For the best look 56% silver is recommended. I did several racks with it, all without perfect cleaning before brazing, they all last. The last time, I put small cut offs inside the tube, so the fillets became really small and beautiful.
Yes, a little too little this time. But it’s for me, so …
But the silver price increases faster than gold. My dealer (sonderlote.de) offers 40% silver as “the alternative”. Did not use it yet.
I usually have my current set on 80 amps and then just foot-pedal it. But RN, doing a lot of work on this rack, I’ve turned it down a bit to maybe 70 or 75 or so. You want to avoid melting the parent metal and mixing it in with the braze as much as you can.
This is the wire I’m using (not cheap!) It’s a UK one, but I’m sure there are US equivalents. It’s basically “silicon bronze”.
I bought quite a lot of it a few years ago when I don’t think it was quite so expensive!
For my personal stainless steel racks, I’m willing to experiment with silicone bronze. I have been brazing stainless with nickel silver and have had great success but it can be very time consuming. The last stainless rack I made had over 30 brazed connections, it took a couple days to complete.
Sorry for hijacking!
Thanks for everyone’s input, I did find a European based supplier yesterday for 45% silver so I think when I have a go at it I’ll use that. It’s a bit less expensive than 56 anyway too
I’m working on my first rack, a simple front platform for a Wald 139 basket, and I have a couple of questions hopefully someone can help me answer.
For the contour of the platform, what’s the best way to braze the two butt ends of the tube? I’m using 10x1mm tubing, so I thought I would put a small 8mm sleeve inside and silver braze it. Does that make sense or is simply silver brazing without a sleeve enough?
I would like the platform to be the exact size of the basket’s base. In school we learned how to calculate the bend allowance and deduction to know the exact length of material we need and where to bend it. Do people usually actually do the math to get to that result or do you just do various tests with your bender to figure it out? In any case I know I will need to play around with the bender to really understand how the metal elongates and all but I thought calculating it could give me a good head start.
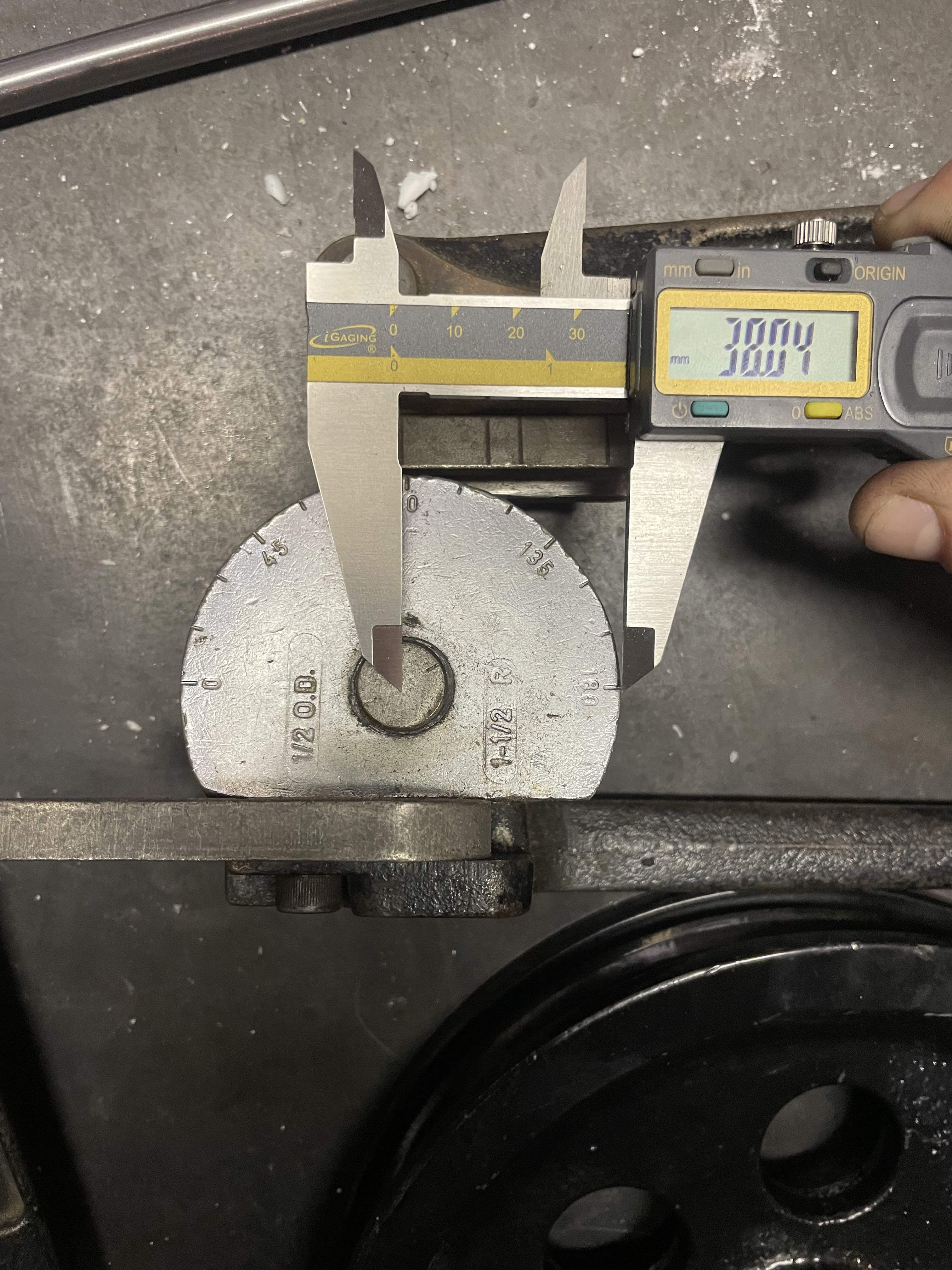
If I’m calculating the bend allowance and deduction, I’m not entirely sure how the radius of the bender is calculated. Looking at my workshop mate’s bender, it has a 1.5” radius, and measuring it that’s the measurements to the very edge of the die, which if I’m not mistaken is pretty much the centerline of the tube and not to the edge of the tube (not sure I’m explaining this right, see picture below). So when I input the bend radius in the formula, that radius would correspond more or less to the neutral axis of the tube, and not its edge. Asking because in school we mostly worked with sheets and bend radius was always measured to the edge of the piece, then we had to calculate the neutral axis (or k-factor) depending on thickness, just want to make sure I’m getting this right.
Yes on using a small internal sleeve. A butt joint with no internal sleeve might work but it has too slim a safety margin for my taste. The sleeve is easy to make and also hold the tube ends in alignment while brazing.
I’ve never bothered calculating since the size tolerance for a rack is usually measure in centimeters. Just make it a bit smaller than the basket so if you screw up, it won’t end up larger than the basket, which would look lame IMO.
Yes you are measuring the bender radius properly, but that’s not the same as the bend radius. The radius of the finished bend will always be a little larger due to spring-back. Springback is variable from one tube to the next; I think test bends will be necessary to get the actual numbers you’re looking for.
Have you seen Alex Wetmore’s blog about bending yet? He posted that stuff 15 years ago but it’s still valid.
I recommend just keeping it simple. Think about everything on the centerline and know your bender’s radius on a 90 degree bend (all that you need for a rectangle). If you want an 10x12 rack and the radius is about 0.75 then you would need 10-(2*0.75)=10-1.5=8.5 short sections and 10.5 inch long sections.
I always mark where to start the next straight section after finishing the bend. Just mark the end of the bend, measure 10.5”, draw a mark and start the bend there. I put the splice at the back of the rectangle so that it’s on the least visible side.
If your rack needs to have an outside rack this size then just subtract your target size by the tubing diameter.
It gets more complicated with non-rectangular racks, but they are usually simple enough that I still use a similar process.
Out of curiosity, would you also put a internal sleeve if it was TIG welded?
I just finished reading Alex’s blog, thanks for sharing, very insightful!
@Alex thank you for your blog, lots of good information!
When you say to subtract the tubing diameter to the target size if the target is the outside size of the rack, do you mean subtracting before doing the formula you showed above? So if I’m building a platform with 3/8” tubing and I want the outside measurements to be 10x12”, I would calculate 10-0.375-(2*0.75)?
Yes I think so but I’ve never welded a rack. Seems to me, with my welding ability, making a butt joint in such small tube, strong enough, with no backup = dicey. Not to mention the added difficulty of jigging it to line up perfectly, which the stub inside would help with. If you do it, definitely place that joint where it won’t get stressed much in use.
If you’re going to weld it then using an internal sleeve is a good idea. I’d recommend leaving a small gap though and not having the two ends of the tube meet up, a 1mm or 2mm gap will allow you to make sure you get full penetration right down to the sleeve. Chamfering the ends of the tubes will give you bonus points too.
Yes, because you need to remove half of the tubing diameter twice, once for each half outside of the centerline. Also use the bend radius numbers from your bender, 0.75 is unlikely to be right (especially on a 3/8 rack).
I agree with Mark’s first post, don’t overthink it and just make the platform a little smaller than the basket vs trying to make it perfect.
Which tubing do you use for those racks? I would like stainless because paint will inevitably rub off and let non-stainless steel rust.
I’ve been looking around but all I can find is basic 316 / 304 tubing but I’m not sure it’s strong enough. I’m not looking for the ultimate strength to weight ratio though, I just want a simple minimal rack to put a pannier on.
I use seamless 1.4301 ( = DIN X 5 Cr Ni 18-10 / USA SAE 304 / B.S. 304 S 15 / AFNOR Z 6 CN 18.09), usually 8 x 1 or 10 x 1. Some colleagues use also 6 x 1 for lighter racks. — Looking at older bikes that should be right, there are so many fine racks out here and there.
Okay thanks! Yes I also had racks on older bikes in mind, many old Flemish bikes came with permanently attached racks in very skinny (6mm?) (correction 8mm) tubing and those that haven’t rusted through are still fine, undoubtedly after most of them have served as a passenger chair.
I use 304 with a 1mm wall. Plenty strong enough. I think it’s a bit stronger than mild but not as much as CrMo. The two grades you can normally buy are 304 and 316. I think the main difference is that 316 is more stainless (and more expensive) so you use it on boats because of all the salt water.
Yes as far as I can tell strength-wise they’re about the same, 316 maybe even very slightly lower in yield strength but more resistant to salt and chemicals.