Thank you so much for the extensive report of all your trials and tribulations, looking forward to reading more!
This pretty much sums up engineering in its entirety I guess ![]()
Thank you so much for the extensive report of all your trials and tribulations, looking forward to reading more!
This pretty much sums up engineering in its entirety I guess ![]()
It’s best to leave the small details to the scientists! They live for that stuff!
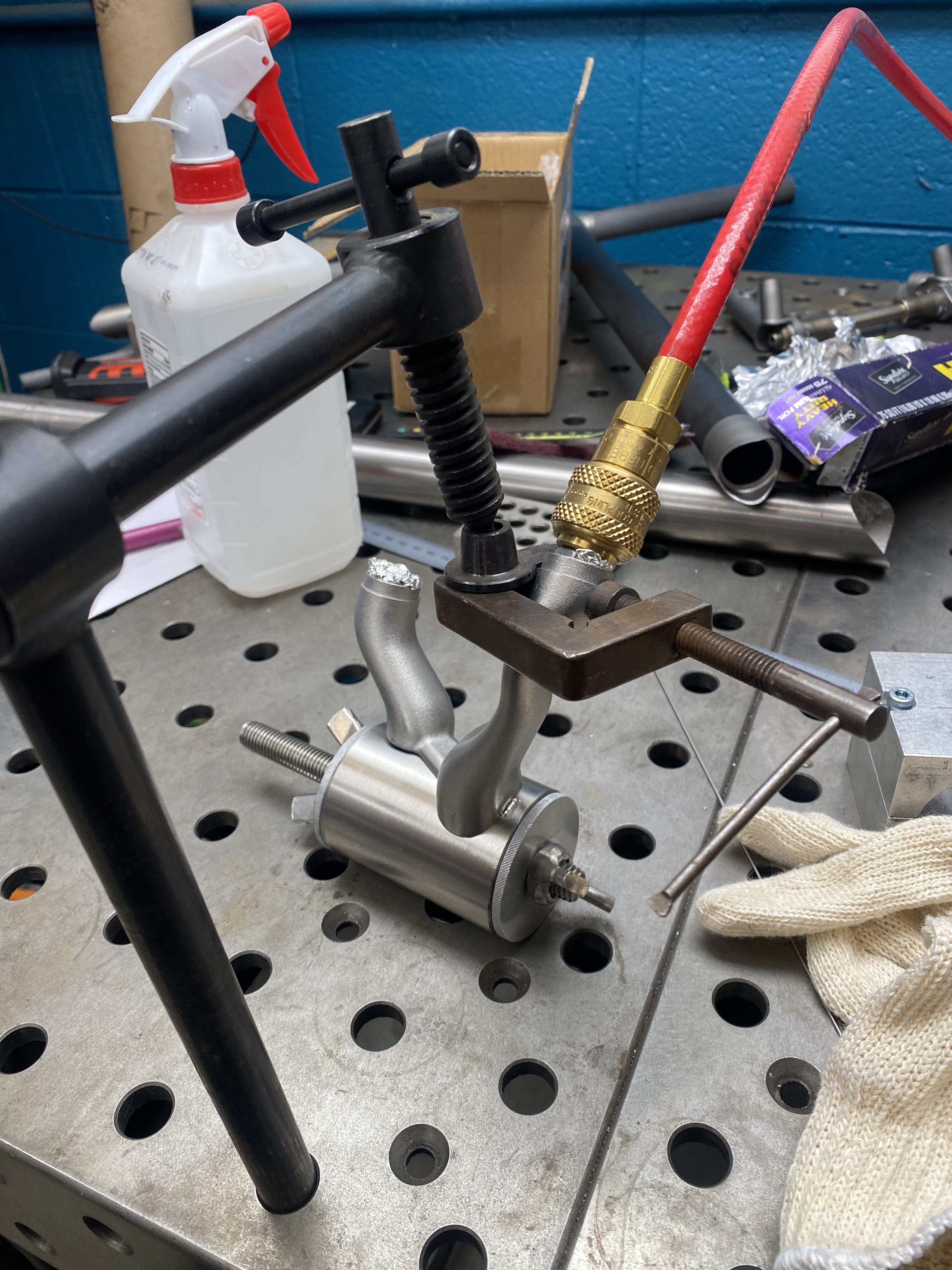
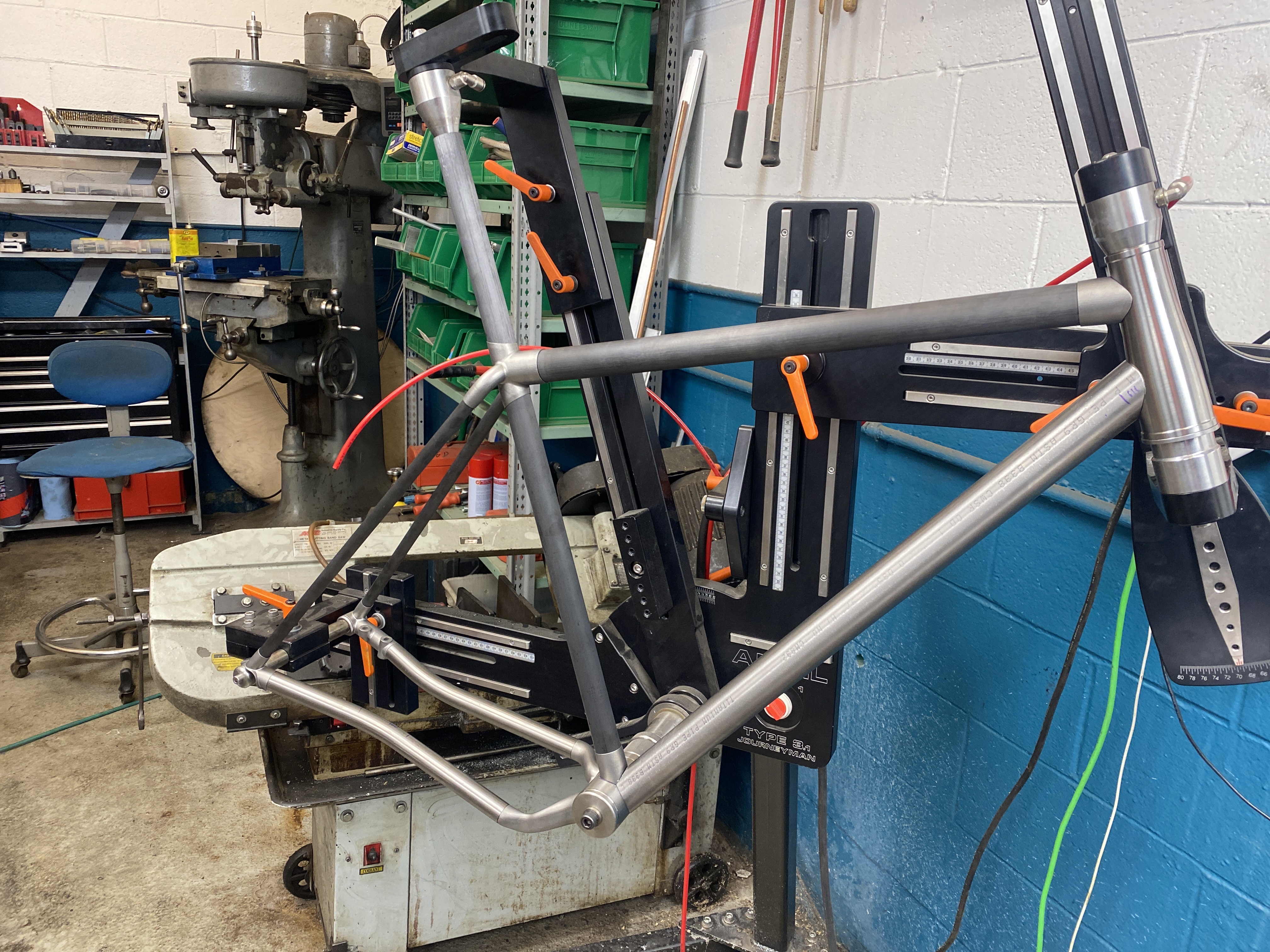
I got to spend a bit of time in the shop today which was a real treat! I took on a day job back in October and haven’t had much time to do fabrication work for a while. I was surprised how not-rusty I was with welding but I think that might be due to titanium’s forgiving nature.
Looks great. Great to see you building again
Wow! That came together so quickly! It looks great. I like the printed dropouts, pretty slick interface between the “hoods” and the stay nubs.
I think there are two parts to welding memory. The first is mental memory, like welder settings, and where you put your favorite gloves. The second is muscle memory; the feel and position of the torch and filler wire, and the orientation of the workpiece. Muscle memory really takes over when you have a puddle in front of you.
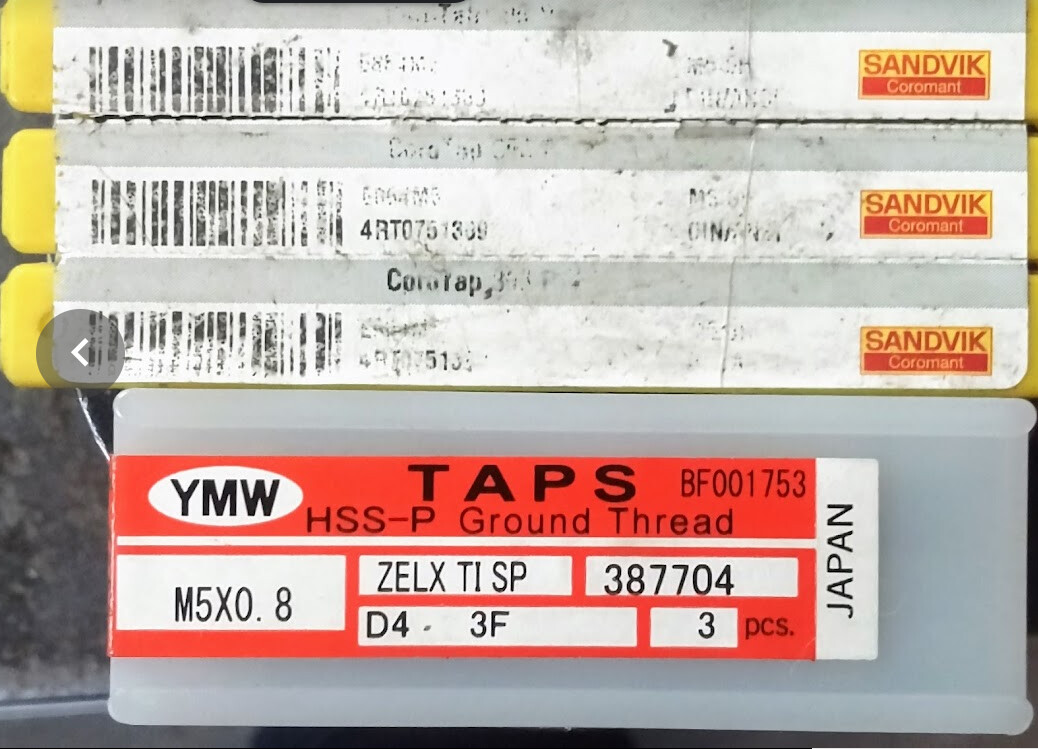
For taps, take a look at these:
YMW are by far the best taps I’ve ever used in 6/4. There are razor sharp, but brittle. They break relatively easily with a side load. The Sandvik ones are more robust, but more expensive.
Great project!
Thank you! It’s been interesting working in the 3DP world, I still find myself reverting to the traditional hooded style of dropouts even though there’s not a requirement to do so. I’ve tried to do more box-y hollow designs but they never look quite right to me.
I’m stuck tapping these bosses by hand, do you think they’d hold up to that?
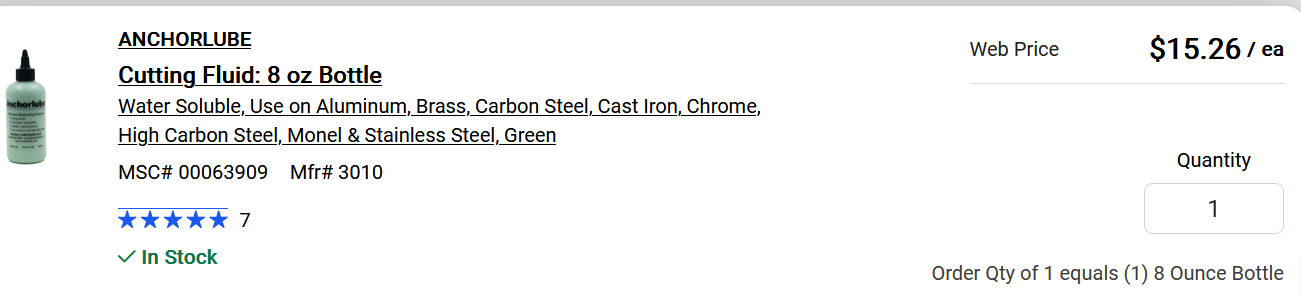
Yes, they’ll hold up to hand tapping. They’ll last for hundreds of holes, as long as you only apply axial force. When you have the tap in the work, the phone rings, you pivot to grab it and your hand smacks the tap wrench, the tap is likely to break. As long as you have steady hands and some patience, you’re OK! Lubrication is important. AnchorLube is good, and washes off with soap and water. Canola oil works well, but messy.
https://www.mscdirect.com/browse/tn?searchterm=anchorlube&hdrsrh=true&rd=k
That’s great news, I just ordered a pack of them! I’ll make sure to keep my phone on silent when tapping ![]()
Bad ass!
Your weight weenie gravel bike is coming along nicely. Can’t wait to see the full build.
In one of your posts you mentioned that the yoke has some distortion. Did the yoke legs end up not being parallel with the frame centerline?
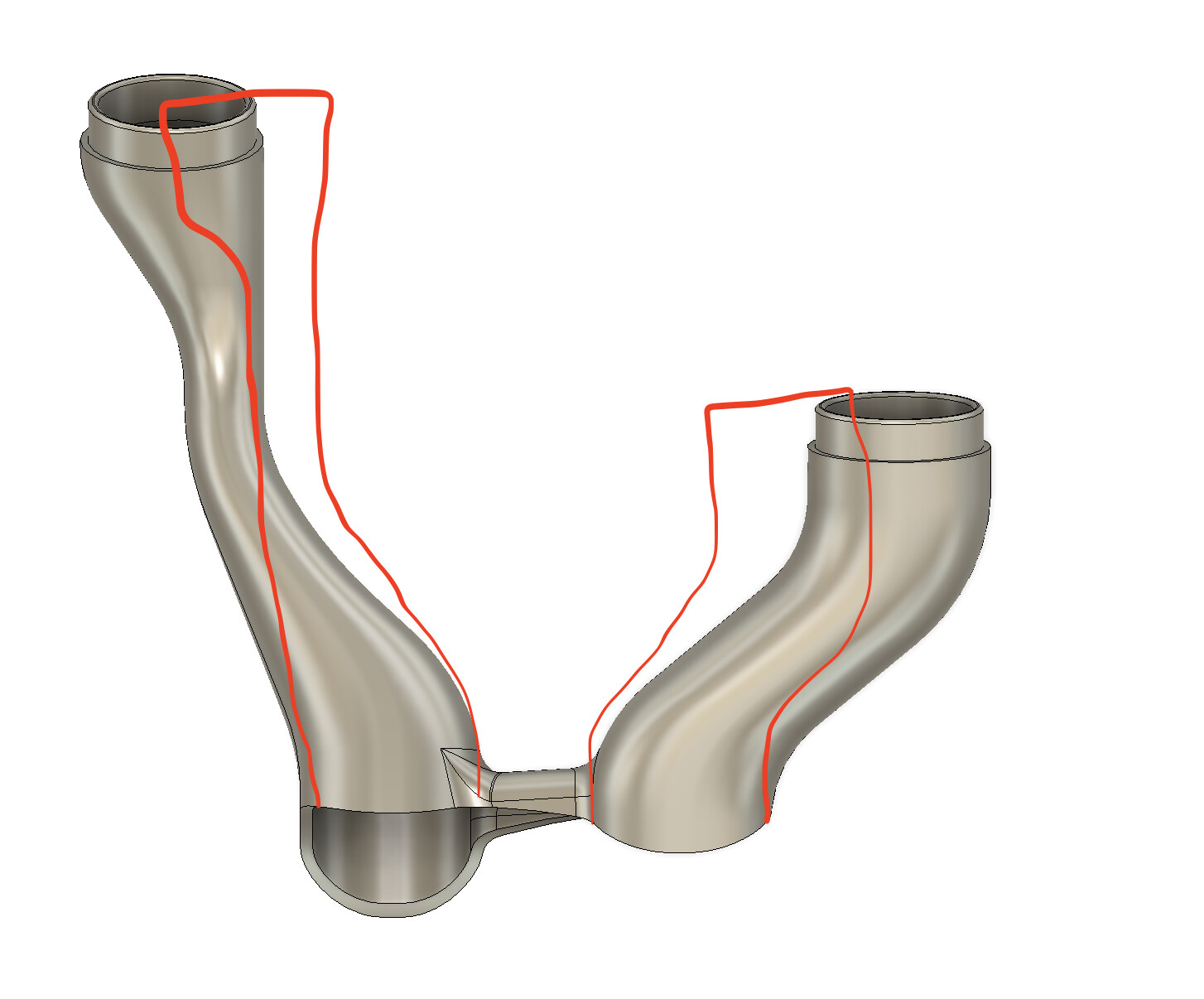
Great question! Yeah, the yoke was distorted a bit inward compared to how it was designed. If I laid it on the BB, the “bridge” would make contact, but the two “legs” would rock back and forth.
Artistic rendering (exaggerated for effect):
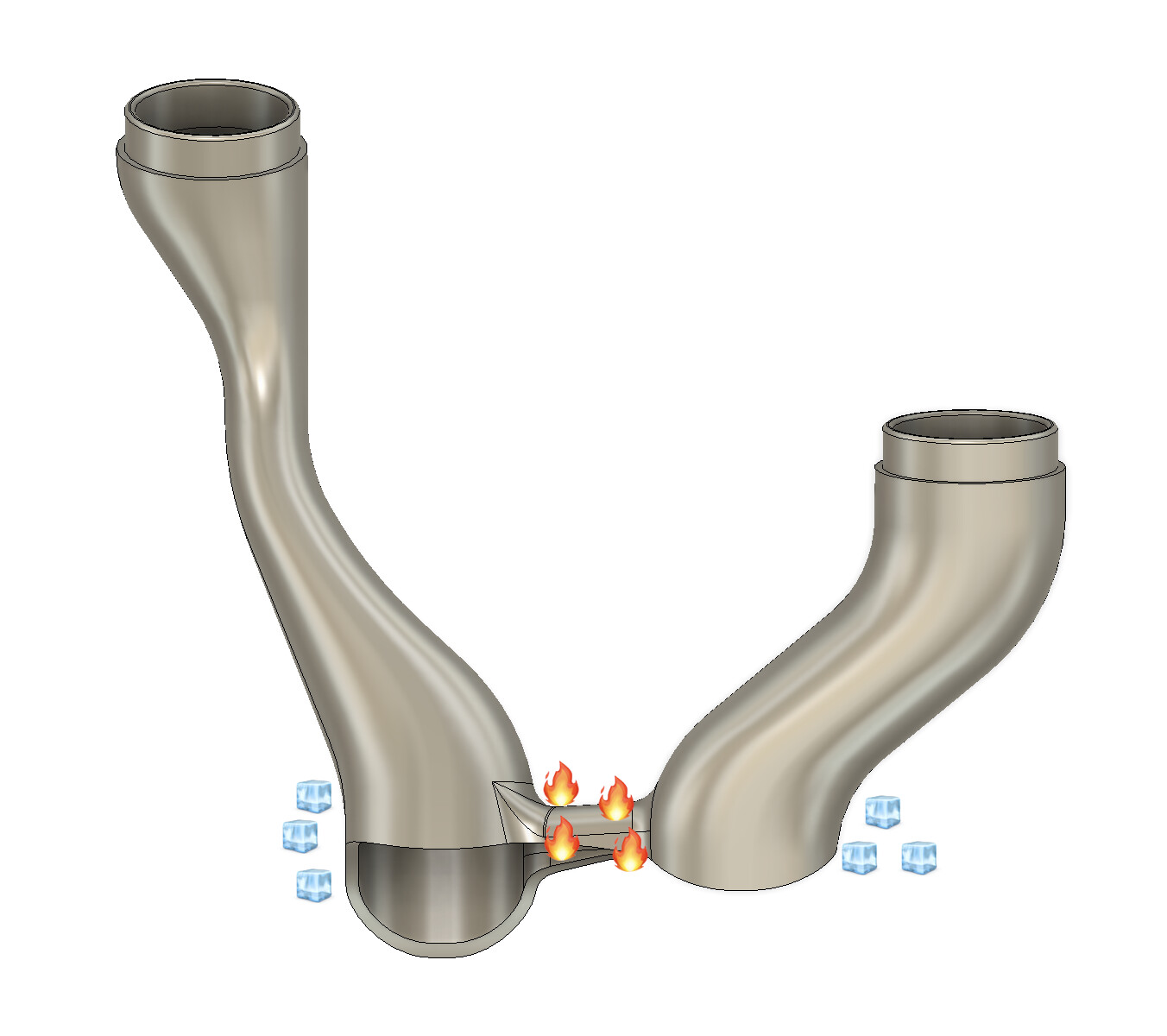
I don’t know if there’s really any way around this if you want to have a bridge that co-locates the two legs. There will inevitably be more heat in the bridge area than on the other side of the leg.
Technical diagram:
Like welding, when there’s an imbalance of heat, there will be distortion, generally in the direction of the heat. There are likely further complications with respect to print orientation and post-print heat treatment but I don’t know enough to comment on that. Maybe @Daniel_Y has some input?
It would be interesting to brainstorm a solution to this. Maybe it’s making a more minimal bridge? Or perhaps it’s better to just have two separate yokes? Personally, I’m fine accepting a bit of distortion, though it makes fixturing parts a bit tricky.
I’ve chatted with another builder who locates his bridge away from the BB face. I wonder if it’s the bridge position at the very end of the print that helps cause that distortion.
The technical diagram is both amazing and accurate ![]()
I’m not in the metal 3D printing field, but I know in the plastic industrial 3D printing world, warping is inevitable and a big concern.
Very much trial and error.
All print algorithms tweak your model’s scaling in X-Y-Z to match the print to your model. This case is a bit weirder because you would need to warp your part out 1-2deg.
Solutions?
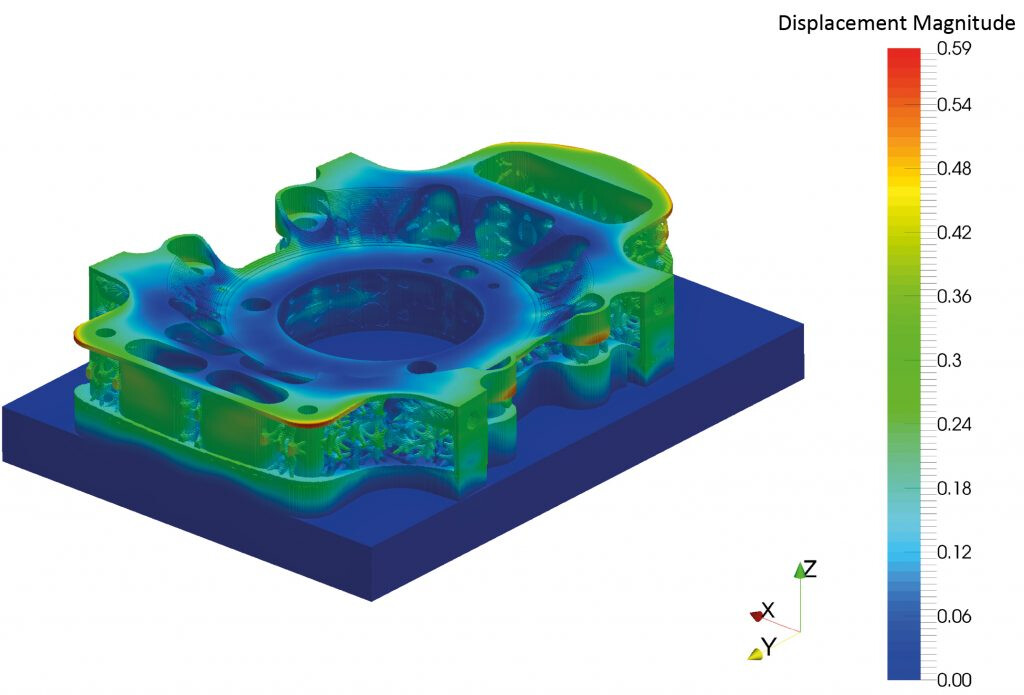
Slightly related, I came across this when working on my seat mast topper:
Full article here: https://static1.squarespace.com/static/5155d3e7e4b01a74bb7d1208/t/586a8acf29687f66480a69d7/1483377365617/Andres_Belles-NAFEMS_Nordic_Seminar_.pdf
This is from back in 2017 when DMLS was still in its infancy so I’m sure a lot of work has gone into thermal modeling and simulation since then.
It’s definitely a challenging part to print ![]() Do you know the orientation it had in the build chamber? Maybe a possible solution would be to print a bit of excess and then cut the BB mitre traditionally with a hole saw before welding.
Do you know the orientation it had in the build chamber? Maybe a possible solution would be to print a bit of excess and then cut the BB mitre traditionally with a hole saw before welding.
Generally, distortion from printing looks like this:
The corners of each layer that has been printed will want to pull up as a result of the whole layer shrinking during solidification. The more surface area there is, the more pronounced the effect.
So as a result, a tubular object would be best printed standing upright, which would be the maximum build height → highest numer of layers → longest run time → more expensive…
Support structures can not really prevent this from happening. The printed part would snap into its destorted shape once it is cut off the build platform.
There is a post build process called HIPing (hot isostatic pressing) which can be carried out with the part still anchored on the build plate. This can reduce the residual stress in the anchored part and thus the amount of destortion, but it also greatly increases the cost…
I thought about this, but that would end up with the legs still bowed inward. As I see it, the best way to “un-distort” them is to anchor one end of the yoke and then bend the other to fit.
Do you really need that bridge? It’s quite minimal in the scheme of things and without it allows some flexibility in the spacing of the yoke on the BB shell.
You don’t need it but especially for yokes like this where the two stays are out of plane with each other, it helps a lot for angular alignment.
This make all the sense after the fact! Hindsight is 20/20?
More my experience is in injection molding vs 3DP, but the hot vs cold situation seems very applicable to both.
Similar to welding, a goal in injection molding design is to keep wall thickness the same and minimize relatively thicker areas that will cause shrinkage while the plastic is cooling (ask me how I know ![]() )
)
I would be very curious about the orientation of how the yoke is printed! If it starts from the sockets up, to preserve the roundness of the sockets but loads of overhang, I could see the heat distortion amplifying as the layers increase until the bridge. The bridge would then ‘seal’ and have maximum leverage to distort the tangs inwards as it cooled. This seems most likely because the sockets are the truest flat starting feature.
If the opposite happened, and the yoke started at the bridge, I would expect the dimensional accuracy of the bridge to be spot on, but the tangs to cool outwards due to gravity, causing the yoke to be wider.
I could see a solution to add either a sacrificial support bridge across the rounds (milled, hacked, filed, after the fact) or maybe an increased cross section of the bridge? Thinking if it occurred sooner in the layers then less heat error would multiply. But the balance is thermal mass that wants to cause shrinkage. I would lean towards the sacrifice, as long as the sockets were the print orientation.