I don’t know if I have much advice. I guess the most important thing in my opinion would be to start modeling with a clear idea of what you want. For me this means start with free hand sketches before anything else.
The multi step process with me curing both halves separately is purely down to process reliability. I messed up two front triangles so far that i tried to make in one step, and then had a bladder pop. But in the one step process as soon as you close the mould it’s just a black box and you don’t know what happened. With the two step process i think i can react and open a tool or what at any point in the process. It would be preferable to bond everything in one go, but if it is good enough for actofive to bond two aluminum half shells, then it should really be good enough for me. I will have a much bigger bond surface and with the taper in the layup a much smoother transition in stiffness. Also bonding aluminum is hard.
In some areas i have bonded aluminum inserts, but most bearings seats will directly go into carbon.
Sorry I wasn’t that clear but I meant more of tricks for molding the carbon into the square edges. Are you using similar tools to the one in this image and carefully debulking the face fabric prior to adding the inner plies? I bet that would be a pretty tough feature achieve with a closed mold and bladder process.
The bonded halves shouldn’t be an issue, just will be a little bit heavier. I can’t imagine how frustrating it must have been to have multiple failed front triangles.
With the bonded aluminum inserts what are you doing to prevent against galvanic corrosion? Interfacing with prepreg glass fabric? I’m struggling to find common solutions compatible with prepreg processes. Or is this less of a concern than I’m making it out to be?
Yes I do have a couple different dabbers and do a debulk after the first layer, and then every couple layers (usually just between work sessions).
Honestly I don’t think this is perticularly hard if you work the fabric from the inside out. This is certainly a big advantage if you do the layup in the mould rather than a mandrel that is then placed in the mould as it is usually done on large volume production frames. I agree this would be a highly problematic area then
I do wonder about how problematic galvanic corrosion is as well. My plan to deal with this is with a controlled bond gap of about 0.3 to 0.5mm and using an adhesive with glass beads that physically block direct contact between metal and carbon. A thicker bond line is important also to reduce shear loads due to different CTE.
Are these inserts bonded into the molded/cured frame? Do you know of any standard methods for molding inserts directly into the carbon that prevent galvanic corrosion?
Damn those renderings look awesome! I’m pretty excited to see this project come together.
metalic inserts are going to be bonded into the cured frame. I feel this is a better solution mechanically as this allows for use of a toughened bonding resin over just the laminating resin, and you’re able to control the bond line thickness which helps with reducing stress at the interface due to external forces and shear stress from different CTE.
avoiding galvanic corrosion when bonded in one step can be easily avoided by having glass fibre at the interface tho.
After more failed attempts i ended up making heavy silicone bladders. I modeled the inside shape of the tube with an additional offset, then 3d printed the result, brushed on multiple layers of silicone, removed the print by cutting it open locally and then doing a patch repair where i cut it.
Worked out well in the end, but bit of a shame as the frame wasn’t designed for heavy bladders i think one of the two will not be reusable…
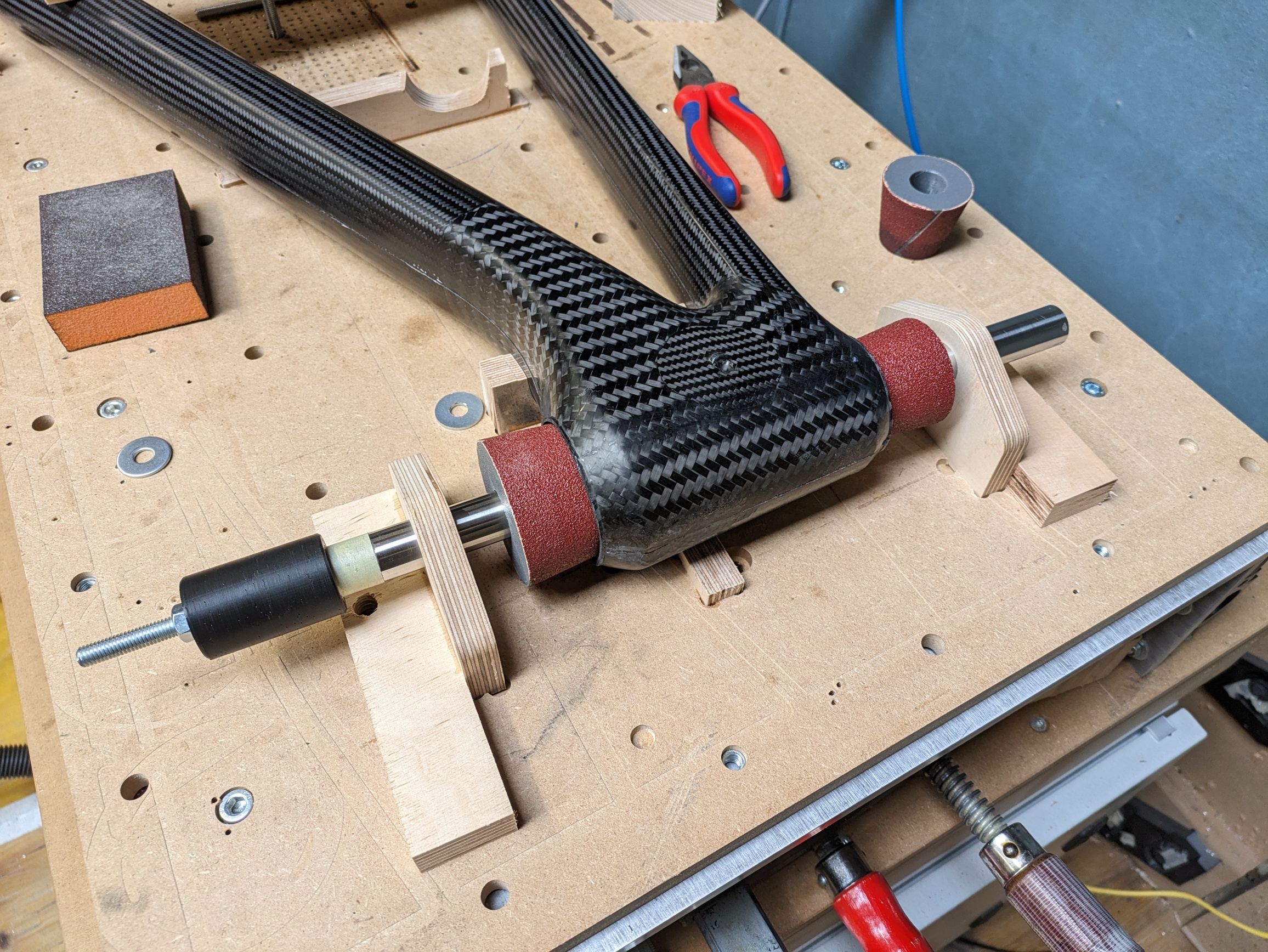
This is what I came up with to sand the head tube to prepare the zone to bond an insert in it. This was done in the same setup as the machining of the drive side bearing seats, and as the pockets for the Jig was machined with the rest the alignment is as good as my CNC and everything remains in one plane.