Bikes have been made with traditional methods for over 100 years. 3D printing in bikes has really only taken off in the last 5-10 years. There is still plenty to learn and explore.
Such a big rabbit hole to go down but now that I have expereinced the process and having my eyes opened even wider than before it’s definitely the way forward.
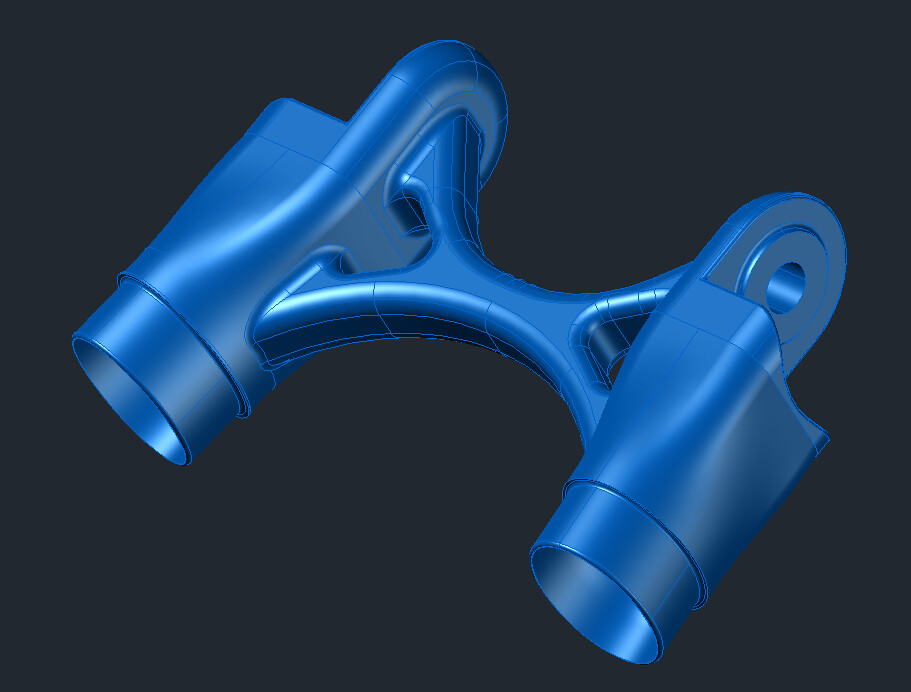
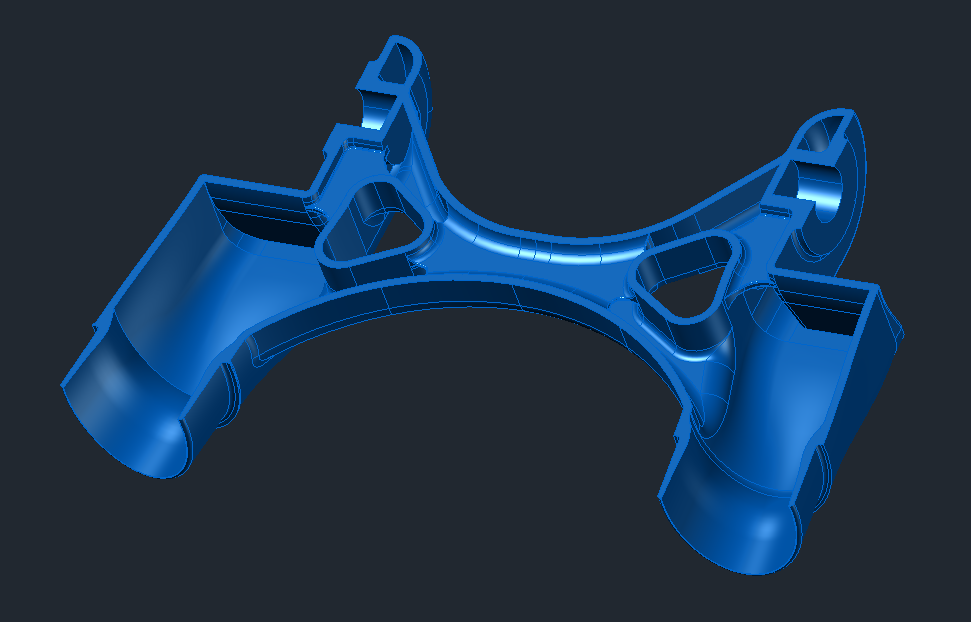
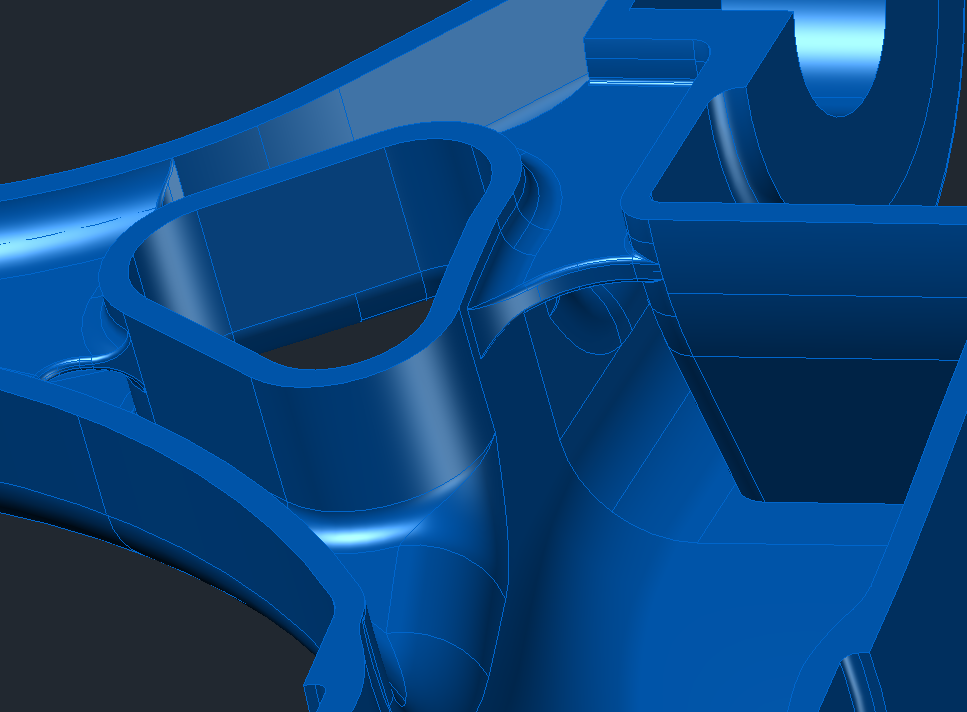
One aspect that requires a chunk of learning is wall thickness. Obviously FEA can help with that. I decided to go a little over designed with thicker walls and leave out the internal supports. I started looking into how bird bones were made up and can see how the internal ‘mesh’ is being used in a similar way. My idea was to have a honey comb style infill but it would have directional contraints as opposed to thousands of tiny skinny struts. Food for thought.
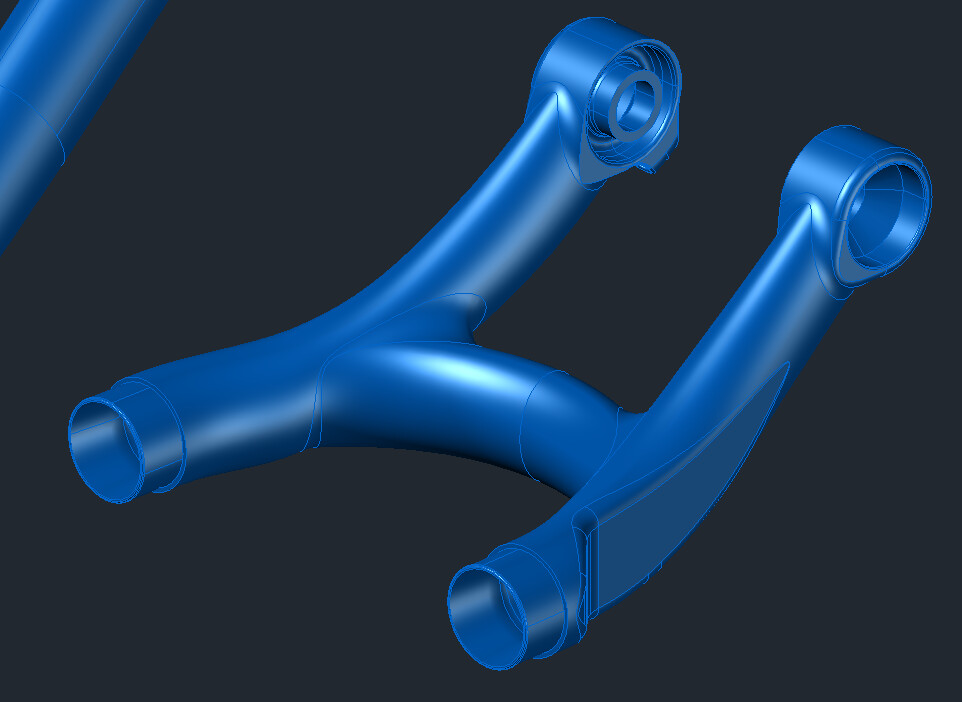
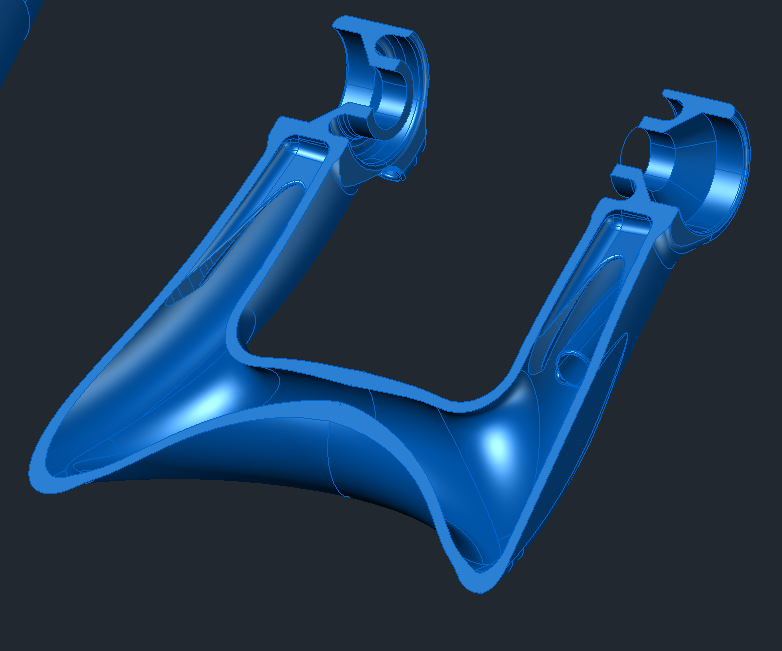
The yoke and rear rocker connection I’ve put internal stiffening ribs in as a crude way of providing some extra beef. Still lots to refine about them though
It could be but often those objects don’t satisfy the aesthetic look we are used to ie. ugly. LOL.
If you were trying to make the absolute lighetst part possible then you could definitely FEA/AI the absolute crap out of it but it’s diminishing returns in some cases. Super light bikes don’t last very long, especially when it comes to carbon. Maybe 3DP with thin skins and optimised lattice could prove to be incredibly durable and efficiant structures. You start to go round in circles though in my opinion.
I’m going into it with an open mind as much a spossible. There is a lot I don’t know about it and a bunch of ingrained ideas from a long time in traditional engineering and design that I need to park to teh side a little to be open to learning about it more.
Maybe you could specify the exterior shape and loading requirements (peak loads, cyclic loads, orientation/direction etc) and then get the AI to generate the optimal internal structure. As with any new tool it will take time and a lot of bad results before we start to get to even close to optimal (just think how far we’ve come with carbon frames, or steel for that matter).
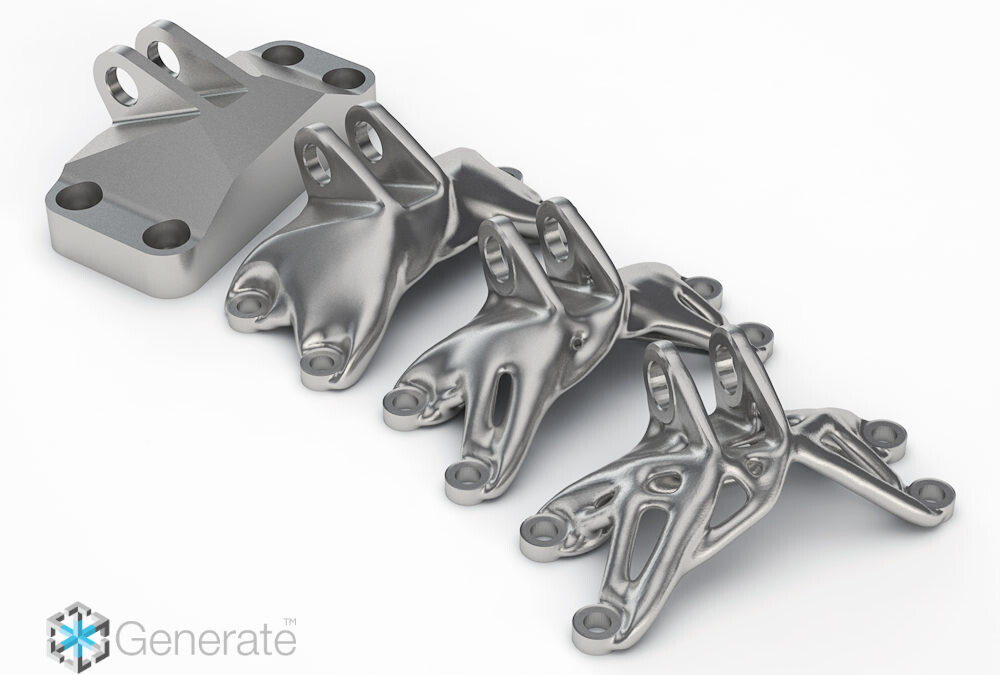
It sounds like you’re describing topology optimization. It’s not really AI, just an optimization problem, and it exists and is used in current state of the art engineering practice. The structures it generates are super cool and look to me like the structures in plants:
As part of my mechanical engineering senior design project a few years ago we attempted to use Sandia Labs’ TO software in a multiphysics problem to optimize the design of a 3D printed heat sink, but the technology just wasn’t there yet. It will be exciting to see how this technology gets used once it becomes more widely available.
I wouldn’t overthink the simulation tools. FEA, generative design, topology optimization, etc… relies on two things:
Accurate inputs to your model
Isotropic behavior (same properties in all directions) of the 3D print
It’s really hard to predict the loads that go into a bike. There are forces coming from all different directions and people can ride so differently. 3D prints are anisotropic. They have different strengths based on their layer orientation, print settings, feature size, etc…
And let’s say you went through all that trouble to create and validate a simulation, what would the net result of all that be? Most likely you save 10g of material and get a cool marketing story.
In reality, 3D prints will usually break because there is some physical feature that causes a print defect:
overhangs that sag
supports that break
parts that warp from heat
heat stress
floating islands
islands that don’t join together at the same time
features that are too thin to print reliably
It just takes one problematic feature to ruin a part!
I saw the Deviate guys walk by with this frame while talking to someone and figured I would catch them later. I didn’t, which is too bad as I would have loved to chat about how they like the cold fusion printing. There were also several Huhn’s and a lovely Sturdy at the Trickstuff booth. Had a nice chat with a Renishaw guy next to the Pilot bike and I think we both agreed that printed a complete frame is just silly since tubes are doing an excellent job keeping the printed parts together. It did get me one of the most beautiful bottleopeners though!
Also had a nice chat with the Trumpf (with F!) guys and was pleasantly surprised to hear their prices for leasing a used printer. We might have to look into that a bit further…
And I was fortunate enough to get a big bag of parts from Jens from 3dpbs at the Eurobike!
Some really cool stuff posted here! I’m excited to experiment with 3D printing some parts soon.
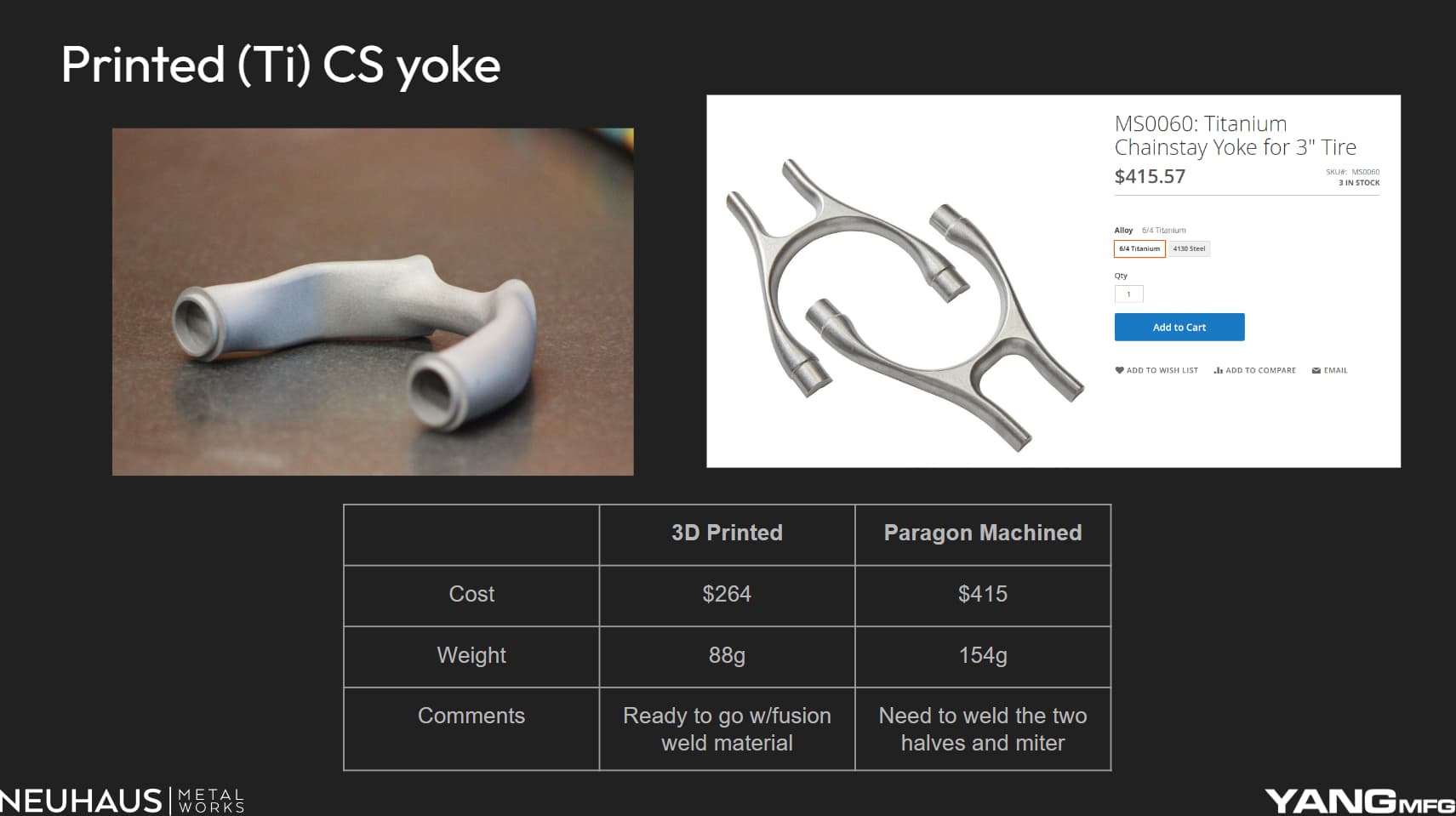
@Daniel_Y, I’m really interested in integrating a fusion weld lip into some parts, similar to your Ti CS yoke you posted. Have you tried integrating this lip in a 316L part?
I was an expert in this field in my former carreer, and I couldn’t have said it much better…
Numerical optimization is a wonderful tool and can be a real symbiotic technology for additive manufacturing, BUT…
requirements for a part aren’t always purely mechanical
the mechanical requirements must be known and specified in their entirety. Optimization is a specialization towards the requirements specified, and thus makes the part perform worse for every thing that is not specified!
while an additively manufactured part may solve a particular challenge in one area, it may very well present some new ones (as Daniel stated…)
This is not entirely true though. You can very well do a topology optimization with orthotropic material (this is how CFRP structures are optimized…) but there’s another but: In most scenarios it is not useful to specify a print direction, before you know the shape of an object. But if the print direction is not set, you have no clue about the orientation of your material coordinate system…
That being said… the anisotropic properties of SLM printed parts are usually single digit percent, which is wellwithin the general accuracy of a normal FEA model…
Would be interested what the goal of this might have been. Certainly not strength or material utilization in a mechanical way…
316L and mild steel do not create a strong joint if welded without a filler designed for joining this specific type of dissimilar metals. Er312 and Weldmold 880 are the fillers of choice for framebuilders when joining dissimilar metals, but there are a few others that are suitable as well.
Is the goal to create a smooth, nearly seamless joint or ease access hard-to-reach places?
Awesome, thank you for the advice! The main goal was to create a smooth, seamless joint. Are there some alternative methods you’d recommend (e.g. filler groove integrated into the plug)?
A flat, but still strong joint can be achieved with welder settings and technique. When I weld a tube to a printed plug I generally increase amps, reduce pulse time on, increase background, and increase pulses per second.
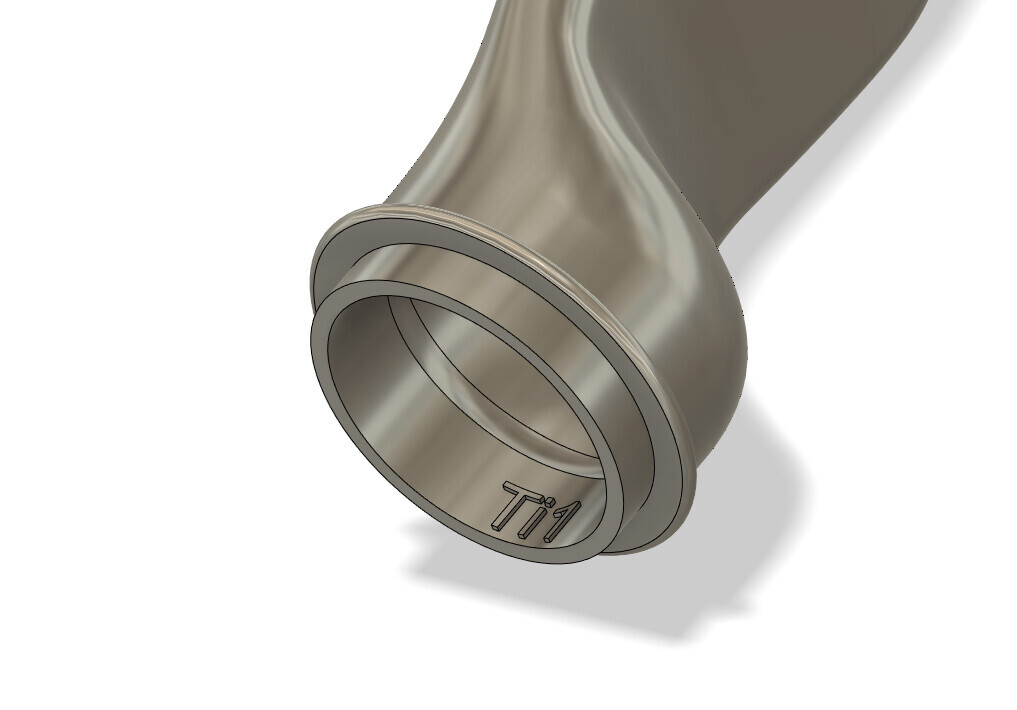
Here are some images of the fork crown I had printed for my steel gravel bike, the Cinder. It was designed to my specification by the talented Ralf Holleis of Huhn Cycles in Germany. This is the first generation, of which there are only two made. I decided to change to a socket style crown from a plug style, so the blade inserts into the crown about 20 mm. This will allow different brands, weights, etc. of 28x20 steel blade to be used. The crowns are 316L stainless and are silver brazed to chromoly blades and steerer. The design uses a standard straight 1.125" steerer but the crown creates a taper to 1.5" which makes the fork work seamlessly with the frame and headset that is designed for a 1.5" tapered fork. I’ve been told there is no structural advantage to doing this in steel, but I still think it’s cool and I like the flexibility it offers for using carbon or suspension forks.
@Daniel_Y I wonder if you have experience with both 316L and MS1 steels. It is being suggested that I use MS1 for the next batch of crowns as it is stronger and has properties similar to chromoly steel, whereas the 316L may not be strong enough for the design and would need beefing up. Thoughts? I would be happy to share more details if it would help.
Thank you, Eva! I’m pleased with it (and v.2 is going to be even better). It is primarily hollow, the only added support being a single rib across the middle of the blade plug section. The down side of it being hollow is that it’s a real challenge to heat the surface next to the steerer in order to get the silver filler to wick.