It’s time for another thesis project! You might remember the last thesis project we did together with Tommi for our Bachelor of Engineering. (Kovabikes) Thesis project: Machining a full suspension enduro bike
I managed to burn the candle at both ends getting those bikes finished and having a full time engineering position at the same time. However as soon as we were done with the project and I suddenly had all this spare time left, I convinced myself it would be a great idea to apply for a masters degree and do it while working full time ![]()
So here we are. All courses completed and with only a thesis to write.
I’ve been a bit worried about the choice of adhesive in our bikes since it has quite drastic drop of joint strength at elevated temperatures. I did underestimate the upper end of the temperature range that bikes can experience in direct sun exposure or when stored inside a van. I realized this last summer and while it’s quite easy fix to not store the bikes inside the van or just let it cool down before riding, I also had other concerns regarding the effect of environmental temperature cycling.
I managed to convince a Professor of composite materials and solid mechanics to approve my own topic for the master thesis. Preliminary title of the thesis is “Effect of environmental thermal cycling on the shear strength and fatigue life of adhesively bonded CFRP-aluminum joints”
Unfortunately the scope had to be narrowed down a bit from what I initially expected, due to limited lab access and lack of funding.
Test matrix
I made the decision to focus on executing this matrix cleanly, rather than trying to expand the matrix. Fatigue testing will be limited to only one adhesive as it would expand the test matrix a lot.
-Lap shear 3 adhesives x 2 thermal cycles (0,500) x 4 repetitive samples = 24
-Fatigue 1 adhesive x 2 thermal cycles (0,500) x 3 stress ranges x 4 repetitive samples = 24
Thermal cycling
This was the biggest practical concern. Temperature cycling takes a lot of time in the chamber. After asking a bit around the industry, I decided to go with assumption of 100 temperature cycles per year. Initial idea was to cycle the samples for 1000 cycles, but it isn’t realistic for the timeframe of the study. Ramp rates and dwell times are already a bit accelerated to fit the 500 cycles under 1 month of chamber time. Might go for 250 cycles if the temp chamber availability is limited.
Temperature range -20 to +80C
Ramp rate 5C/min
Dwell time 15 min at extreme temperatures
Time for 500 cycles: 24 days
Adhesives
I chose three commonly used adhesives by frame builders. They all offer slightly different temperature ranges and Tg.
3M DP490
Henkel Loctite EA9466
Permabond ET5429
Surface prep
Surface prep will be limited to Acetone + IPA cleaning only. While sanding can produce joints with better properties, it is a variable that is nearly impossible to control. Acetone + IPA cleaning produces the most repeatable results.
Fatigue test parameters
Stress ranges to be 30, 50 and 70% of the ultimate capacity obtained from ISO 4587 lap shear test. This will provide low, mid and high cycle fatigue results.
Frequency 10Hz
R=0,1
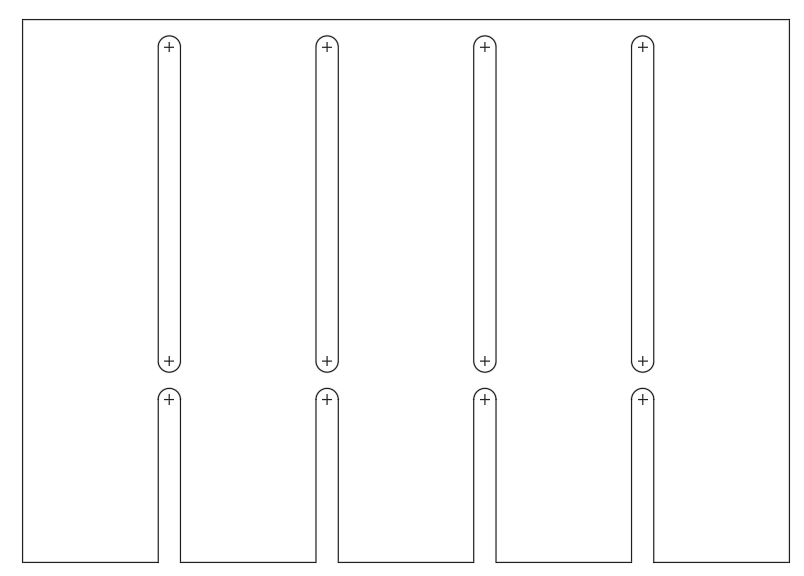
I need to make a bonding fixture to enable batch processing of the test samples and to be able to have a consistent bond gap. My plan is to go with a geometry like this, with the idea that I can align the specimen sheets form the grooves and control the overlap length. After curing I will cut the samples apart.
So here we go again. This time with more theoretical, but still quite an interesting topic.
Any input on what kind of expected temperature ranges, amount of cycles and lifetime of the frames you design for are welcomed. Scope can still be slightly adjusted if needed as the bonding will start on February.
Jere