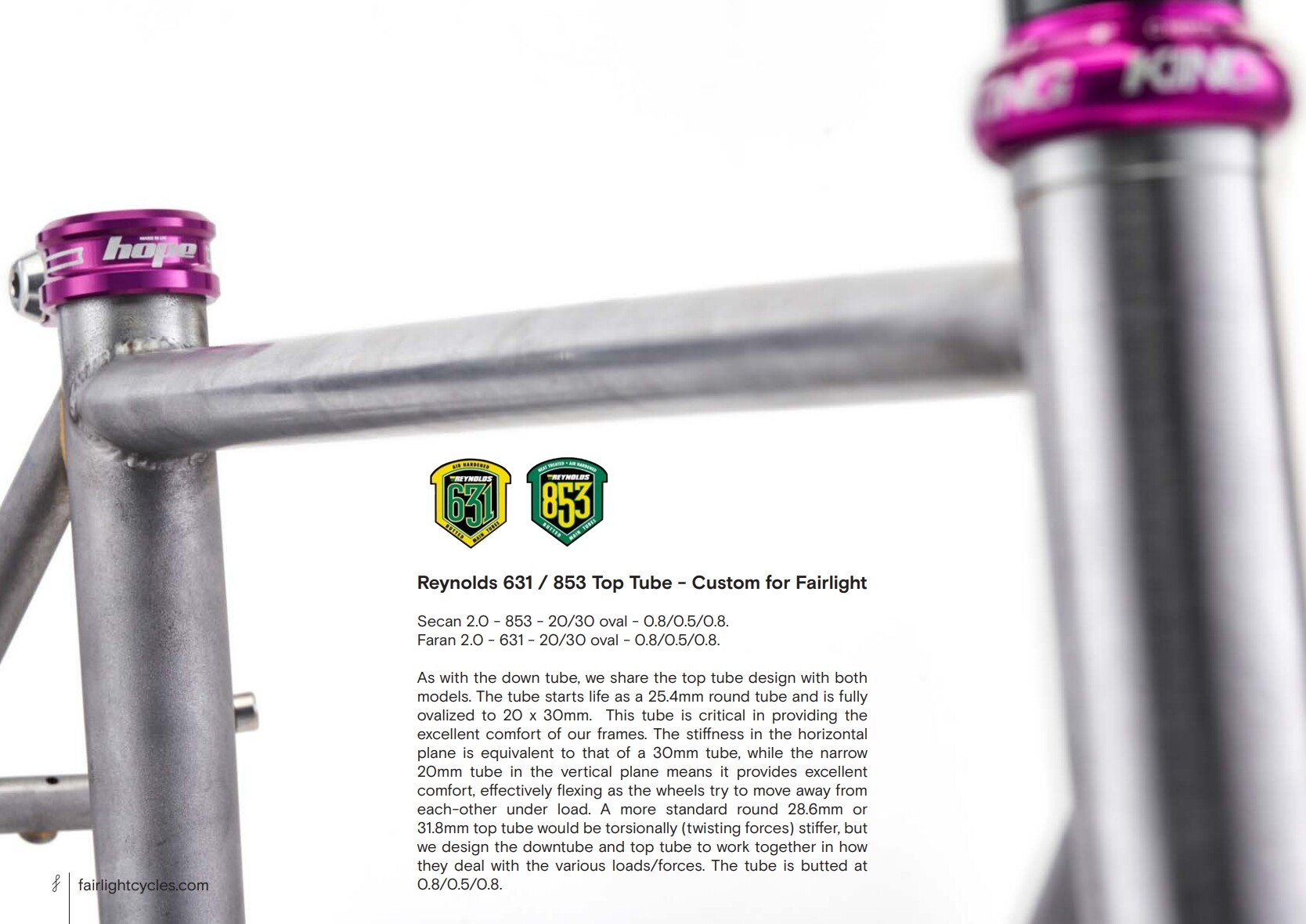
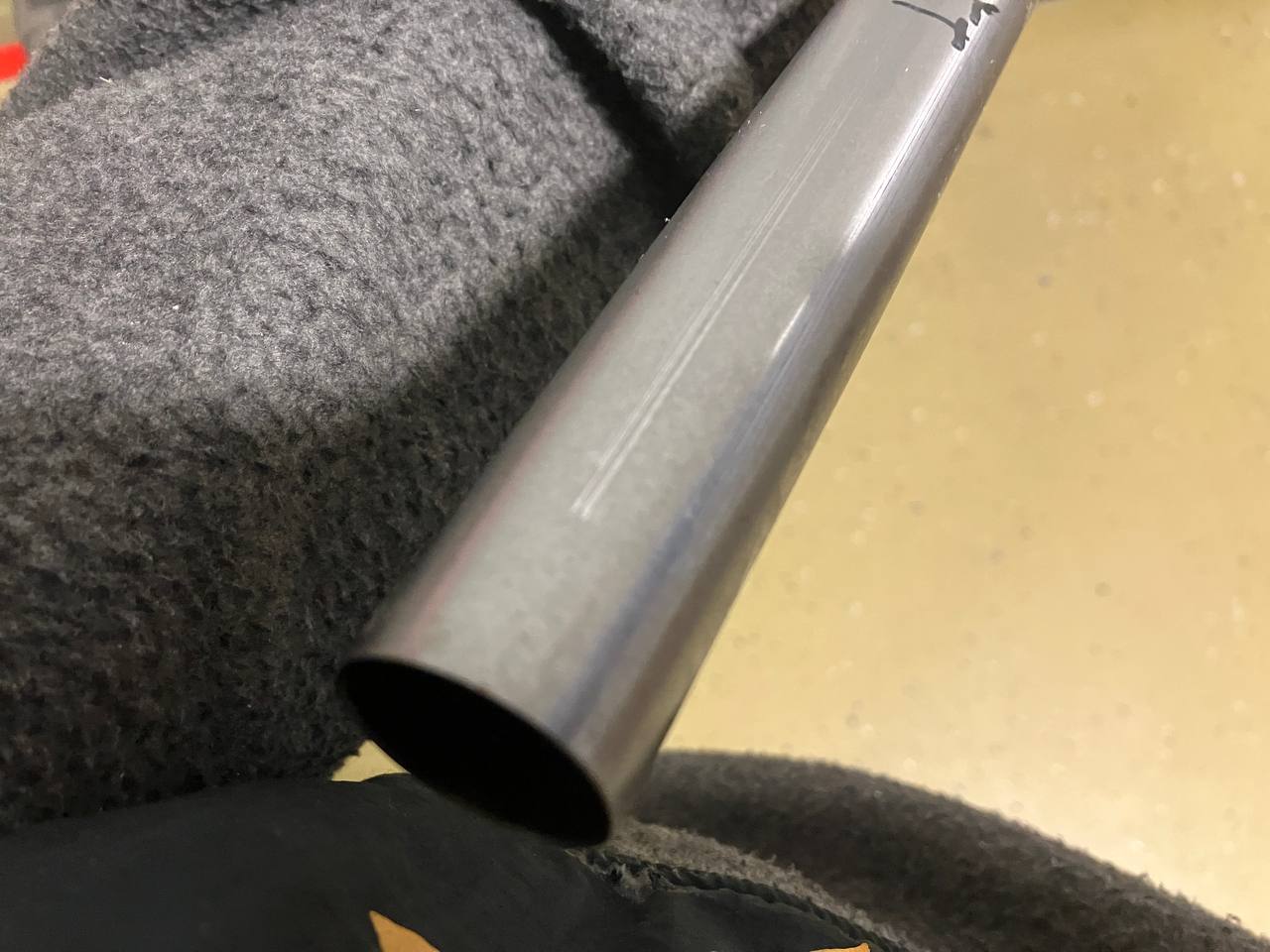
I wanted to ovalize a 1” (25,4mm) top tube to something around 20x30mm, very similar to a Fairlight Secan/Faran top tube. I placed the top tube on an extrusion profile with a V-groove to prevent the tube from sliding away under pressure. However, with this, I created a longitudinal dent along the top and bottom, similar to a peanut shape in cross section. I assume as the tube was not held on top and bottom the material there crawled into the inside direction of the tube.
So are there any tricks and tips for ovalizing tubes? Especially how to hold the tubes in place.
You’ll need to have two dies with a matching half ellipse shape to do it properly but it can also be done with a flat plate if you can keep it all together and not fly off.
I just use the Kurt vise on my mill with a few long, thick, rectangular steel extrusions and smush it until it looks good! There’s a bit of faffing involved to get it centered but it’s not super hard.
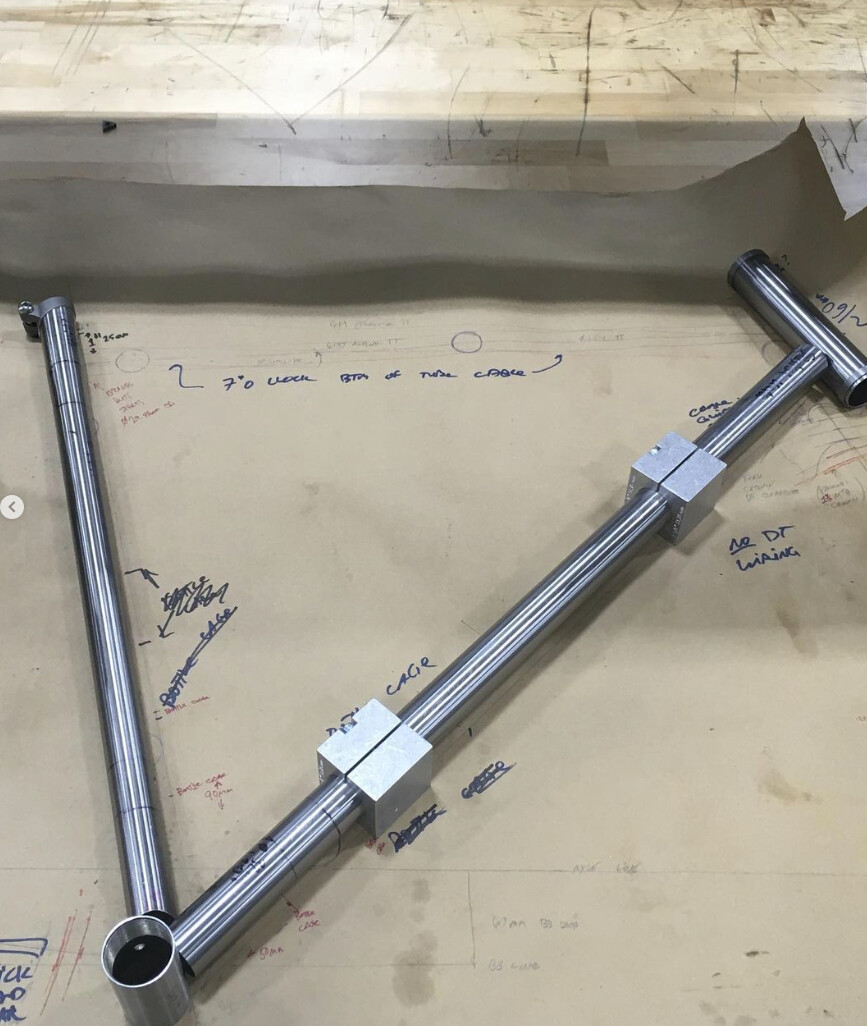
I’ve seen a photo of someone squishing a full length tube using two 2x4s and some bolted plates that were incrementally tightened over the length of the tube until it was squished enough.
I’ve had great succes with ovalising smaller tubes using 3D printed dies. Just using PLA and you can get any shape you want, just account for spring back of the tube. You probably need to print it in a couple of pieces for a toptube, but I find it to be great and cheap way to get this done.
I have been toying with the idea of getting some full-length dies made. It would be nice to be able to ovalize 25.4 tubes so they don’t look so small against the headtube and seat tube.
Here are some smoosher setups I have.
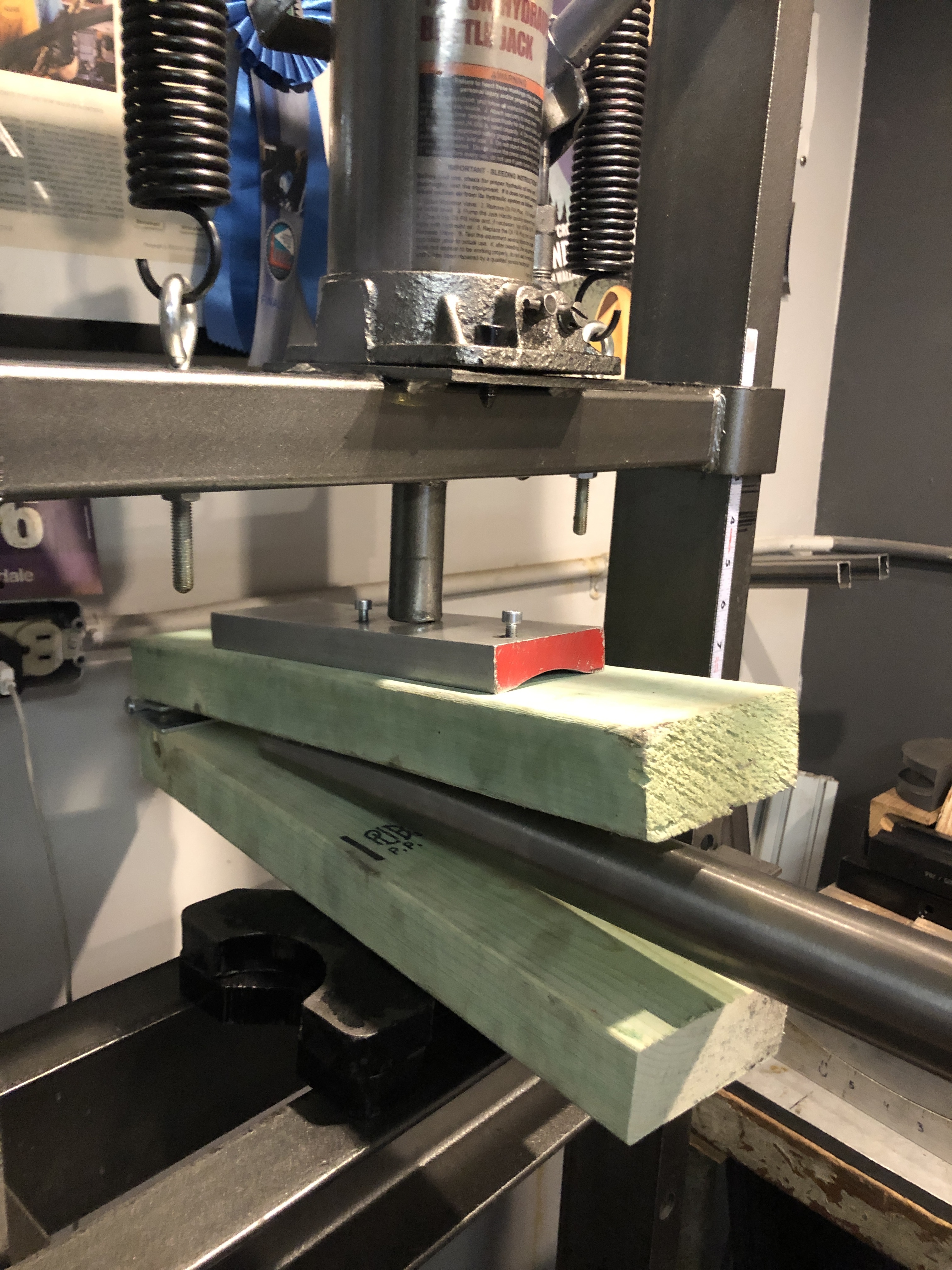
For BB pinches I use two pieces of 2x4 about 2’ long, connected with a gate hinge at one end. Stick the tube in there and smoosh it in the hydraulic press.
I can’t find any photos of my full tube smoosher but basically that is just a piece of real thick 2x3" steel square tube with some uprights welded on to help keep everything lined up nice then I sandwich 2x3, 1/8 aluminum plate, tube, aluminum plate, 2x3 and put that in the hydraulic press.
So I (finally) had a go at this last night. I borrowed heavily from Paul Brodie’s method, and it worked really well. I have access to a nice arbor press at work. I over-squished (of course), but I was able to move the tube back by compressing in the opposite axis.
I haven’t seen what Fairlight says but I would want to see data to prove it makes a meaningful difference. My suspicion is that any change in flex characteristics are too small to notice while riding. Further, I think there is still a raging debate whether more stiffness is better.
I think what ovalizing may help with is making a better joint and aesthetics as Daniel mentions. Brodie mentions in one of his videos (stem making I believe) that he wants 1/4" difference in the tubes (1/8" on each side) so the ears take a bigger fillet, rather than just laying on top. That probably makes sense, though I see a lot of frames that don’t have that and seem to last decades. This may or may not apply to TIG. He’s certainly seen more than I have so I won’t argue.
Ive got a question and I was hoping to get some answers.
I’m trying to do things the cheap way and I’ve got spare top tubes to experiment with. I’d like to have an oval top tube but I don’t really have access to a massive press, or machined dies. I do have a 3D printer and a vice though. I was wondering if it’s possible, or even a good idea, to squish the tube small sections at a time? Just about as long as I can print and can fit in my vice. Maybe even squishing the tube gradually in a few passes? I would 3D print these dies that have a little chamfered relief at the ends so that the tube doesn’t get any weird stress from the harsh end of the printed die. Thoughts?