion arm. Surely that hurts the accuracy of the jig because The head tube cones might be a little askew.
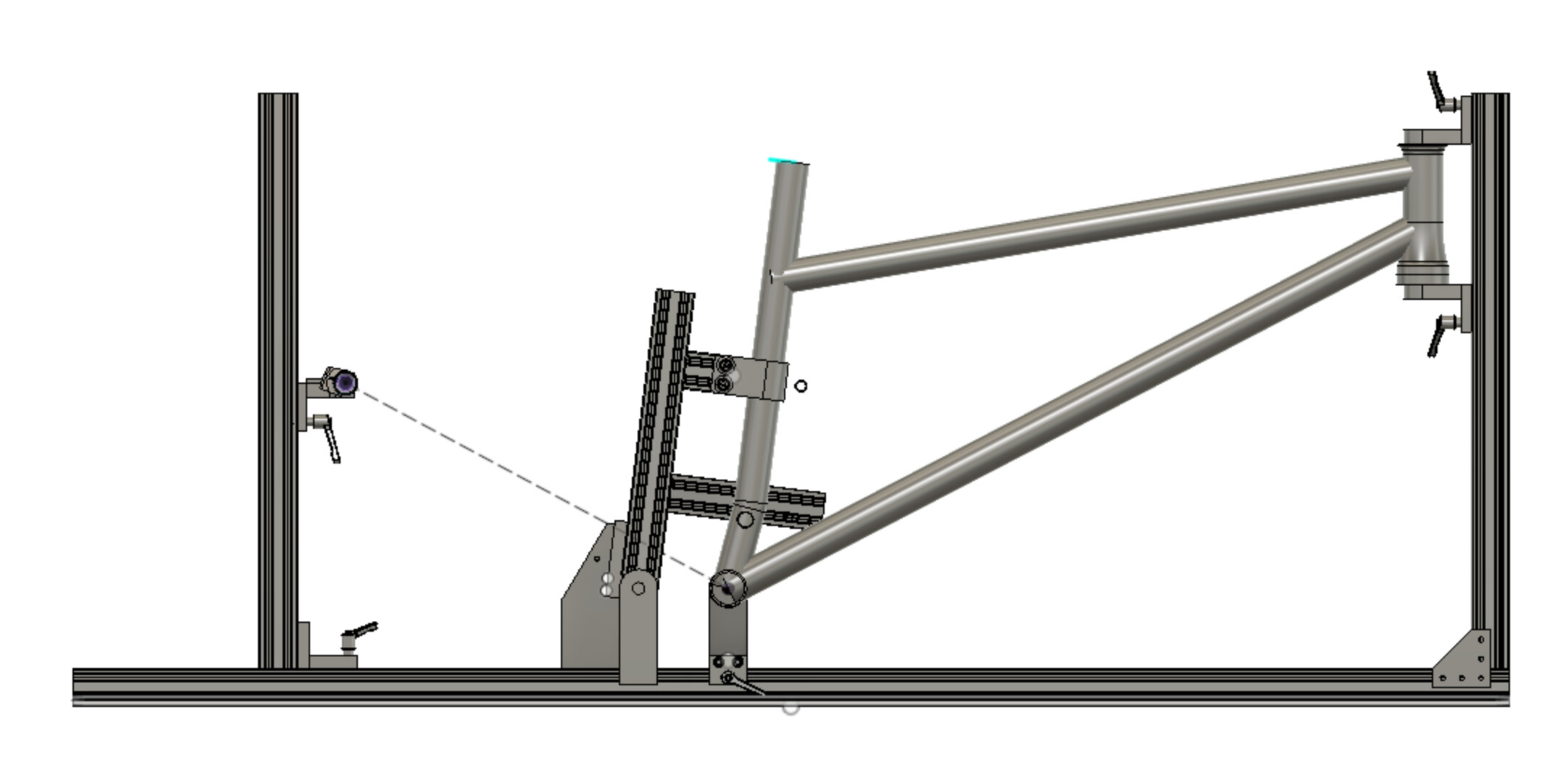
Just wanted to chime back in with a quick update on my fixture build! Above is the CAD that I’m building from. I added another beam coming from the Seat Tube mount that can be used to locate full suspension pivots.
I’m learning a lot as I machine and assemble this- there is a lot of room for improvement both in ease of assembly, easier-to-machine parts, etc. I’ll reflect these changes in V2 before publishing the files. I think I’ll design one version intended to be 3D printed, and another that is either machined/ SCS-able.
All that said things are going well, and I’ll be able to upload pics when I get back into the shop later today. I’m gonna try my hand at DIY anodizing the machined parts this weekend- wish me luck lol
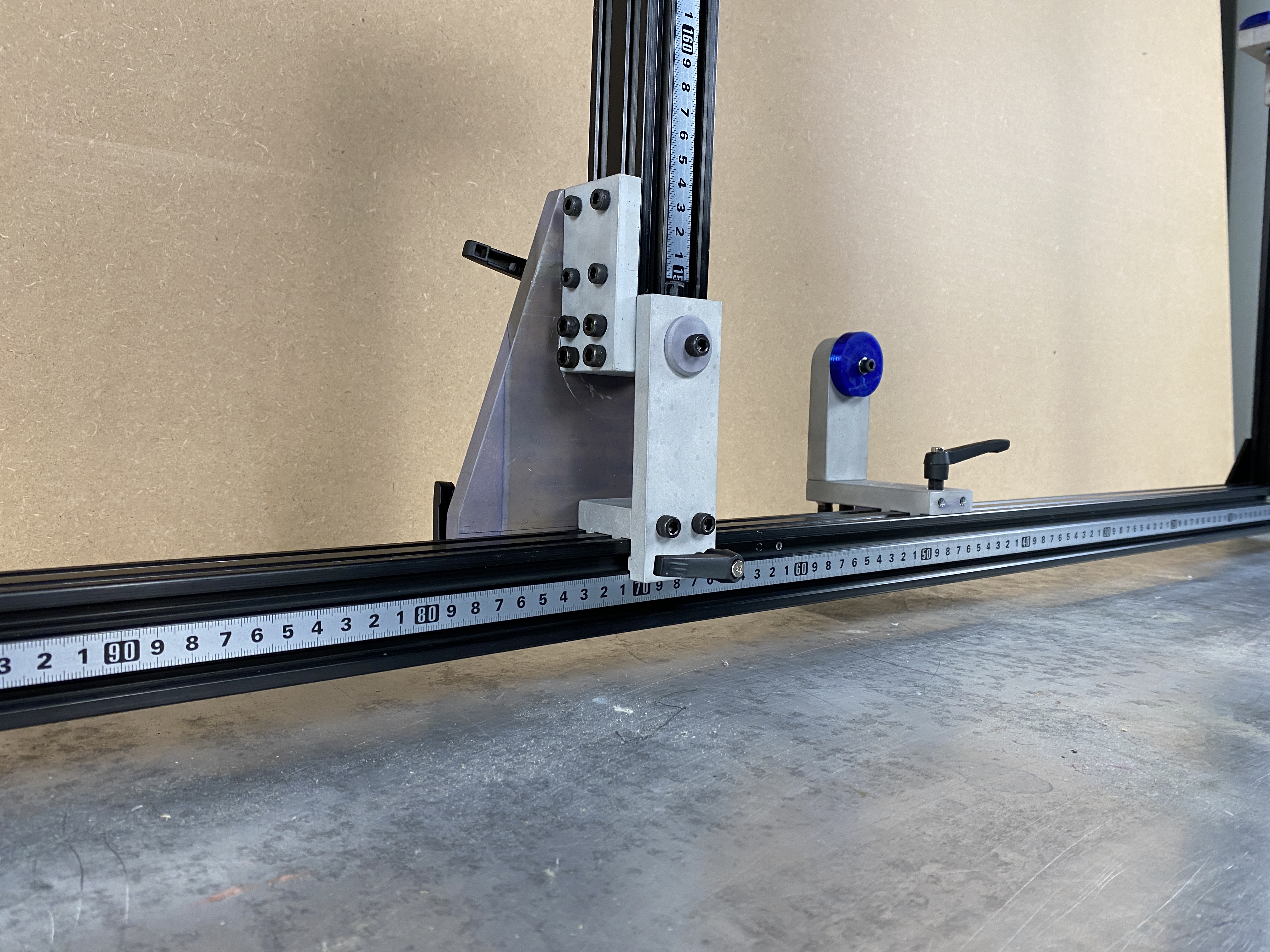
nickhiti1, your jig looks good. I like the bottom up jig design for better welding/brazing access to the joints. May I offer a critical question? Why did you not constrain the 90 degree aluminum extrusion upright for the rear dropout in the same manner as the way you constrained the 90 deg aluminum extrusion upright for the head tube support? Usually the 90 degree connectors constrain in only two dimensions. We want there to not be any side-to-side slop that makes things slightly off-center when you tighten down the bolts to constrain the 90 degree aluminum extrusion bolted to the main horizontal beam of your jig, but you didn’t use a aluminum extrusion connector on the rear upright to constrain the side-side plane as you did for the front upright.
The link above to my other reply talks about this problem and Pithy video I mentioned in that other reply better illustrates the problem with getting things perfectly on-center with these aluminum extrusion connectors. Here’s also a good page describing the idea behind constraining all planes in an aluminum extrusion connector. It’s about a 5 min read, but offers some good basic info.
It’s not shown in that image, but that connector is machined to be fully indexed with the channels of the extrusion. It is able to slide along the extrusion with close to zero play or twisting. It can’t be fully constrained like the head tube mount, as it has to adjust along the length of the bottom rail.
That said, I did order extra angle brackets to fully constrain it if any issues arise. If that’s the case, it will have to be tightened down post adjustment.
Ahhhh! I think I know what you mean when you state the difficulty of constraining all sides of your rear 90 deg aluminum extrusion joint where the main beam interfaces with the rear portion of your jig. Since that portion is movable, it’s more cumbersome and time-consuming to unscrew all the bolts to move the joint further forward or backward when you are setting the chainstay length. If that is what you meant, yes I totally agree. However, I think you could still do a better job of constraining the rear and even front portion of the jig uprights. Check out this picture for a better illustration… https://www.instagram.com/p/CoS6bJWIY26/
Oh BTW, here is another good article on Hackaday that explains this phenomenon of angular slop that is inherent in these aluminum extrusion jigs and how best to minimize that slop and make a jig design more accurate. Pay close attention to the descriptions of coplaner slop, angle slop, and pitch slop. The article describes how to best eliminate those types of slop in the aluminum extrusion joints. See here…
Thanks for the link! You’re right, the rear slider probably could use a bit more constraining to be on the safe side
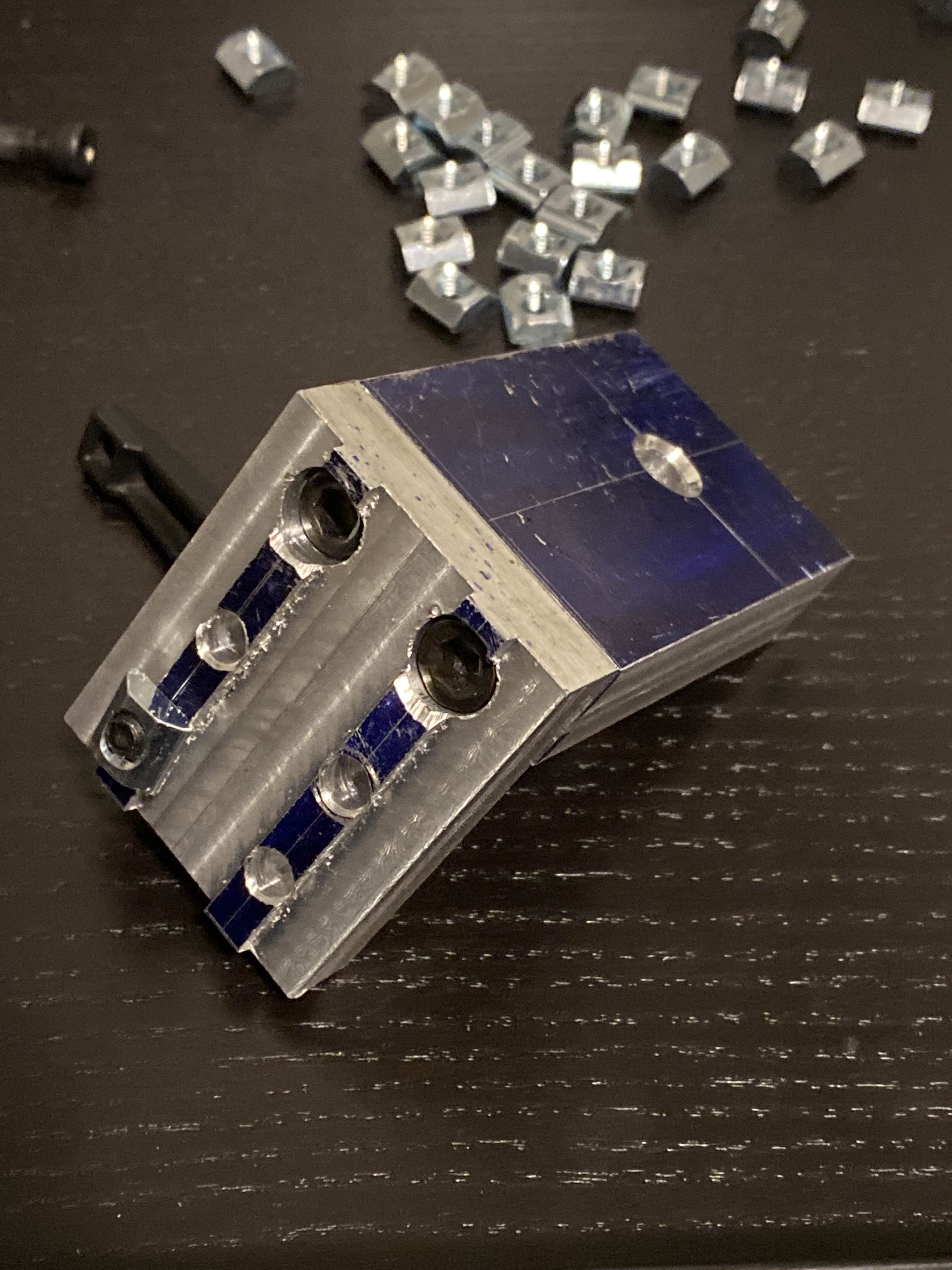
The image above is the profile I’ve machined into all of the sliders and brackets. This one is for the head tube slider, but the channels are the same for both pieces of the rear slider. Ignore the burrs on this one haha
Genius minds think alike
I’m using a similar way ro index the sliders. Mine featues keystock bolted into machined slots on the back of the sliders, that then index into the t-sliots of the profile. This enables me to adjust the “snugness” of the fit by bolting on the keytock out of line ever so slightly!
That looks fantastic! How were you able to get the key stock and groove that you machined into the aluminum to be so dead-on in-line with the aluminum extrusion slots? Is that manual or CNC machined? Did you do the machining yourself? BTW, what material did you machine the black sliders out of?
I chose one face of the aluminium bar stock as my reference in the beginning and did all the machining in one setup on my little manual mill… The key stock is avalable (at least in Germany) in precision drawn dimensions in C45/AISI1045, where one of the two dimensions is manufactured to h9 accuracy (+0.0 -0,036mm) so that’s more than good enough to go into an extrusion slot that can be up to +0,2mm bigger than spec
The black color is from I think it is called “cold bluing” in English (Brünieren in German)
If I were to do it again, I think this is the route I’d go. It was a pain in the ass having to mill away so much aluminum for the guides. Another user above did something similar, but with precisely located delrin pins that also seems like a great solution
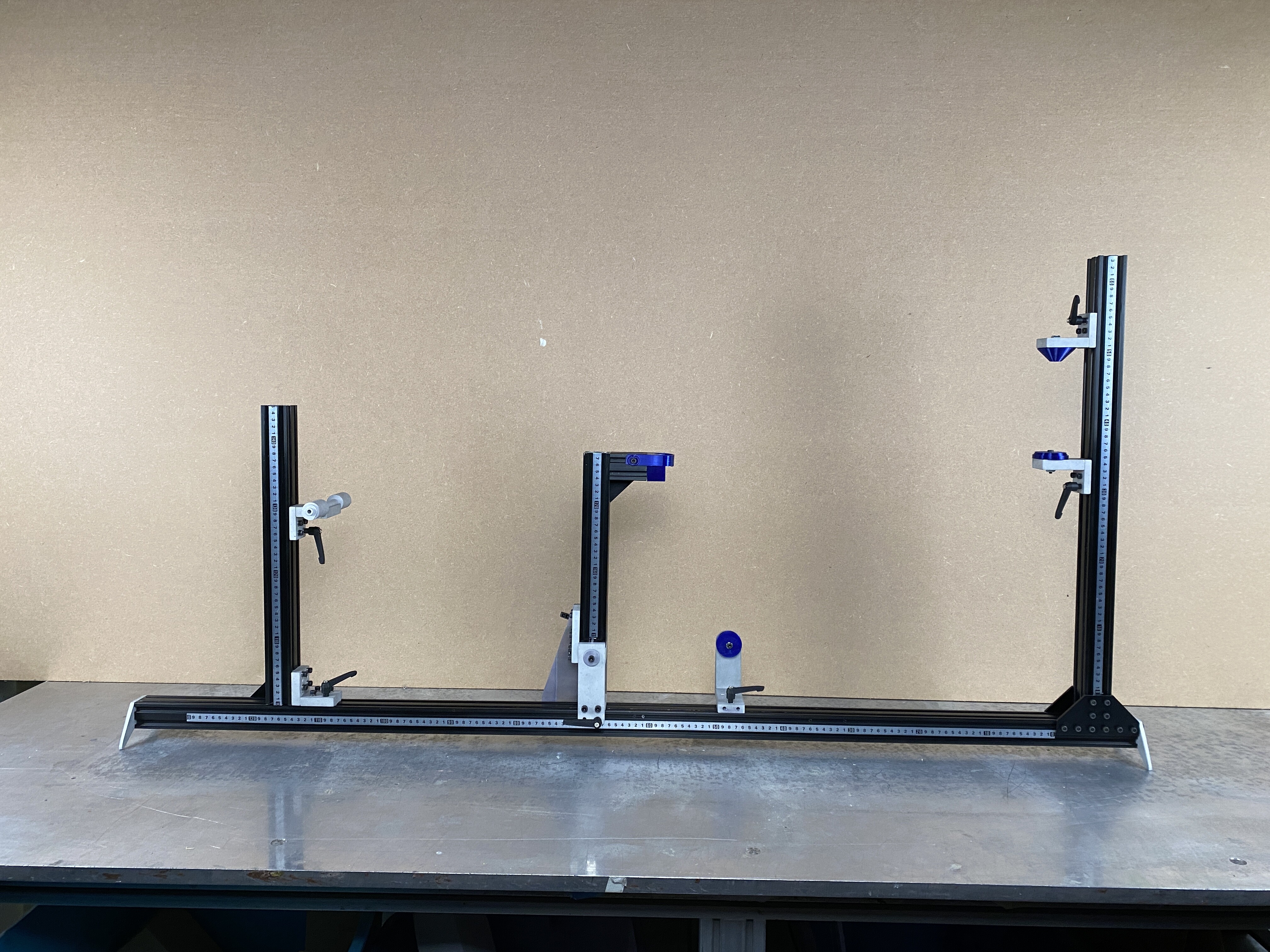
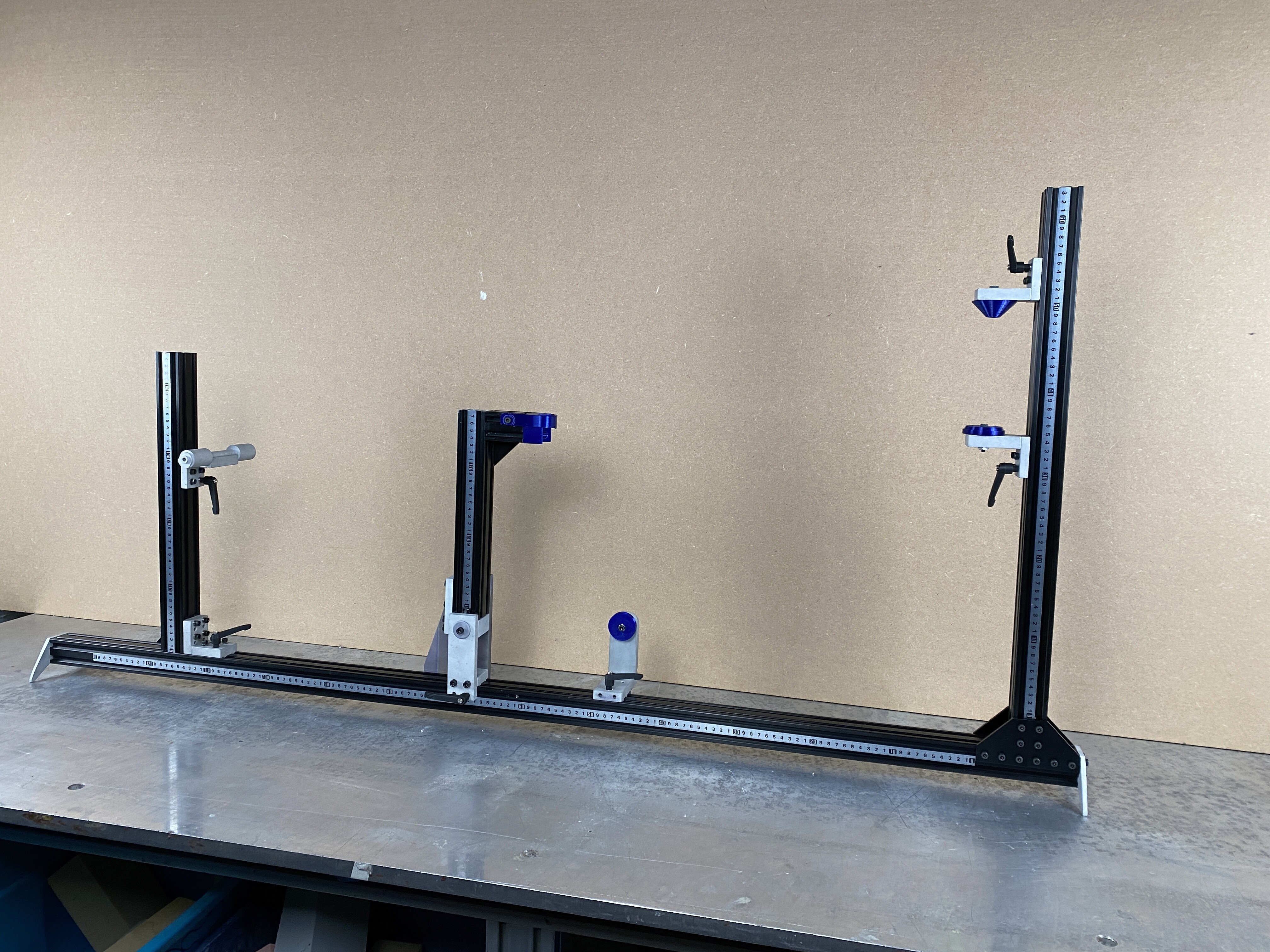
Built up just in time for the school review tomorrow! Still needs a few odds and ends but so far so good. In case you didn’t notice, anodizing was a complete failure haha
The feet designed in that way will put a twisting force at the base beam, it could be nothing or it could bend it, depending on weight.
I would change one of them with a single point so it can pivot if need be.
The jig from TBA has the 3-point feet (if you need inspiration)
Also, I know that those extrusion flex as I built my car rack out of them (given yours seems a little thicker), my length was 50in, that seems longer, I would design some sort of middle foot (single point of contact) to be placed in the middle, if could be as easy as a plastic block, OR I would use a bigger extrusion.
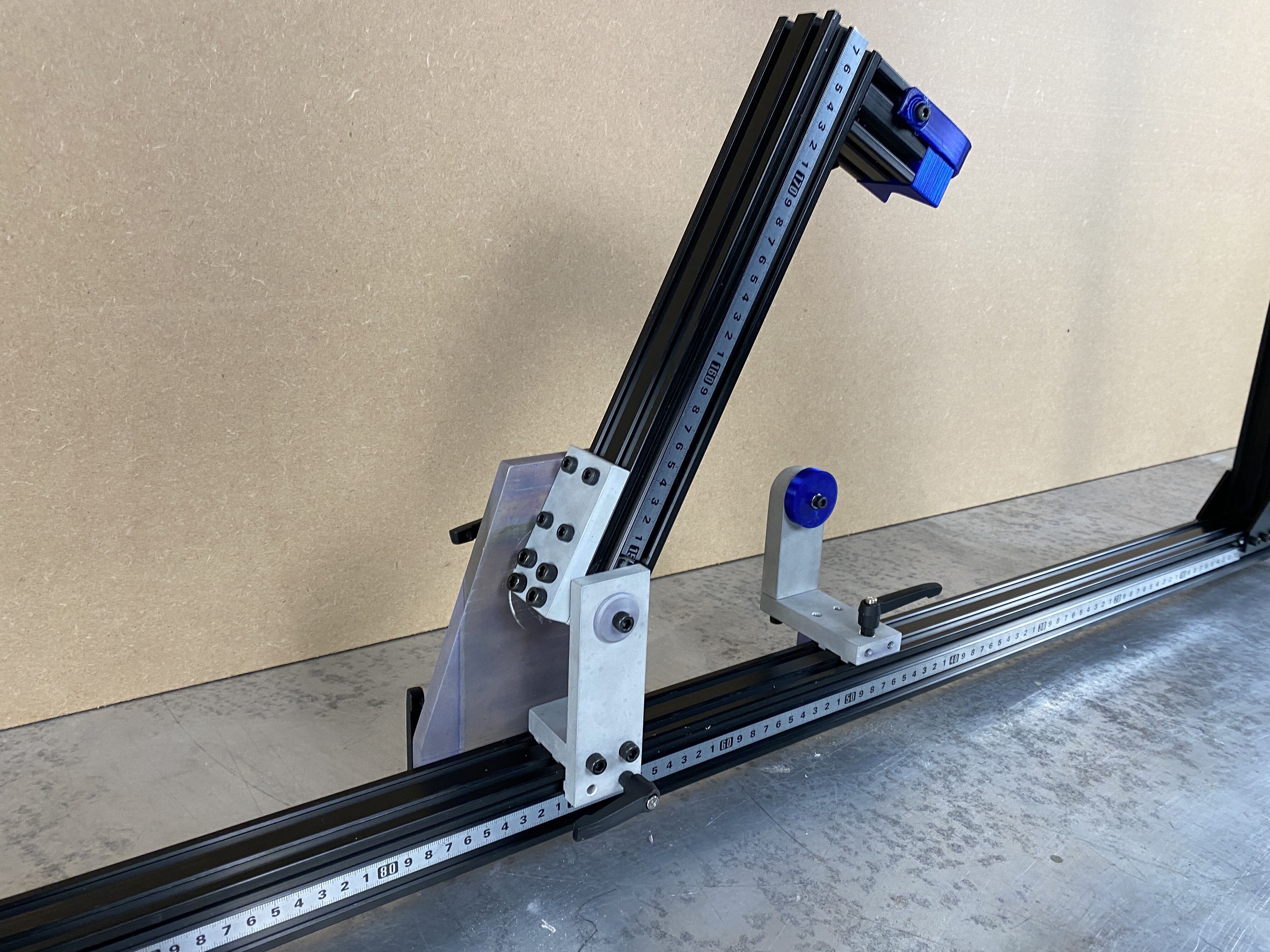
Good call @Matt. I’m not happy with the finish of these feet, so it’s an additional motivation to whip up a tripod base.
Later this week I’ll hook up an indicator to measure the flexing. Worst case, a little thumb-screw adjuster could give it some support. Both my project goals and personal broke-ness necessitated keeping costs down, but I think using 8040 for the bottom beam would be appropriate
Hey Nick, it turned out pretty good. Nice job. I think you could do a few cheap things to improve the accuracy of the jig, but all things considered it’s looks really well designed. I agree with Matt about the stiffness of these aluminum extrusions. I have a non-air conditioned garage and one day I noticed that one of my extra aluminum extrusion long pieces that I had laying around was not as straight as it was years before. It was a long piece that was extra thin like yours. I had it leaning up against the wall. I think the heat and humidity bowed it slightly. So, Matt I think is right. Go for a little thicker. Doesn’t matter now. It’s built and looks good. Keep it out of the heat. I’d add a 90 degree support to the front upright to constrain is to exactly 90 degrees. And maybe add some side support to the rear upright to constrain the vertical planes, but again. Those are minor things. Jig looks good!
I like the seat tube support you have there with the v-block. The way you have it oriented, the seat tube should always be in the center plane of the head tube (ie, bike centerline). Good job. However, since the v-block doesn’t appear to be adjustable to the left and right of the centerline, how do you ensure that the v-block isn’t a tiny bit slightly off center from the bike centerline? And is your workholding piece for the bottom bracket shell made for 68mm bb shells? How do you adjust it for different width bb shells (ie 73mm, BB30, PF86, PF92, T47, etc, etc, etc)?
Looks great! Love it! I’m sure you will write a report on it, but I am curious to know the cost, weight, and range of bikes you can build. I don’t know how to qualify that, since the stack, reach, bb drop, etc… are all coupled together.
Very interesting. That goes against the mechanical properties of aluminum Were these T-slot extrusion or angle bracket style strips?
Maybe there was some residual stress in the aluminum after it was extruded?
The aluminum extrusions that I think are warped are of the t- slot extrusion variety. I was told recently by a carpenter to never store solid core doors angled against a wall vertically because over time the door can actually warp. And then, when you go to install the door, you have more problems getting it installed to open and close appropriately. Well, I did just that… store a bunch of doors and lumber vertically, including a few cast off alu extrusions pieces. I had some extrusion material also stored in the same manner, angles vertically leaning against a wall in a hot garage for a few years. It’s just my guess, but I think the heat and humidity over several summers has slightly warped the extrusions. Now that I think of it, possibly it could been the weight of some lumber on the extrusions, but it really wasn’t a whole lot of weight. I’ll see if I haven’t thrown the extrusions away and take a pic later if I still have it.
There’s a local framebuilder here in Edmonton that I believe is using this chopsource jig kit. Probably comes in well under $1000 once you buy the necessary square tubes