I’ve been designing a bunch of custom parts for my first frame to be 3D printed in 316L stainless steel, but does anyone know how the strength of printed stainless parts compares to cast steel parts?
I’m talking about dropouts, lugged BB shells, lugs and lugged fork crowns. Not sure if I should stick to the wall thicknesses they use in cast parts or whether I should go thicker.
I went through about as much info about printed parts on the forum as I could find but I don’t remember seeing anything specifically comparing the two.
Several posts in there touch on the fatigue life topic and the TLDR summary is that fatigue life of a printed part is likely worse than that of a cast or machined counterpart. Increase wall thickness or add design features such as reinforcing ribs accordingly.
Surface finish will also affect the ultimate fatigue life of a part.
I think that these days most lugs are produced using an investment casting process, which likely yields material with better fatigue performance than additive manufacturing processes. It’s hard to say how much stronger they are because both are highly dependent upon process parameters which vary from vendor to vendor, but both are going to be weaker than wrought material. Specifically, they’re both negatively affected by porosity, inclusions, variable microstructures, and residual stresses, it’s just that AM parts are typically affected by these things to a greater degree.
Based on what you’ve written in your build log it sounds like you have a reasonable thought process for sizing things, especially noting that with lugged construction you won’t have to deal welded joints which also have a negative effect on fatigue performance due to property gradients, bead/joint geometry, and residual stresses.
For your prints, I would try to order a couple “witness” parts (printed on the same build plate if possible) that you test to failure using whatever means you have to break them. If they are completely fused and have low porosity they should strain quite a bit after yielding since you’re planning to use 316 SS. If they fail in a brittle manner I would scrap them and find another vendor.
I actually just received a cast fork crown that I intend to section to measure wall thicknesses, it might take a week or two but once I do that I’ll share some pictures here.
@e-RICHIE@KPacenti@bulgie, any others who have been around for a while and know lugs - has there ever been a history of lug failures, especially fork crowns, or do failures of lugged frames typically occur in the tubes themselves?
failures are often (more often than not) pilot error. some cowboy with a torch who doesn’t have the experience or intuitive ability to understand what’s happening where and or when everything is at temperature.
Yeah I found somewhere that Daniel mentioned a rough guide of using about twice the wall thickness of a comparable chromoly part, which is also the conclusion I made after some research but nice to see it backed up by someone with experience.
Holy cow a lot more than I had imagined! I guess I’ll be smoothing the insides of printed parts as much as possible as well.
Ooh good idea! I’ll remember that for when I order a few pieces to practice my brazing on. Maybe I’ll just add something that sticks out on my practice part to break off.
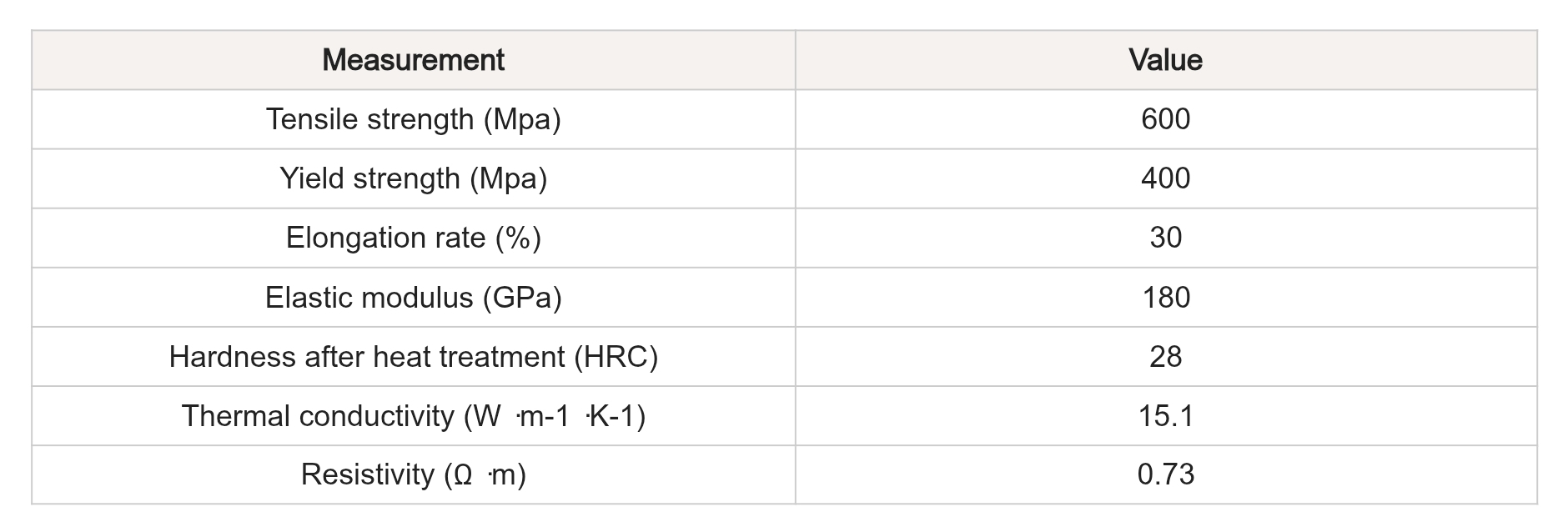
My first couple of parts (seatstay splitter for belt drive conversion) were ordered from JLC3DP and in theory they state 30% elongation.
That would be awesome, thank you! I’ve been itching to cut a fork crown apart to measure wall thicknesses but I don’t have a relevant fork crown at hand.
Re: make stress concentrations as small as possible: Last night I decided I wasn’t happy with the transition of the fork blades into the crown I designed so I decided to give the plug-style stuff a shot.
Alright, finally took some photos of the sectioned fork crown. The wall thickness is about 3 mm, and the leg cross section is roughly 15.5 mm by 22 mm. There are a wide variety of cast fork crowns out there, each with different geometry, so I’m not sure how representative these numbers are of other styles. This crown in particular is the Allotec A24 with 60 mm of clearance between the legs.
When I bent an off-cut after sectioning the crown it was ductile enough to be folded over on itself, for whatever that is worth.
It took a bit of effort, but I folded it using just hand tools so it wasn’t too extreme. I did the final compression using a Knipex 180 pliers wrench, and I think the extra mechanical advantage those provide helped a lot compared to regular pliers.