The trick to getting deals on machines on the west coast is look for the big machines and show up ready to move it. I was able to outfit my shop in the Bay Area, California very cheaply because I don’t want anything that weighs less than 1000lbs and I show up with ability to load every machine on the spot in less than 30 minutes. being able to say “I’ll have that and myself out of your life in 30 minutes or less” is a solid bargaining chip.
9 Likes
That’s a very good point. My shop is in a basement with a half flight of stairs. I’m always looking for the goldilocks machines that break down into easily moveable parts. That’s a low supply/high demand segment.
I sold my old 900lb Grizzly 6x26 knee mill (which could be taken apart with an engine hoist into about 300lb sections) for about as much in Seattle as much better Bridgeport clones because it fit into basements and garages. My buddy @hahn_rossman (also usually in Seattle) gets much more capable machines than me at good prices for his shop because he can buy fast and easily moves 10k machines around his shop with the gantry crane.
3 Likes
Lathes and mills are awesome, but only as good as the machinist tools you have to actually use them. I bought a full kennedy toolbox from a retired mold maker without knowing what I was doing, and it happened to be the best move I’ve made. Just having indicators, clamps, sine bars, and the like has taught me how to actually use machine tools.
I got a worn out hardinge horizontal mill with a vertical head someone mounted on it. The work envelope is small, because the table is worn in the middle, but I have learned a ton, and am glad I did it. Get a machine tool rather than a tube notcher, if you have the space and means.
5 Likes
what did you mean by softer/ not heat treated tubing? far as I understand, “heat-treated” is a very debatable term when it comes to bike tubing. I guess zona tubing should generally work, right? How about 0.9 “disc” family chainstays? Im asking because I am looking into serial production and would love to be able to make both cuts simultaneously although people are telling me not to ![]()
but if I didnt feel like I knew better than everyone else why would I even build frames ![]()
Thinking about mounting a notcher to the mill table. vibrations might not be such a big problem if the tube is locked in two places anyway…
From my perspective, there are 3 reasons to use heat-treated tubing:
- dent resistance
- allows you to use thinner 747 tubes
- The heat treating “resets the grains” which in theory means a more consistent product. The additional manufacturing step also means more QC.
Reasons not to use heat-treated tubing:
- Cost
- Difficult to work with: High hardness and brittleness allow holesaws to catch
- Strength: hardened steel is 20% stronger. But if 20% is the difference between your bike breaking, you probably need to consider designing the bike with a larger factor of safety.
- Stiffness: hardened tubes are NOT stiffer. All alloys of steel (mild 1018, 4130, hardened 4130) have the same stiffness (200Gpa).
Hopefully, that information can help you decide if it’s worth it for your bikes.
In my opinion:
- You can achieve the same stiffness of a 747 tube with a smaller diameter 858 tube. The smaller diameter, thicker tube is much more dent resistant, has more margin of error when joining, at the cost of 20-30g
- The most common damage a steel bike sees is bars/shifters hitting the toptube. It makes sense to use a heat-treated TT in those cases
Also, I am not aware of heat-treated chainstays and seatstays? Do they exist?
3 Likes
Reynolds make a lot of different chain stays from their 853 steel which they advertise as heat treated and air hardening…
Quote from their catalog: “Reynolds 853: Seamless Air-hardening Steel, mainly cold-drawn and heat-treated. The air-hardening effect in the weld zone creates a fine grain structure, allied to the bainitic microstructure for this alloy, leading to fatigue life improvement.”
2 Likes
I love my lathe and my mill but I also love my ability to accurately and quickly miter by hand.
Before purchasing a machine, imagine all the practice tubes you could miter and weld in the time it takes to ask questions in forums, search for, move, earn money to pay for and set up a machine with tooling and fixtures - and maintain! All that for a job that takes 20-30 minutes per frame. Do you want to make bikes or be a machinist?
4 Likes
Sorry, it’s time for me to bail on the forum.
3 Likes
This is why most of my repairs are priced too low… ![]()
I think the part that gets missed when low volume/hobby builders start purchasing machines is those machines are being sold at the end of a maintenance cycle. The seller has decided that they’d rather buy something else than do the maintenance on what they have. Then they keep the tooling/collets/bits which are expensive. So, then the hobby guy buys the machine and has to do that maintenance. A lot of those machines aren’t made any longer and finding parts is hard. And they have to buy tooling. And then, the fixturing has to be made/bought and then dialed in etc etc. That takes up a lot of time and potentially discourages the builder from actually building bikes!
I know this story because my shop contains:
- a small knee mill with noisy motor and the replacement VFD/motor sitting on the bench for over 2 years now.
- a bandsaw that needs some parts made for it to be useful.
- a lathe in need of maintenance (new gibs)
- a bunch of machinist stuff that needs cleaning and oiling so it doesn’t rust in the winters
- an Oxygen concentrator that needs cleaning
3 Likes
I still hand mitre 50% of the joints. Simple to set up joints like square cuts for the BB I am using the mill more oftern. I just haven’t spent the time to make a deicated jig to do the angled cuts. I do intend to set up a dedicated mitre machine made out of the small mill I have here.
I have a $8000 bridgeport clone sitting here unused because I haven’t had the cash for a VFD to get it running. Five months ago that was in my workshop. A funny enough I haven’t reeded it to keep building my bikes…though the jobs I did in my smaller mill would have been a lot easier in the big mill.
I tend to not use off the shelf items and make a lot o my own frame parts. Mostly because I’ve ended up designing bikes that the standar parts wouldn’t work on. It’s why I’ve invested in the machinery. That said my road/gravel bikes I could now build without needing the machines except that means oreding a batch of laser cut plates and cnc machined inserts.
All said though. I love the capability having teh machines gives me and not just for building bikes.
5 Likes
I do the same. Most of the front triangle by hand and bb miters on the mill. I only like to angle my vise for doing seat stays to seat tube with a fixture, otherwise I leave my vise perpendicular to the horizontal spindle. Lugged bikes, sure, but I couldn’t miter a lugless back end with round dropouts and straight gauge tubing accurately without a mill. I have tried.

I have a worn out Hardinge TM horizontal mill that someone stuck a small Bridgeport M Head on, so it’s both a horizontal and vertical mill. A small horizontal mill is awesome for tube mitering, and the M head is good for everything else. I had to replace the motor and add a VFD to get the horizontal spindle running and run 240v power to my garage. It was a lot of work, but now I have a 3HP motor in it. It is a very useful tool, even with wear on the ways. I have yet to regret buying it.
3 Likes
I like my mill, it’s new and stuff. Cuts miters, makes way less noise than grinder and files, and I get to machine shit for fixtures. Big truck came and dropped it off, fits in my tiny garage, has a warranty.
https://www.precisionmatthews.com/shop/pm-30mv/
5 Likes
any bicycle specific (tapered head tube, ss/st) paper mitering template software out there other than bikecad? and if not does one have to draw up in bikecad to generate their mitering templates?
i draw by hand on drafting table, generate angles from there, not interested in cad. analog as possible here.
-have been using dogfeather designs site, but is now out of operation?
thank you, -john c
1 Like
Rattlecad. It’s free and easy to use.
2 Likes
https://metalgeek.com/static/cope.pcgi
same idea as dog feather. only does round tubes though.
Has anyone tried the Rogue Fab VersaNotcher? It can handle skinny tubes and it can cut on a bend which other recommended ones don’t really.
The jaws are designed to work best with thicker material, on bicycle tubes you walk a fine line between not enough clamping force and damaged tube.
1 Like
Thought I’d share this here… Just finished this fixture this week. (It’s my first manual machining project, so don’t judge too harshly!)
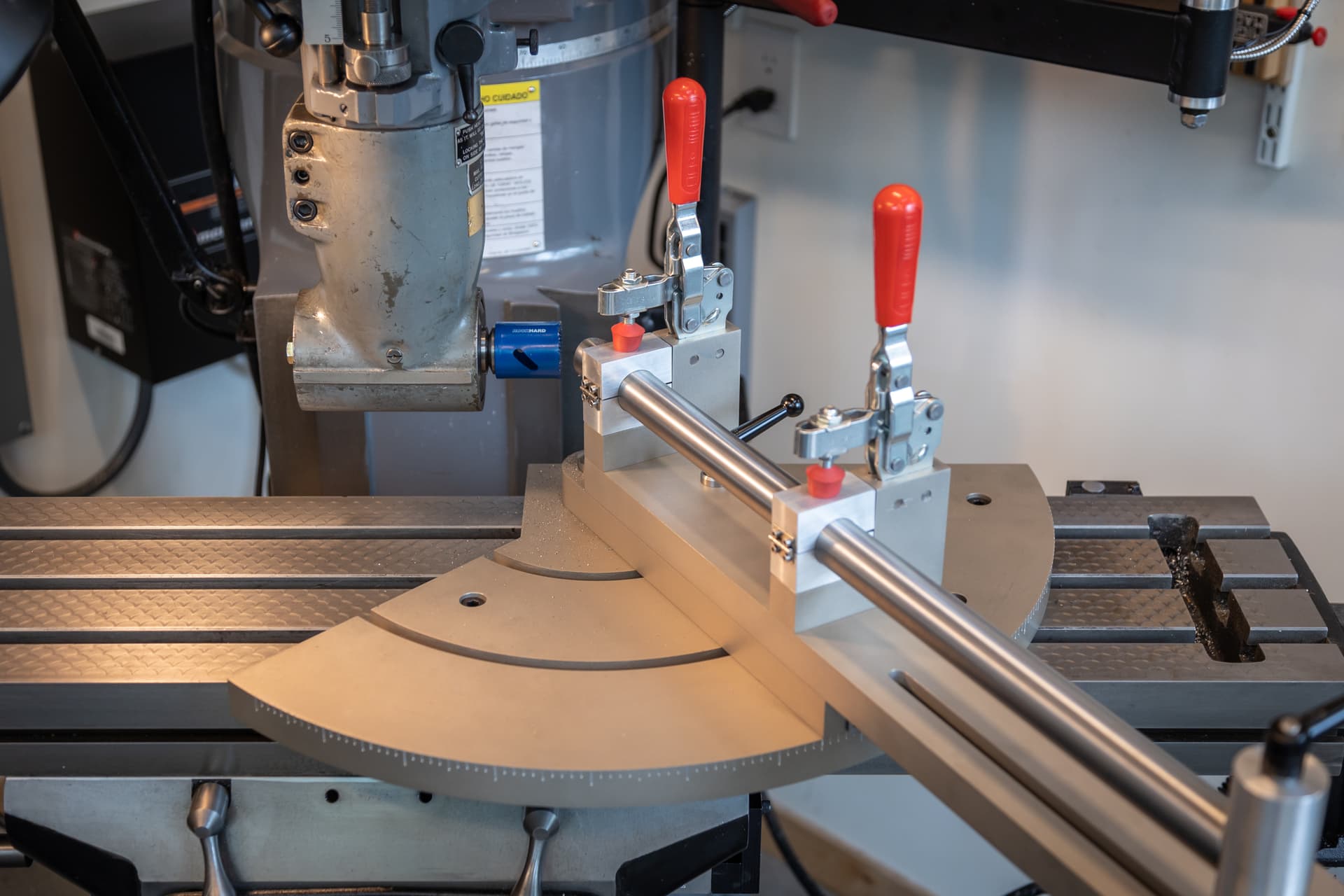
This is based on an Oscar/Simple/Cielo/Chris King design that I used a BUNCH in the last few years (and grew to really love). Haven’t seen another setup quite like this. Those versions were mounted on dedicated Hardinge TM-UM mills. If I ever end up making more than a couple bikes a year at home, I would love to have one of those little mills. For now, this is going to sit on the end of my variable speed Bridgeport. A little more setup than the typical tube-block-in-a-vise Bridgeport mitering, but super worth it I think.
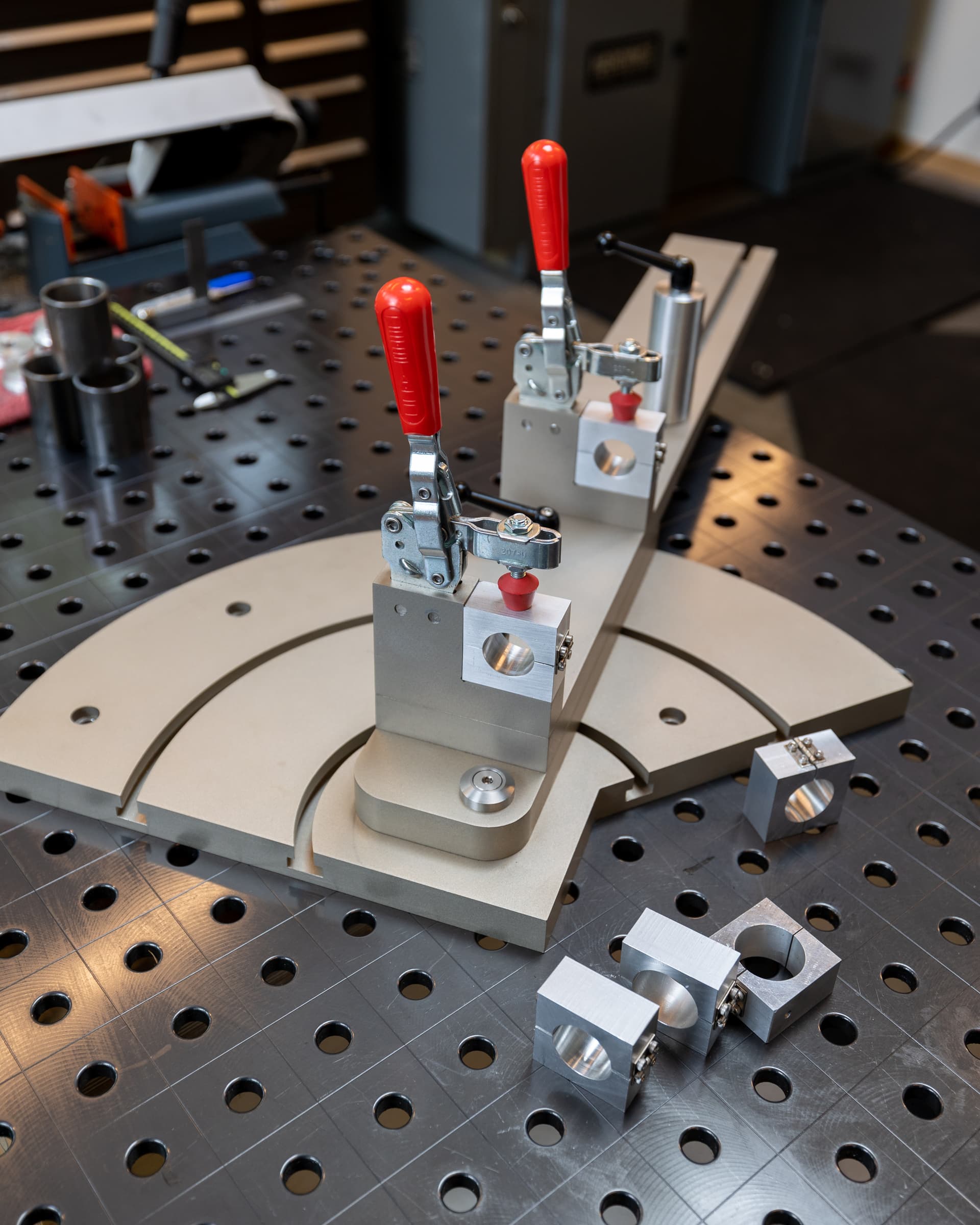


Anyway, pretty easy to make (if I can do it anybody can!) and makes really nice cuts with the usual Rockhard hole saws. With the variable head and auto feed on the table, you can play with feeds and speeds to your heart’s content.
-Chris
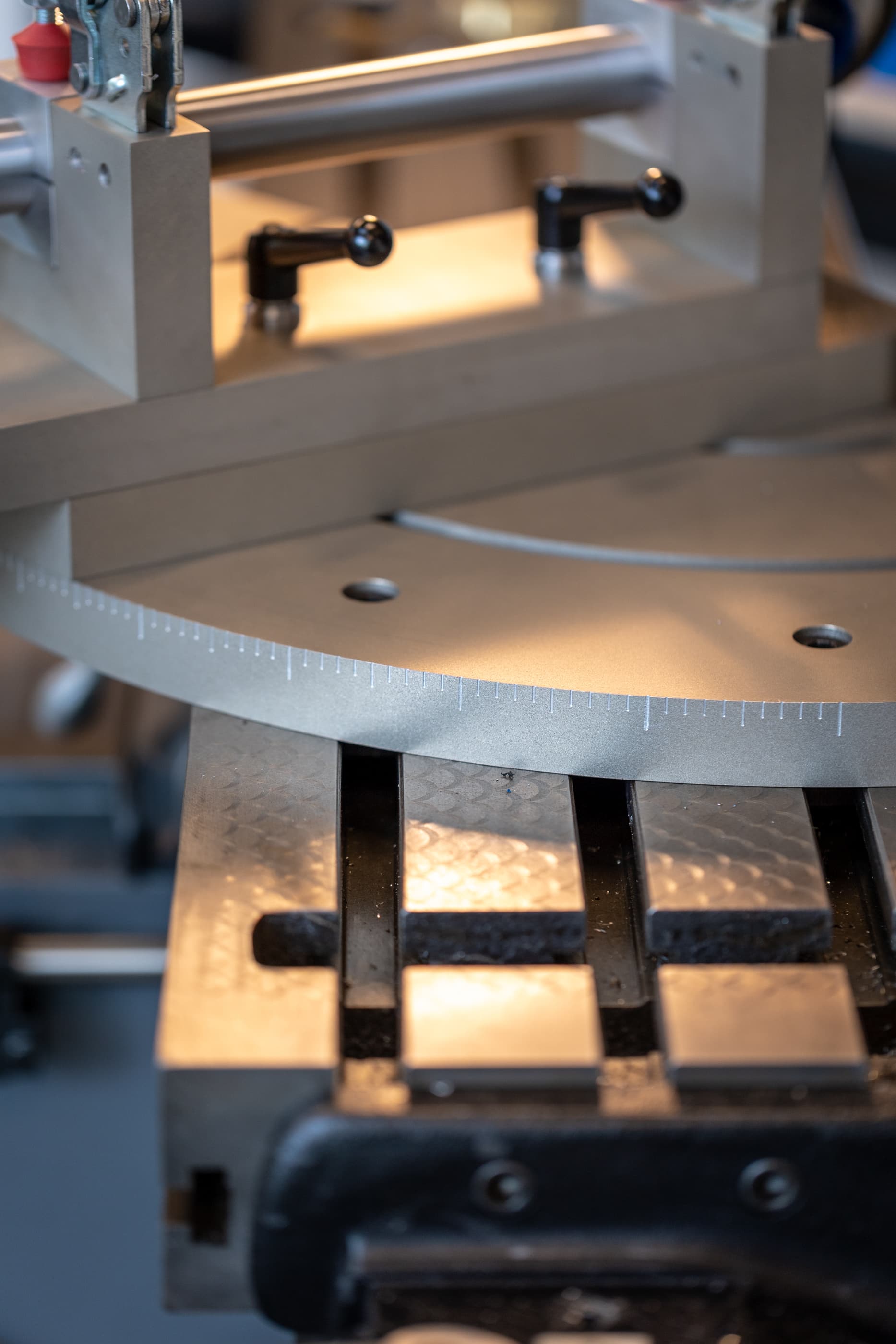
28 Likes
Thanks for sharing. I have never seen a mitering setup like this. Very cool. It seems extremely accurate due to the large radius.
Autofeed is a nice touch, what a luxury!
4 Likes