If this is day 10, the welds are going to be fabulous in 20 days!
3 Likes
Day 13ish- I wanted to make progress on my Yoke and was short on time. Welding heavy metal is supposed to be easier… That wasn’t my experience ![]()
Back to regular programming tomorrow.

5 Likes
With the thicker material, just add more amps (I’d say 120 or so for that thick), and don’t forget you’ll have to push more filler. If you’re still using the 0.030" or 0.040", that will work, but you’ll have to push quite a bit with each dab. Or you could use 1/16" if you have it.
You’re not going to blow through on that, so you can really give it the beans and go slow. Let that puddle wash out and fuse everything together, then add filler and move on!
3 Likes
Day 13 part 2- steady improvement but I need some help
#1- I need more metal! I probably have 5 days supply left. If you have any drops, I will be happy to pay shipping
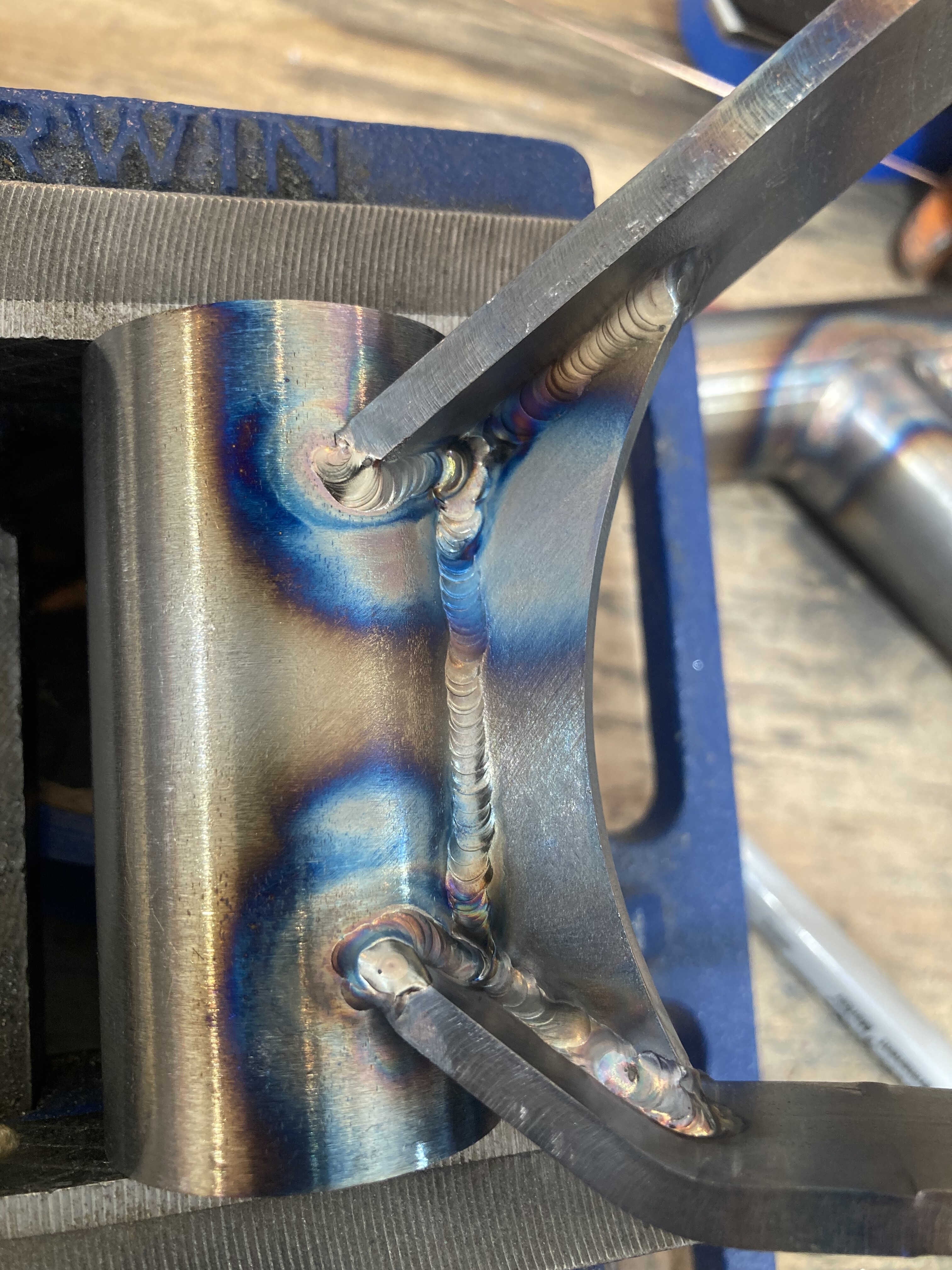
#2- The acute angle area of the joint is making craters on the inside of the solid tube. See picture 2. What do I need to do to improve this? More filler? The outer part of the joint looks good. Seems like a good way for a frame to fail…


5 Likes
Don’t stop in the acute part of the joint, bring the bead around to one of the ears. If you absolutely must stop then add a bunch of filler and slowly back off the pedal, I tend to pull the arc back over the last weld as I back off. Swirling is another good technique to avoid craters.
2 Likes
Day 14- regression lesson
I learned a valuable lesson on the relationship of torch angle and gas coverage. I had slightly more stick out than usual and was lazy with torch angle and found myself with hazy gray welds. Pushed my tungsten back a bit and corrected torch angle and everything got shiny again.
Improved on acute angles from last night. I didn’t leave the craters on the inside of the tube. I need a lot more filler than I expected and I need to be careful the puddle melts the rod rather than the torch. This is hard to figure out with the longer arc these joints make me use.


4 Likes
Day 15- Half way there- Presented by hard mode.
I wanted to try a hard practice joint. I left the whole tube on during welding to better simulate a down tube/top tube. I immediately remembered how frustrating these joints are. This was better than I could have done in the past but the acute angle is still tough. I also keyed out trying to tack weld ![]()
Tacking out of a fixture is tough!


Does anyone use TIG goggles in tight areas? They seem like a good idea but I wear glasses so I am not sure.
YESWELDER True Color Auto Darkening Welding Goggles,Wide Shade Range 4/5-9/9-13 with Grinding, Welding Glasses Welder Mask Welding Helmet for TIG MIG ARC Plasma Cut Amazon.com
4 Likes

2 Likes
Day 16- more practice, still getting stuck and overheating the acute angle.
Time for a few days off for some bike riding!
2 Likes
Maybe I don’t try those ![]()
It looks like there are solid lenses that fit my brazing goggles. That might help for those oddball situations.
A friend of mine welds pipe on submarines, they’re frequently in tight areas and use a fiber hood similar to this. Theirs might be slightly different but same idea, better for tight areas, lens closer to the face sort of deal. I don’t have a ton of experience with the hood he uses but will try to get more detail next time I talk with him.
1 Like
I recently got myself an Optrel WeldCap which I think is a really good product. I mainly bought it because it is more affordable than their full masks, but I really like their automatic screen technology, I can see very well through their lenses.

It has been specifically designed to be used in tight environments where a full helmet can be a bit cumbersome
3 Likes
Best thing you can do is just get used to welding in less than ideal positions and with poor visibility. When welding anything IRL you will rarely have perfect positioning and view.
4 Likes
Day 17- after a long weekend hiatus riding bikes I am back at it.
TIG welding is like riding a bike, take a few days off and you loose all your skills ![]()
Still undercut in the acute part of the joint. I struggle getting my tungsten in there without touching either wall.


5 Likes
Day 18- valuable lesson about weld direction.
I am doing “Hard mode” with the tube still on the miter and tight angle. I have been welding counter clockwise around the joint which doesn’t matter when the joint is cut off and I have full access. I really struggled to get into the joint with the whole tube in the way.
Tonight I want to weld clockwise to see if this makes better access. I need to figure this out to save frustration on head tube welds.
I am also doing a laywire in the tight part of the joint. This is helping prevent touching the tungsten and getting more filler in the joint/less undercut.


7 Likes
Day 19- This is the best joint yet! Changing my weld direction made a huge difference in the tight area. The heat distortion on the backside is much more even.
What causes the ripples in the freeze pattern? I’ve been looking around and don’t see it in other welds.


5 Likes
The ripple is caused by a more liquid puddle while traveling. I get it on the welds where I am running a higher background current.
3 Likes
That’s what I thought after watching some videos of tig puddles. This seems to happen when things are flowing nice and I am actively dipping the rod in the puddle.
This is not not pulsed weld. And I feeding too much filler? I am going to try to switch to a 30 degree grind on the tungsten. I’ve been doing a 45 degree.
2 Likes
I’m not sure what a 30-deg angle equates to but I try to keep the length of the grind to 2 - 2.5x the thickness of the tungsten. To get a better feel for this when I was first starting I just put a piece of blue tape on my grinder with a set of marks for 1/16" and one for 3/32".
You may find that slightly blunting the tip is necessary when you go to a more acute angle. On my welder I find my low amp arc starts wander if the tip is too sharp. If you do blunt the tip be careful and definitely wear eye protection if you’re not already. I have accidentally shattered an electrode or two and at least one bounced off of my glasses.
Day 20- Huge improvement thanks to @ElysianBikeCo ! By far my best inside joint yet.
I switched to 30 degrees and slightly blunted the tip. I did not realize how unstable my arc was before! This is an amazing change.
Below is my grinder, it’s a 3D print from thingaverse. It took some custom shims to make work but overall it does what I need. Even has a hole in the top for blunting the tip.

This is my 30 degree grind. No clue how accurate but the 45 seems about correct.

Lastly is the joint I’ve done better on the major angle but this is the best acute angle yet. I’ve even got good enough with the grinder I didn’t have to file this one at all ![]()
The weld still has the ripples though. Not sure what’s going on.


As an added bonus, I welded to yoke for the newest build. .190” is a lot easier than .035!
9 Likes