Just a confirmation, I know that once the metal gets hot it needs less amperage to weld but I am finding that it really needs a LOT less.
When you weld two tubes together, do you wait after each “weld” until it gets cold again? Like you do 1/4 of the way around, then wait until it’s cold then another 1/4 etc? Or you go at it while it’s hot?
Lots of factors at play here. I definitely lighten up on the pedal a bit especially without a pulser. Your speed and filler rate/volume are also a big factor. You are cooling your puddle with each dip of wire and the quicker you move there is less heat input. I think there are a few schools of thought about moving around the frame and welding sequence. I have always found more consistency in frame alignment when welding junctions in whole increments. I do this with both titanium and steel. My rational here being that I get better consistency in starts and stops as well as overall weld quality. I can go into more detail about this process if you would like, I would just need to collect my thoughts into a more clear and concise explanation so I don’t over complicate things.
Red or Thoriated tungsten is especially bad, but any foreign particles entering your airway should be avoided. Warnings are issued when the level of bad exceeds a certain threshold, but a lack of warnings doesn’t mean other similar products are harmless.
During the UBI titanium welding course, they brought one in for the class to use. Apparently it made the most sense to use that versus going through several normal gas canisters. One thing to be aware of is that it’s constantly offgassing (iirc) so you’d want to be using it pretty regularly to make the most of it.
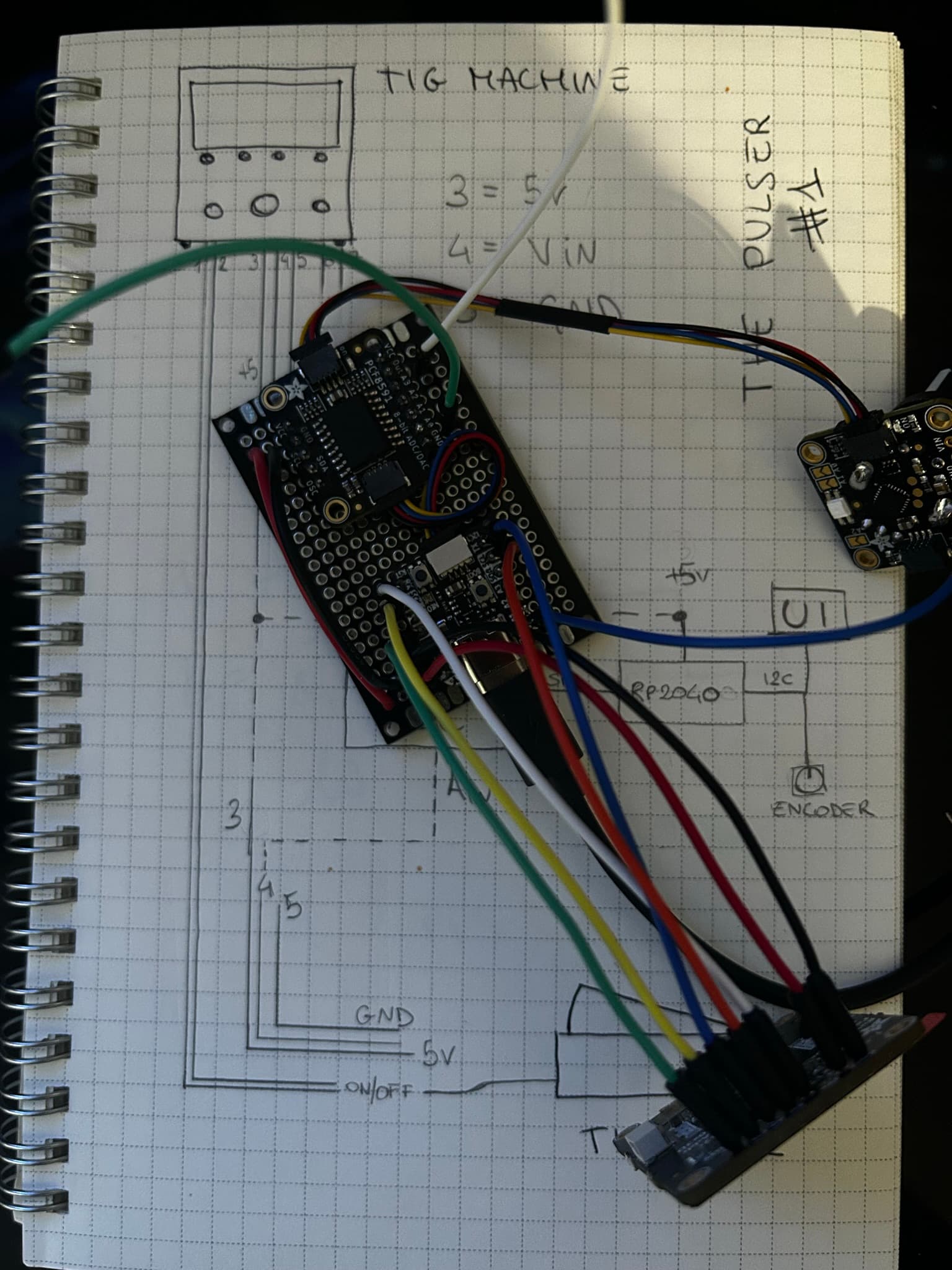
This little guy goes inline between my machine and the pedal, it’s configurable and although it’s my first draft, it seems to work (on paper) - I need to work on an enclosure and then I can test it
So, for reference, I run the welding program at a community college. We went through and estimated changing over to liquid argon, since we use a LOT. During our TIG semesters, we have roughly 20 students per shift welding in the morning and night classes. We run though about 4 or 5 330 size bottles every day.
Reason I say all of that, is was still cheaper for us to run bottles than go to liquid, due to the losses. I’m sure that may vary depending on your supplier though. I’m over in NC, btw.
But if you’re mostly concerned about purity and consistency, your gas supplier should have Ultra High Purity argon available. Obviously going to be more expensive though.
In my experience, it’s just not worth it. However, you sometimes will get a bad bottle of argon. Our supplier is pretty good about making that right with a new bottle though whenever that happens.
My current supplier on bottles is really good and consistent. I can’t remember the last time I received a bad bottle from them and I go through probably 3-4 a month.
I have yet to finish it - waiting for parts - but yes, I will upload everything here, I will make a dedicated post and share hardware designs and software
I 3D print this grinder for my Dremel and use a diamond wheel. It’s not perfect and but given the price of a real tungsten grinder it is a huge improvement over a bench grinder!
Another plug for a 3D printed tungsten grinder for a Dremel with a diamond wheel. I really like this one because it uses collets for the guides that also serve as heat breaks.
Hello, I just want to ask for your opinion for welding 3D printed parts from stainless steel to stainless steel tubing.
Printed parts have a 5mm plug, which goes inside the tube. So this joint is basicly lap joint. Did you preferd to do 1 pass or 2 pass weld for these types of joints?
PS: I am self learn “welder” so I am sorry for a maybe a silly question.