Now you can find it here: Where did DogFeather designs go?! - #50 by Daniel_Y
Besides @ChrisBlandford does anyone use a main tube mitering fixture.
What are you using?
Anyone have a design they want to share?
1 Like
I use a Sputnik maintube fixture mounted to an 8" rotary table mounted to a Brown and Sharpe horizontal mill.
2 Likes
New miter jig.
1 Like
Anyone else follow Soldura Motorsport / Kamfab on instagram? Sick brazing. And pretty solid miter setup: https://www.instagram.com/p/CxxizdkM9K-/?igshid=MzRlODBiNWFlZA==
2 Likes

I thought that was an on car brake lathe converted to a notcher ![]()
I have an automotive background and have watched brake lathes phase out of shops and sell cheap. I always thought they could be converted cheap. They are stiff, have loads of power and auto feed.
2 Likes

This is a prototype from @vogeltanz
It’s amazing. There is a linear encoder under the arm, so center to center lengths are accurate to absurd standards.
Hahn Rossman
11 Likes
@hahn_rossman are those going to be available?
I contacted vogeltanz about it, maybe 2 yrs ago.
I put in the order, than silence. I asked about it about 6 months later. Hé than asked what size miters I wanted and would get to it.
Unfortunately it never happened
1 Like
I recently saw a video of a similar design:
RedBeard’s Garage Centurial tube notch kit
https://www.centurialinc.com/diy-tube-notcher-machine/diy-tube-notcher-stand-kit-pre-order
Other coping tools:
https://www.centurialinc.com/tube-coping-tools
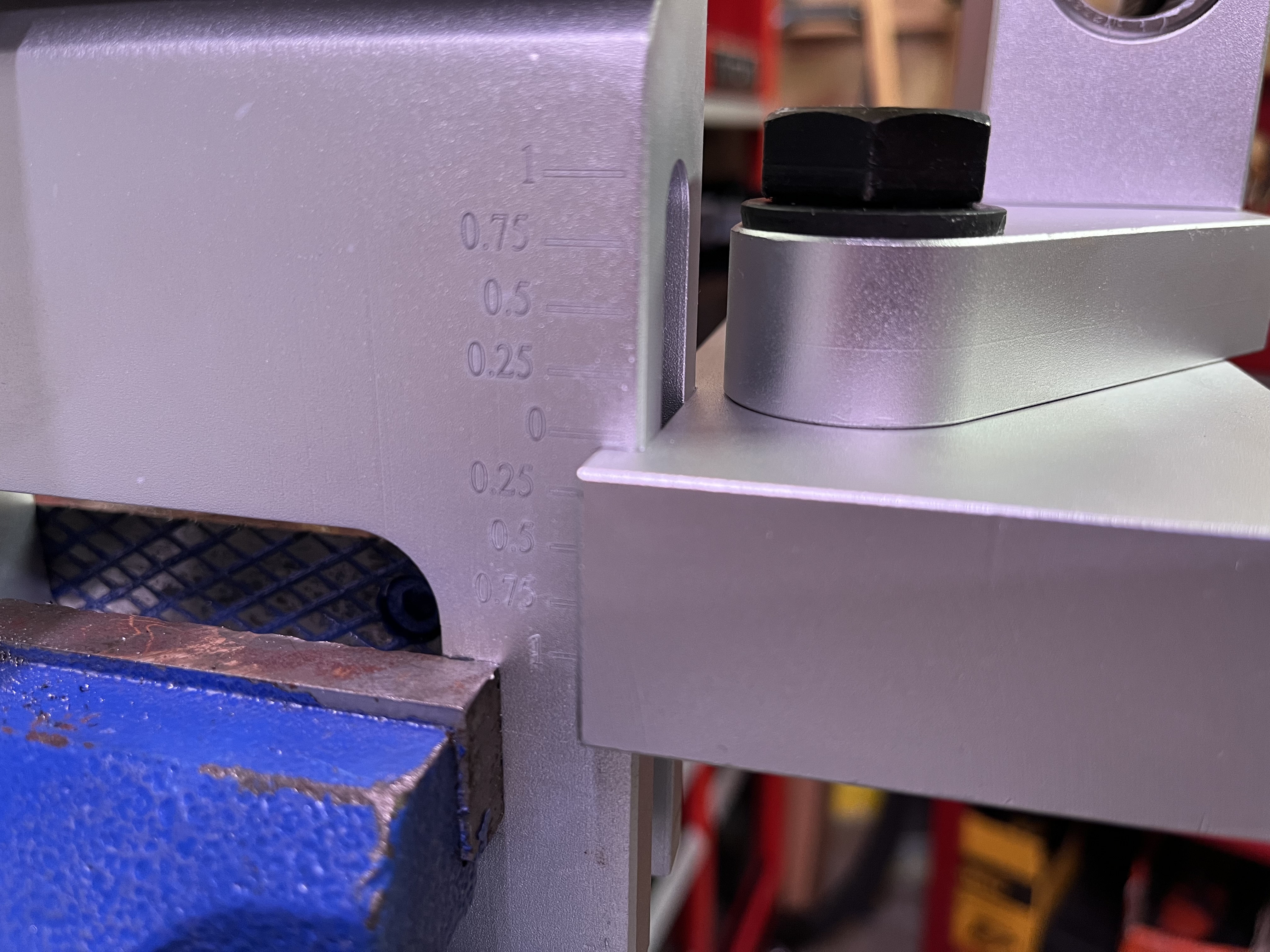
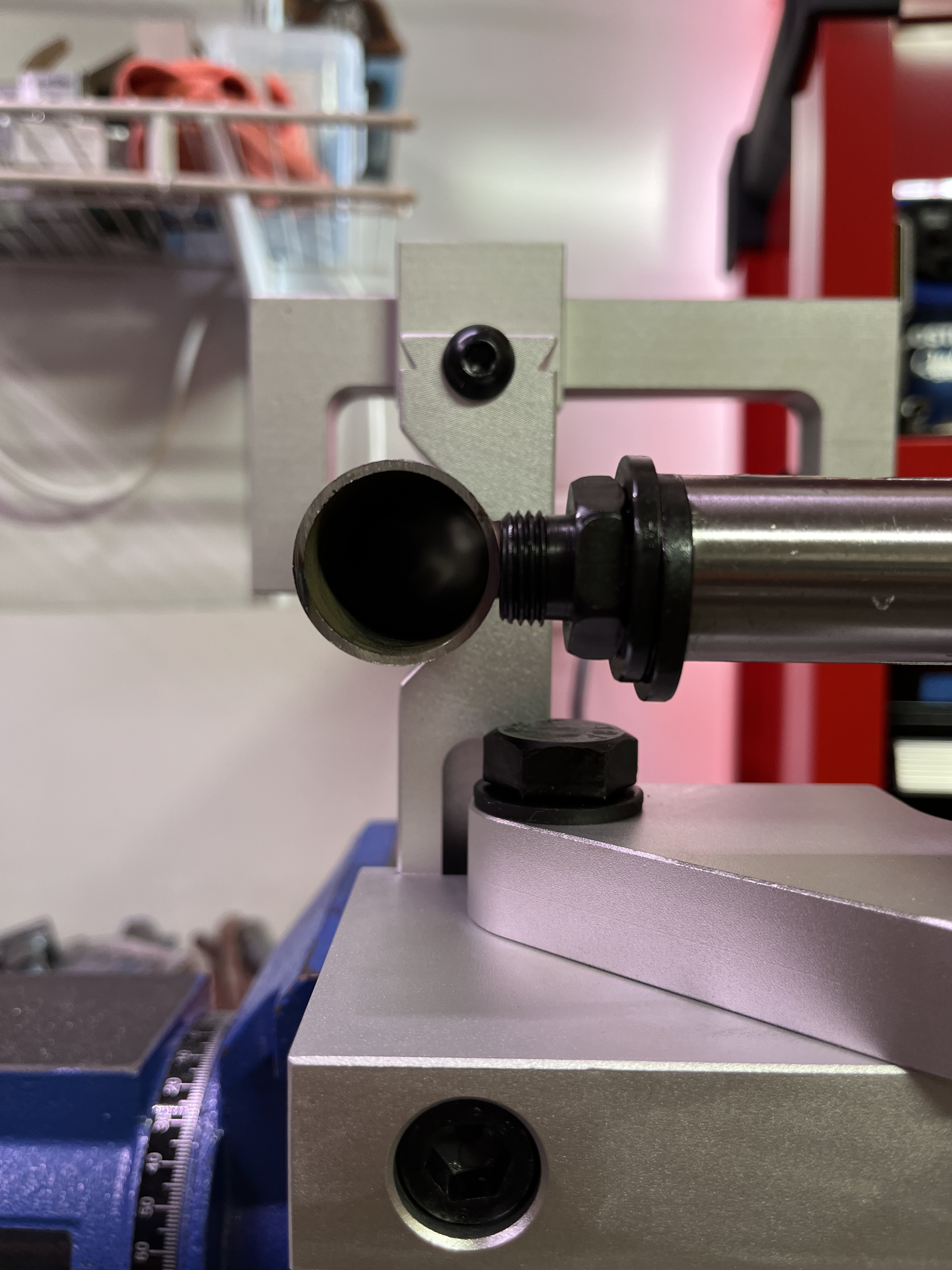
I just received The Jeremywell tube notcher from Amazon. (similar available many places at differing prices) A step above the basic Harbor Freight (and others) notchers with needle bearing vs. brass bushing on the shaft. I hope it holds up and stays true.
The shaft is 1” vs. my old HF is 3/4”. It wore out and has a fair bit of wobble and is not really useful anymore.
Early impressions:
Has vertical adjustment, which may have uses for offset, but the “0” mark is not “0”. Easy enough to find and re-index.
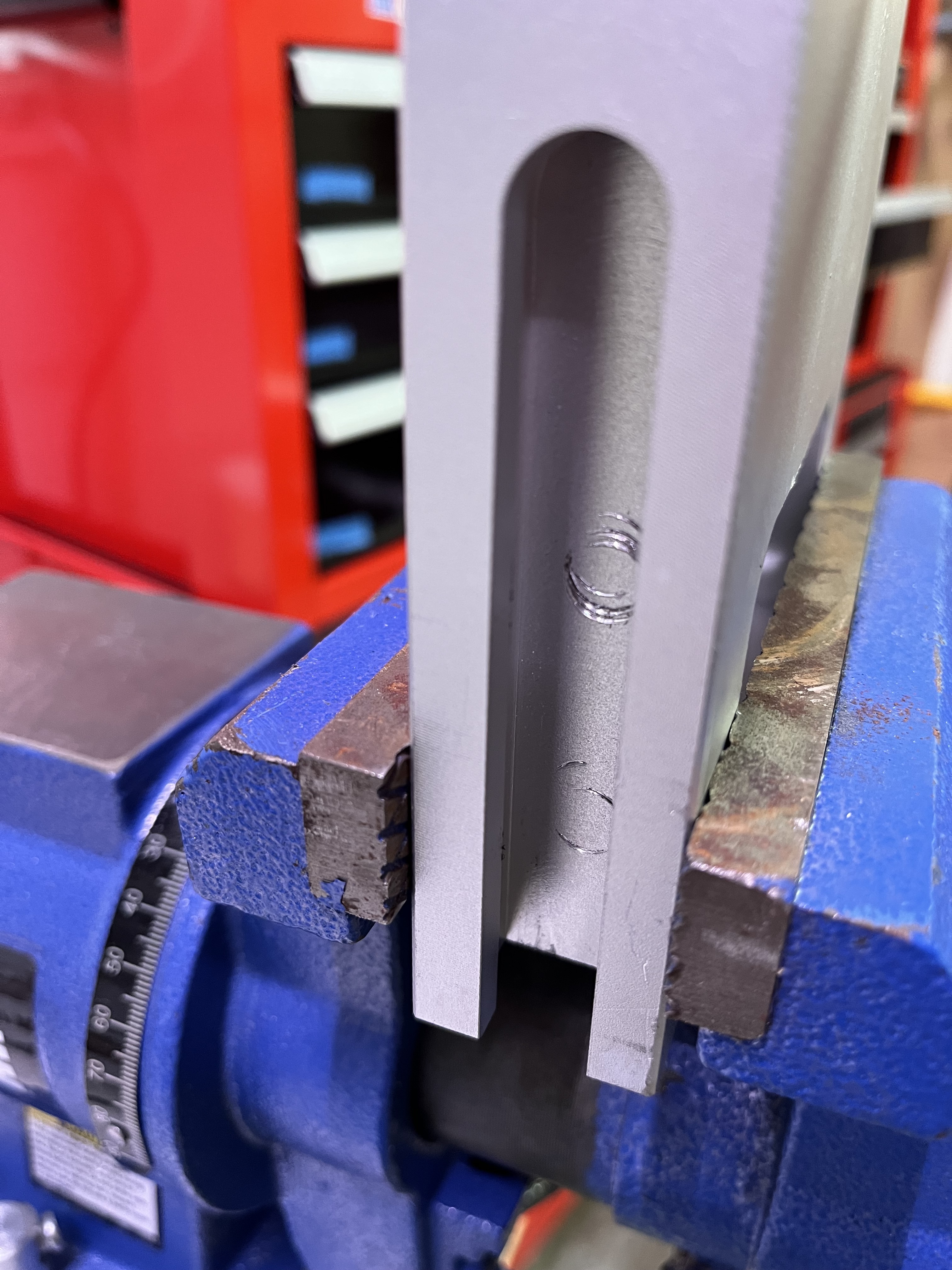
The angle swing table attaches via a slot with a nut and an allen screw- which is too long. Was some wiggle until I cut the screw shorter. Again, easy enough fix.

The tube clamp is adjustable in/out, so a plus, but I’ll likely cut some 2” tube to be a sleeve to match the length of the backstop. (had I not opted for aluminum, I could’ve welded it on!)
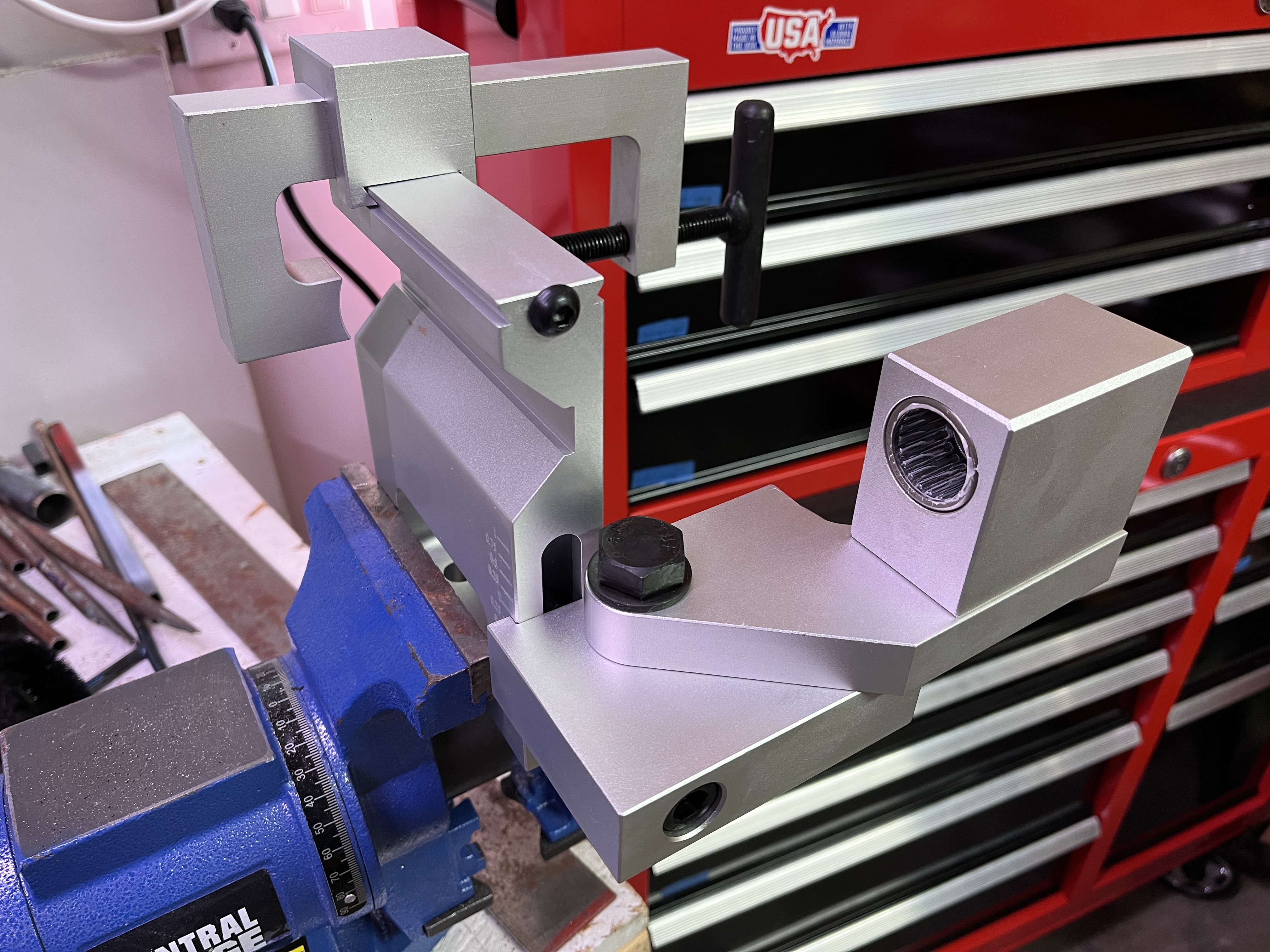
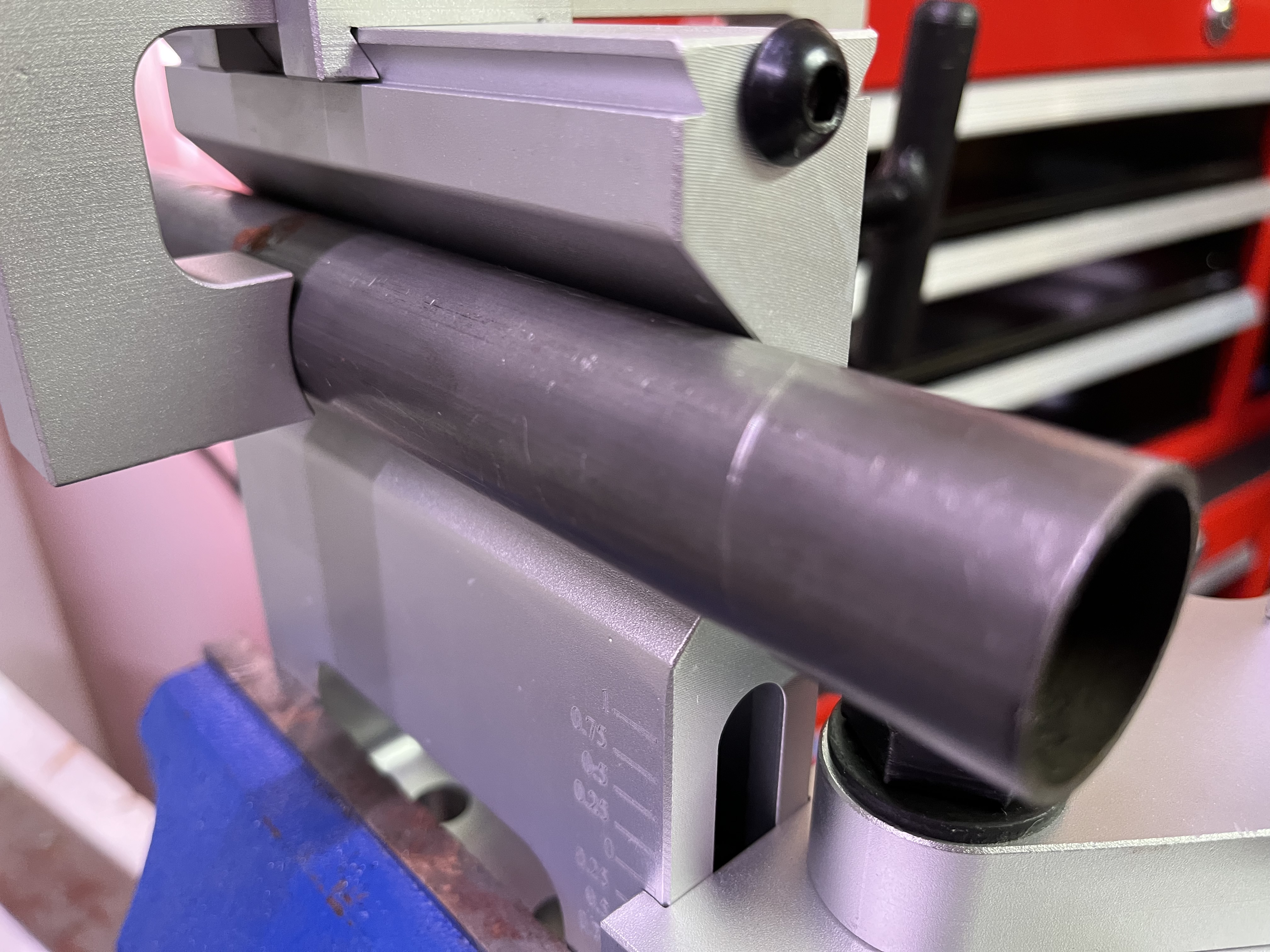
I have some fine tooth hole saws from Metal-Guru, which look WAAY better than anything I’ve tried before.
On the road again for a few days, but will report back once I’ve mitered a few tubes.
2 Likes
If you’re planning on using a drill I would figure out a way to get more clamping force than that small arm will provide.
1 Like
Out of curiosity what was the price. I have a similar design I’ve been meaning to make for a while now and have been trying to figure out what a reasonable expectation for cost is should I decide to sell a few to get the machining costs down.
2 Likes
$193 shipped. They have a steel version that was $10 less, I think. I’ve seen this design at Nothern Tool and others for a bit more.
And yes, I plan to make something to extend the clamp rather than just hitting the one little spot.
Follow up:
With the fine tooth hole saws from Metal-Guru this notcher worked well.
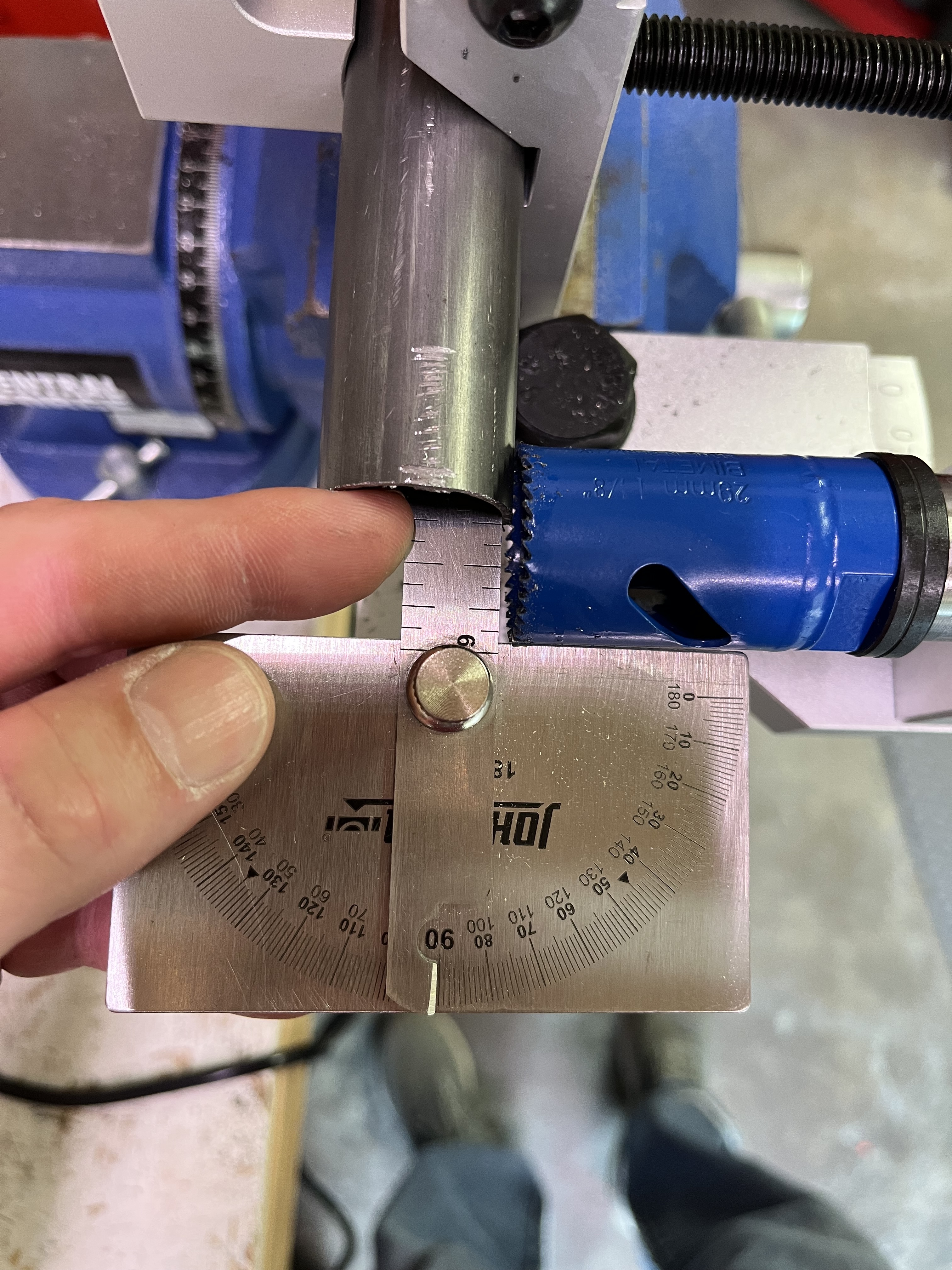
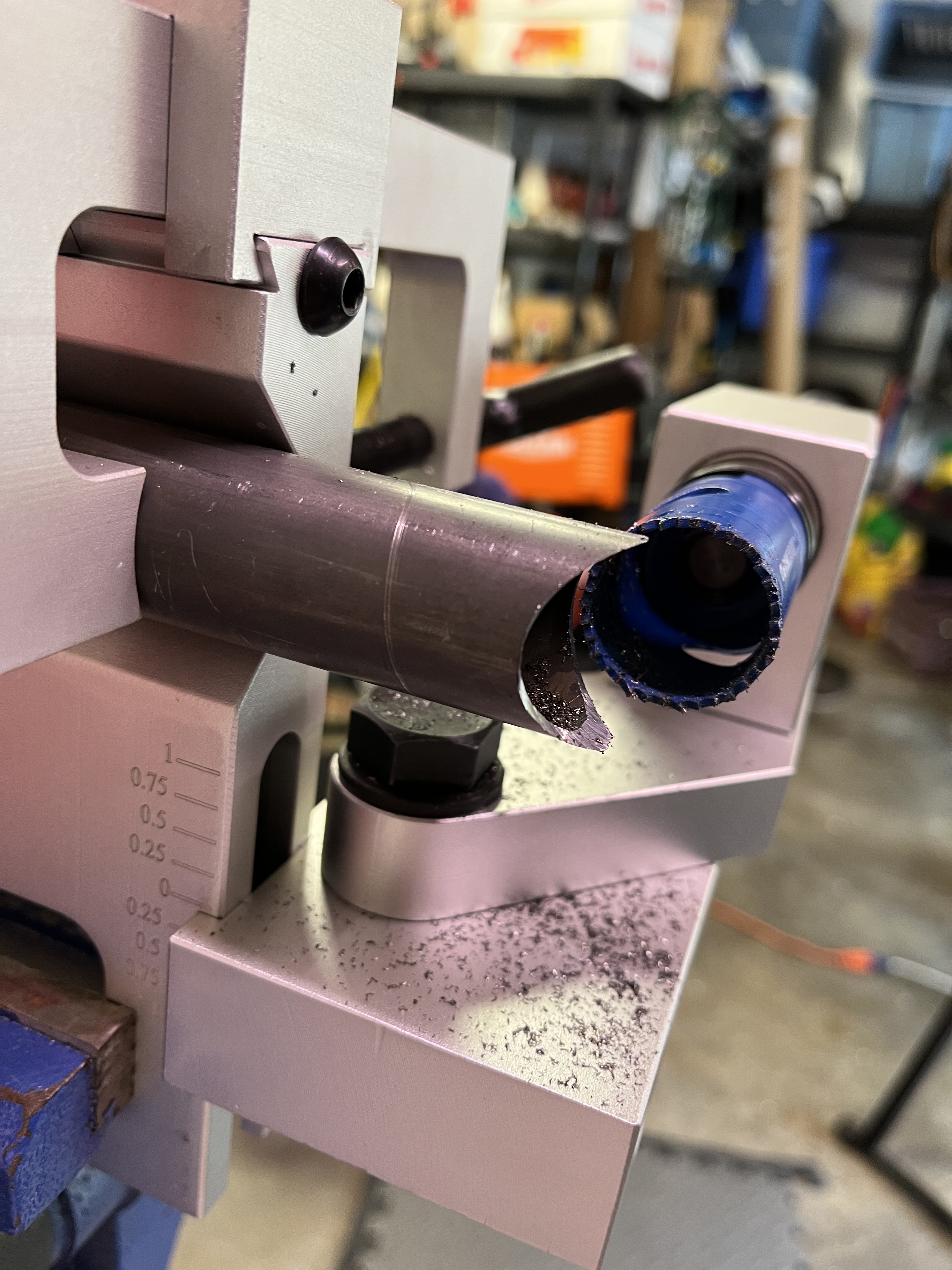
Verified the 0* mark was at 90* to the tube and went for it. Using a D-handle 9amp drill with a side handle and a speed-lock button (so I can have a good grip, steady feed, and let go if things go bad.)
I’m still considering a C-clamp with a V or angle full length for the clamp but the installed clamp seemed to work well on a shorter piece.

Fit up was good after some simple cleanup.

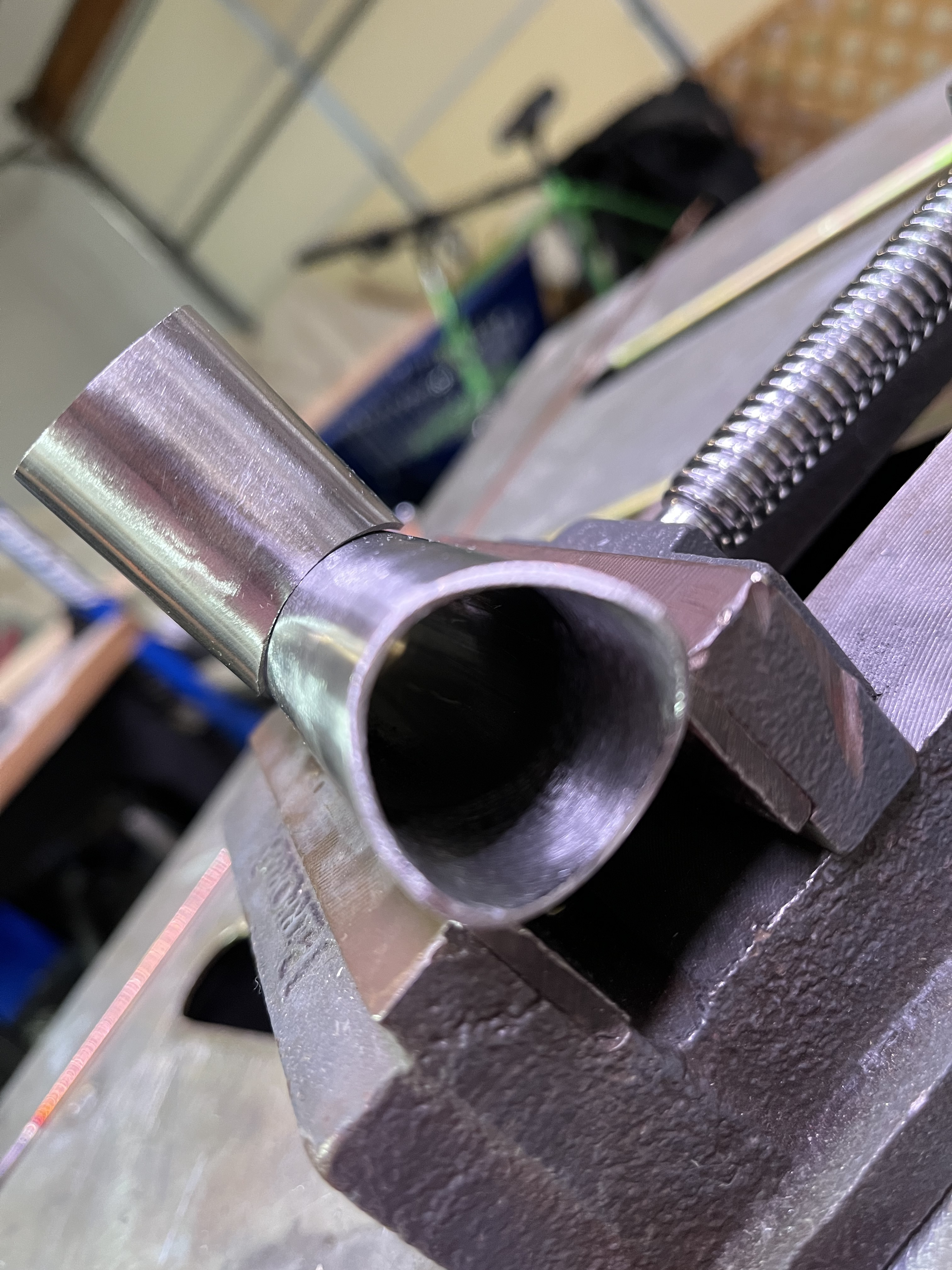
As an aside, the difference between the BigBoxStore hole saws and the fine tooth saws is phenomenal!

8 Likes
Resurrecting this thread a bit. If anyone is using a lathe for tube notching, I would be very interested in seeing your setups. Mainly, how the tube or tubes are mounted into the tool post. Thanks in advance.
4 Likes
@Johnmarmalade Showed a photo of his lathe mitering setup HERE.
Maybe we can get some more detail about the setup in this thread?
2 Likes
My setup is very rudimentary and there is lots of room for improvement. However, it is cheap (<$50) and is very easy to make if you have access to a mill.
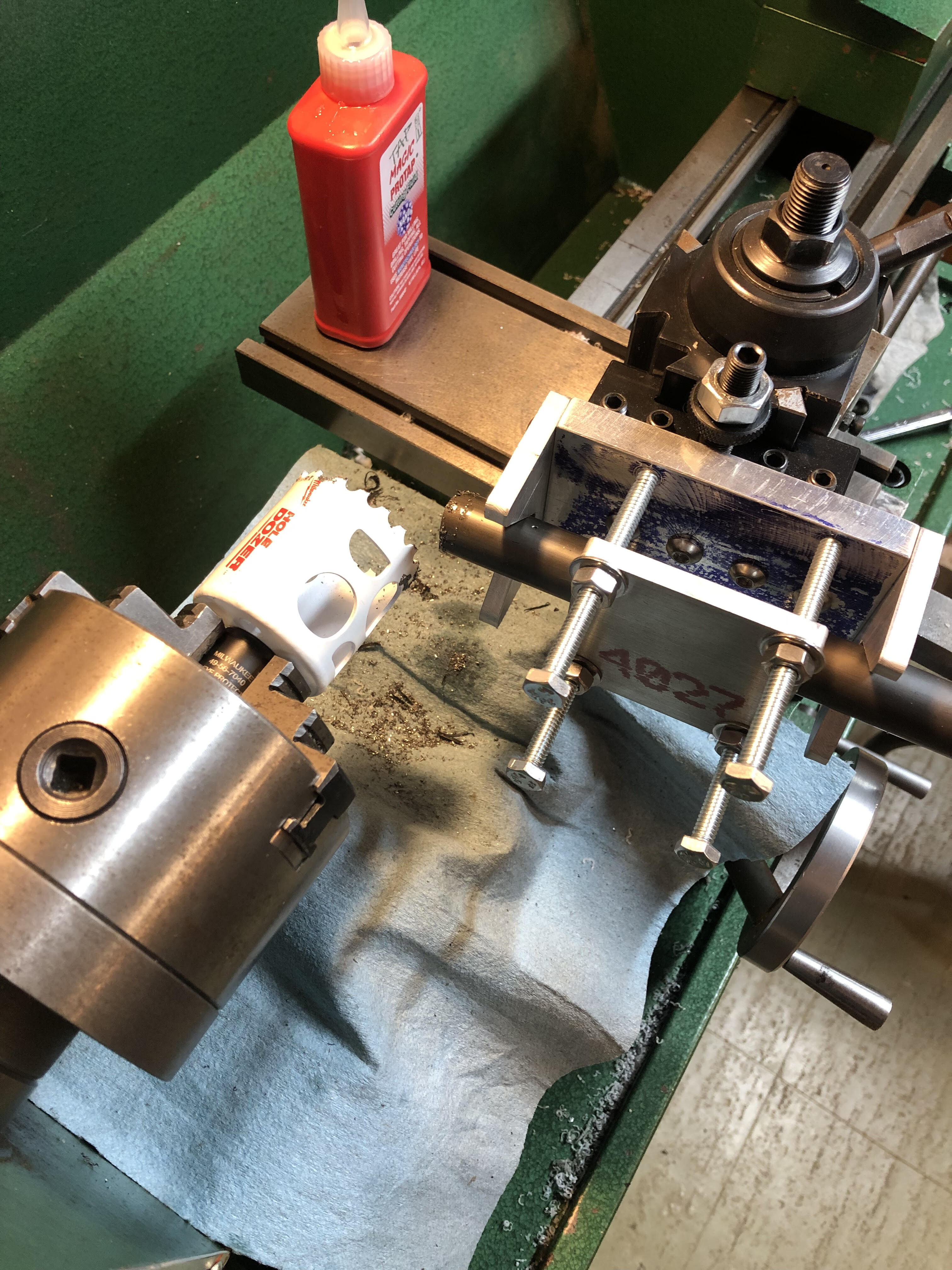
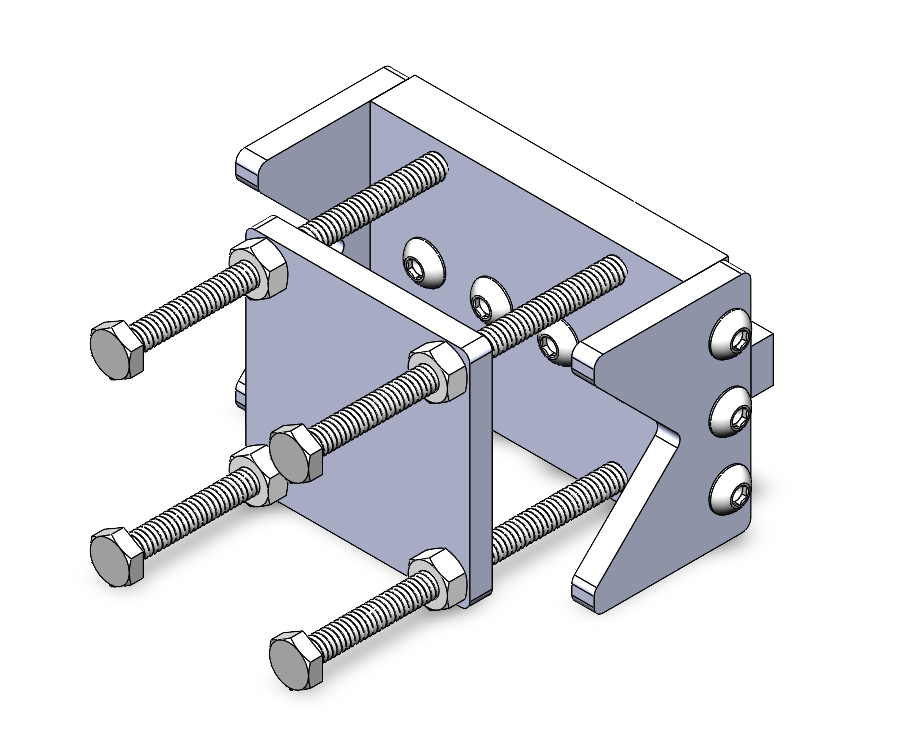
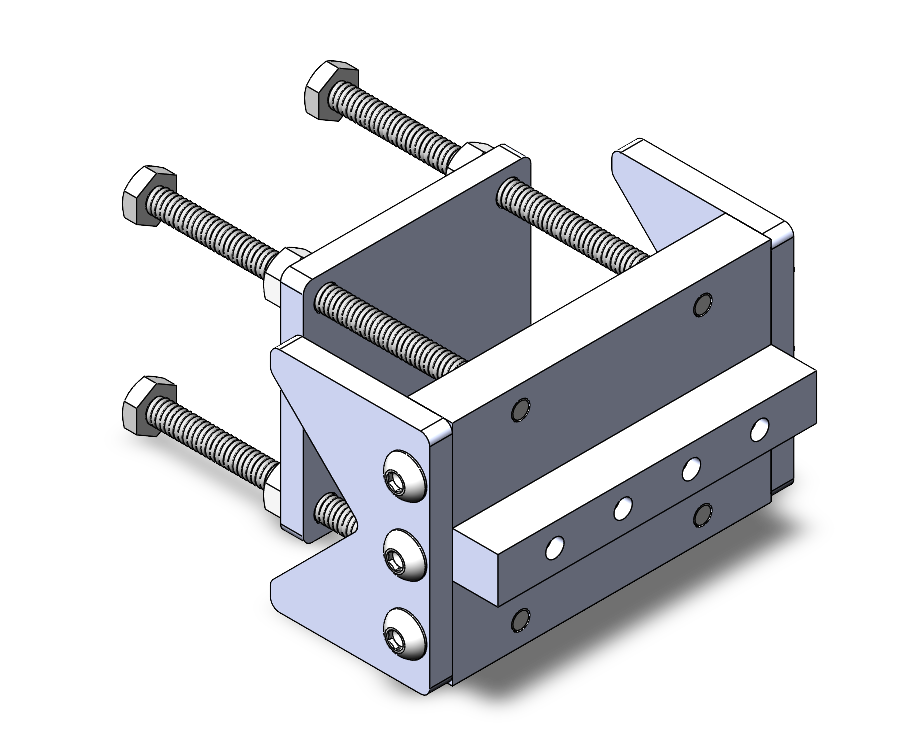
The back plate and tool holder clamp area were machined. The side plates and clamping plate I had plasma cut by Send Cut Send. The fasteners are all 1/4-20.
I’ve been able to notch tubes very slowly (a few minutes for a full cut, 30 seconds for a skim pass). Rigidity is the big thing holding it back. My small import lathe is the source of a lot of that. I plan to make a solid tool post at some point to replace my compound for notching. I also plan to replace the clamping screws/nuts with wing screws/nuts so I don’t need wrenches to secure a tube.
As I said before, it’s a very basic first iteration. If anyone is interested in improving the design or wants to re-create it I’d gladly share the files.
7 Likes
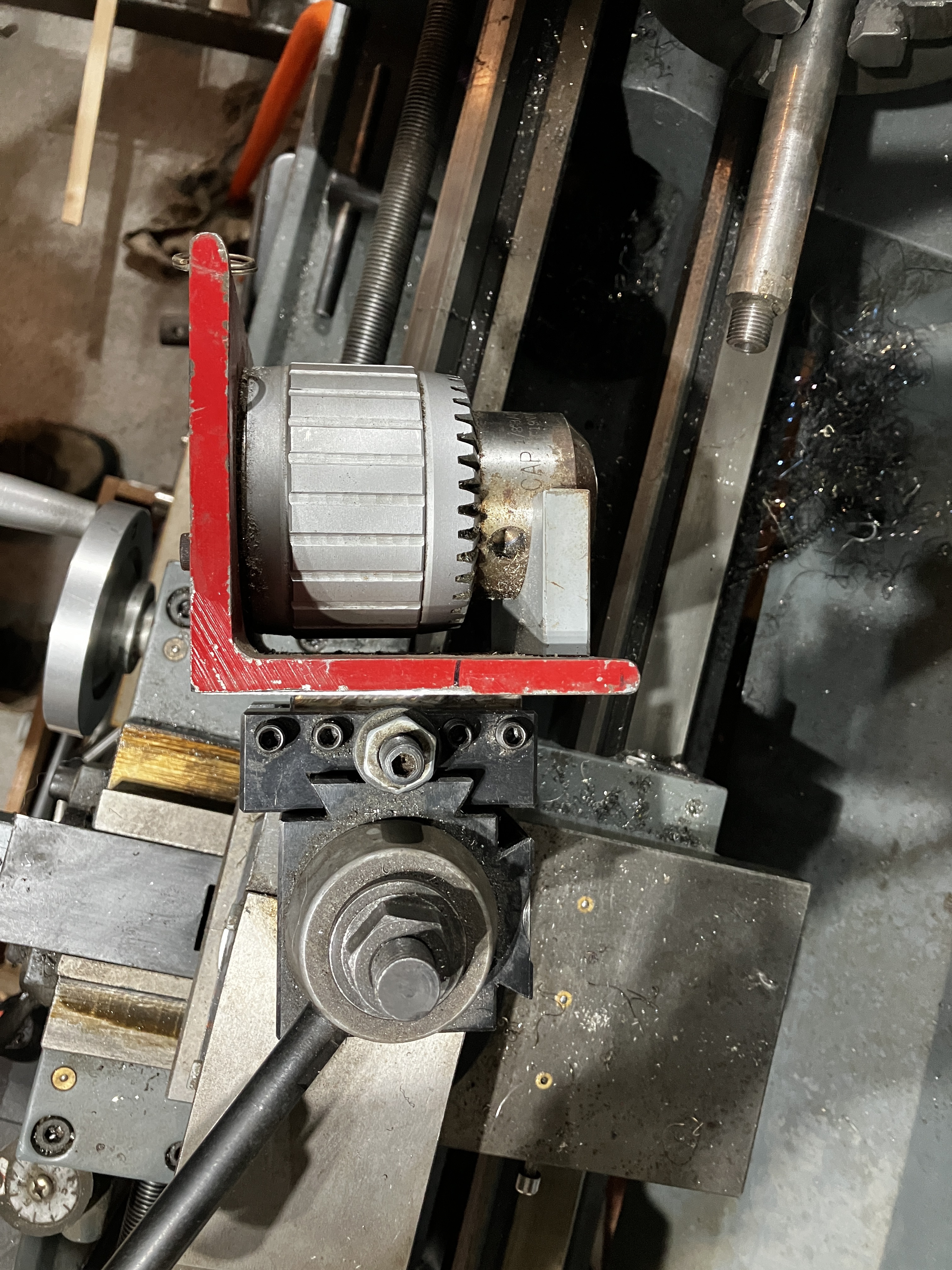
I have a setup made for smaller tubes. It’s made from a drill chuck that was used on a student project I made 20 years ago.
And I also made a second setup for larger tubes. Made from scrap angles I had laying around and c-vises.

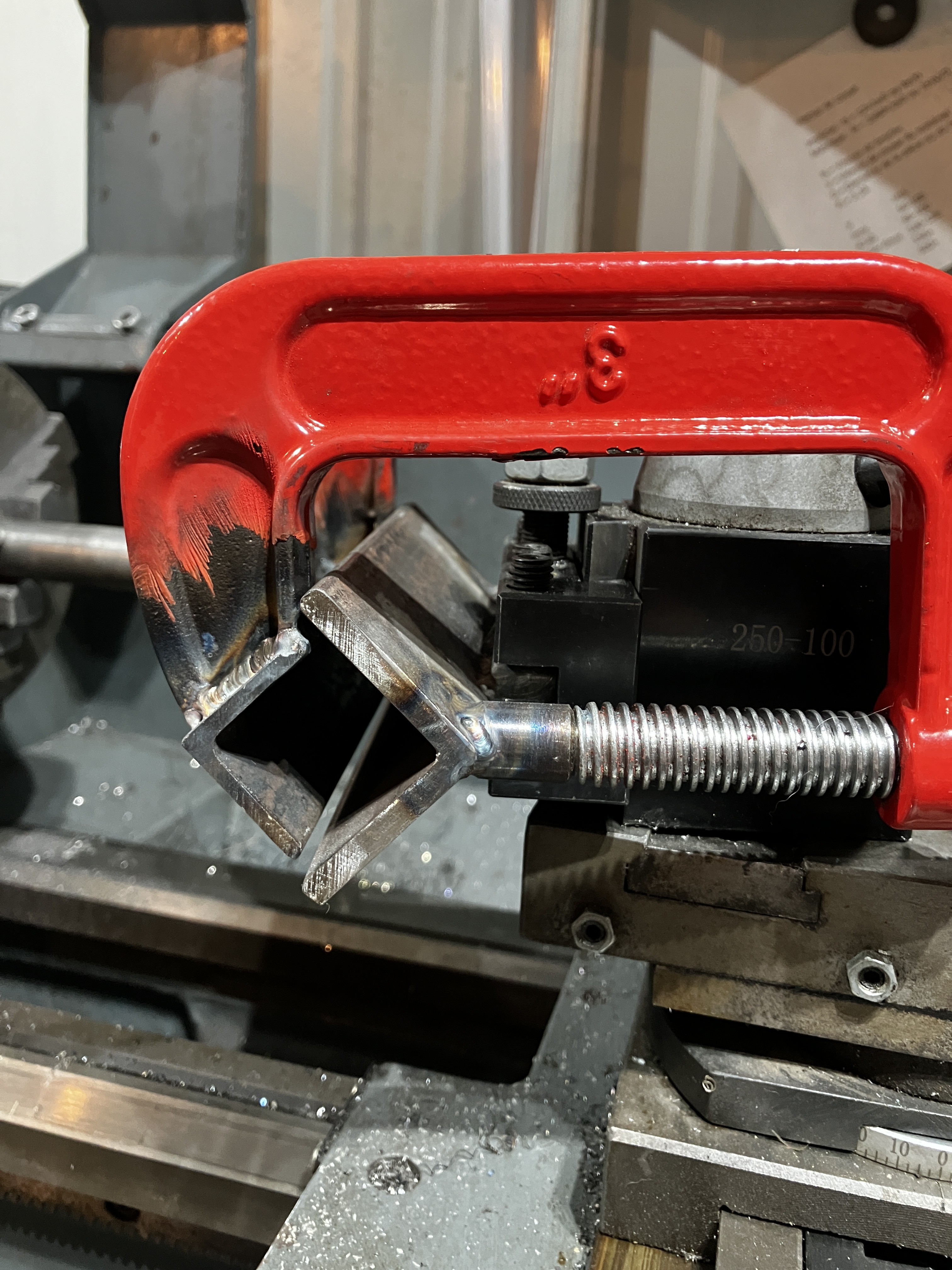
Both are very ugly and lowtech, I know. But they work very well and are stiffer than the sync notcher that I still use too sometimes . The notches are much more clean.
6 Likes