This seems like as good a place as any to share a project I did during my MSE education, related to TIG welding 4130. We weren’t able to achieve data on the failure mode I was aiming for, but it did show some insightful trends that are very relevant. I’ve seen some links to Bontrager’s study in the 80s that I don’t think has the data to back some of the conclusions and makes some harmful simplifications. It seems that maybe some of the precautions from this paper have maintained influence to this day, but it seems to me like with 40 more years of experience the steel frame community could achieve more thorough understanding. There is also likely more research out there that I dont know about. Either way, I’d love to start a discussion on the experience with failures that happen, and then hopefully build upon the knowledge about them with further testing such as this and for example the fatigue testing being done by @Equinox.
Some more thorough information on the metallurgical background of some of the terms and phenomenon might be needed to understand this fully, but if that is of interest I can do that in a different post. I’ll link to the full paper we wrote, but I’ll add a word of precaution that it was a group project and some sections (especially introduction) have some faulty information. That being said, a full method, results and conclusion will be have to read there to avoid a ridiculously long post here.
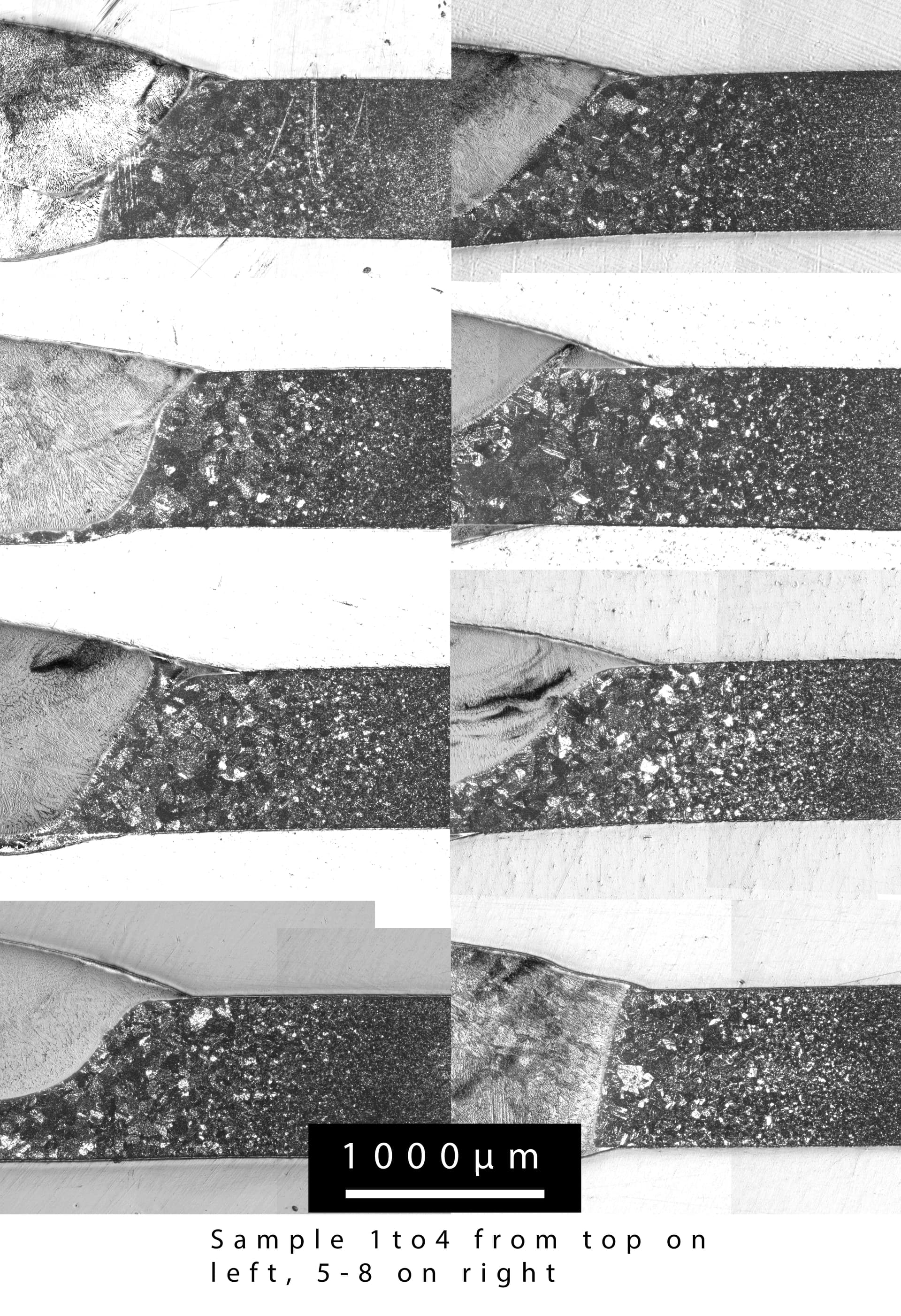
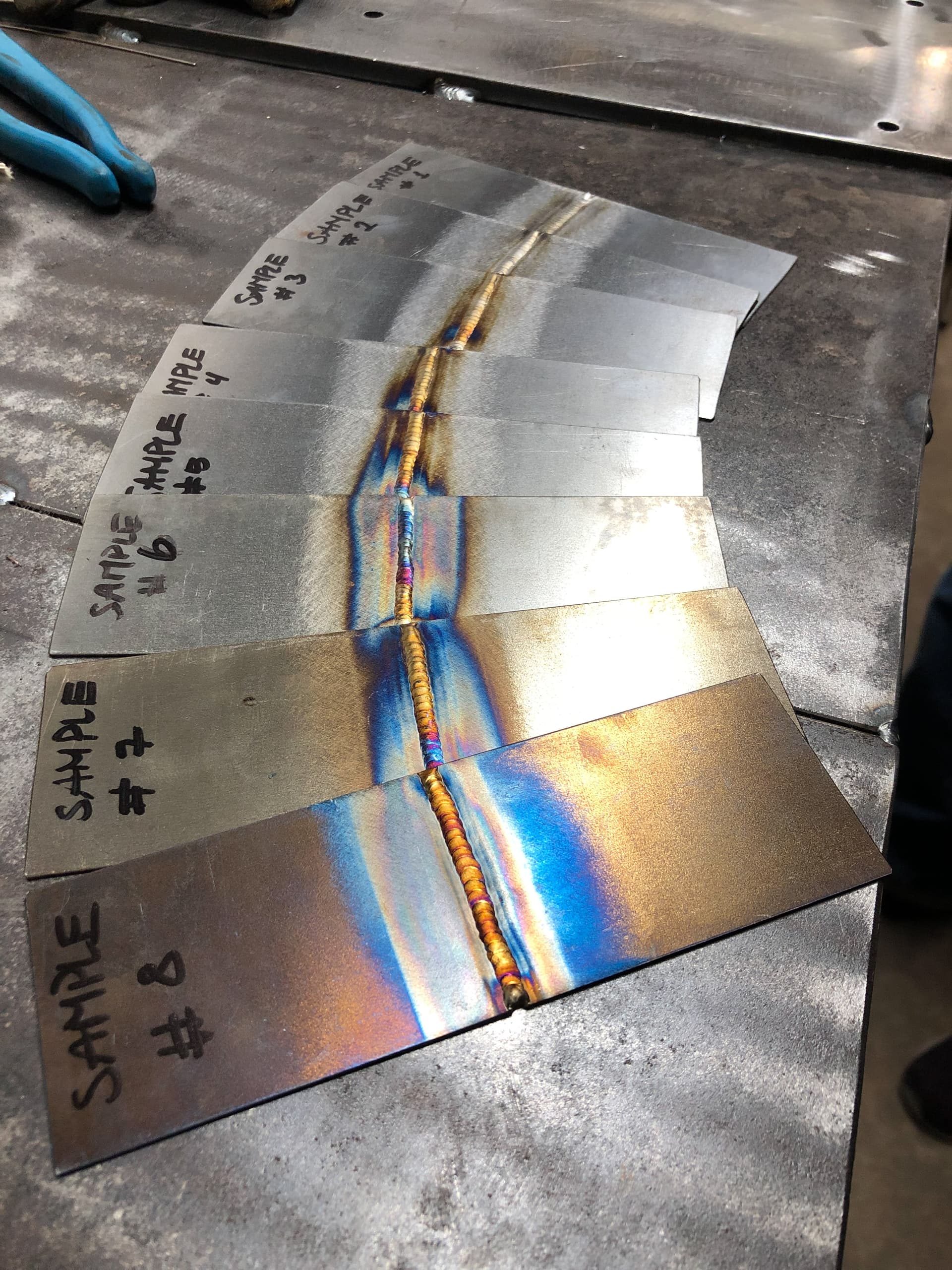
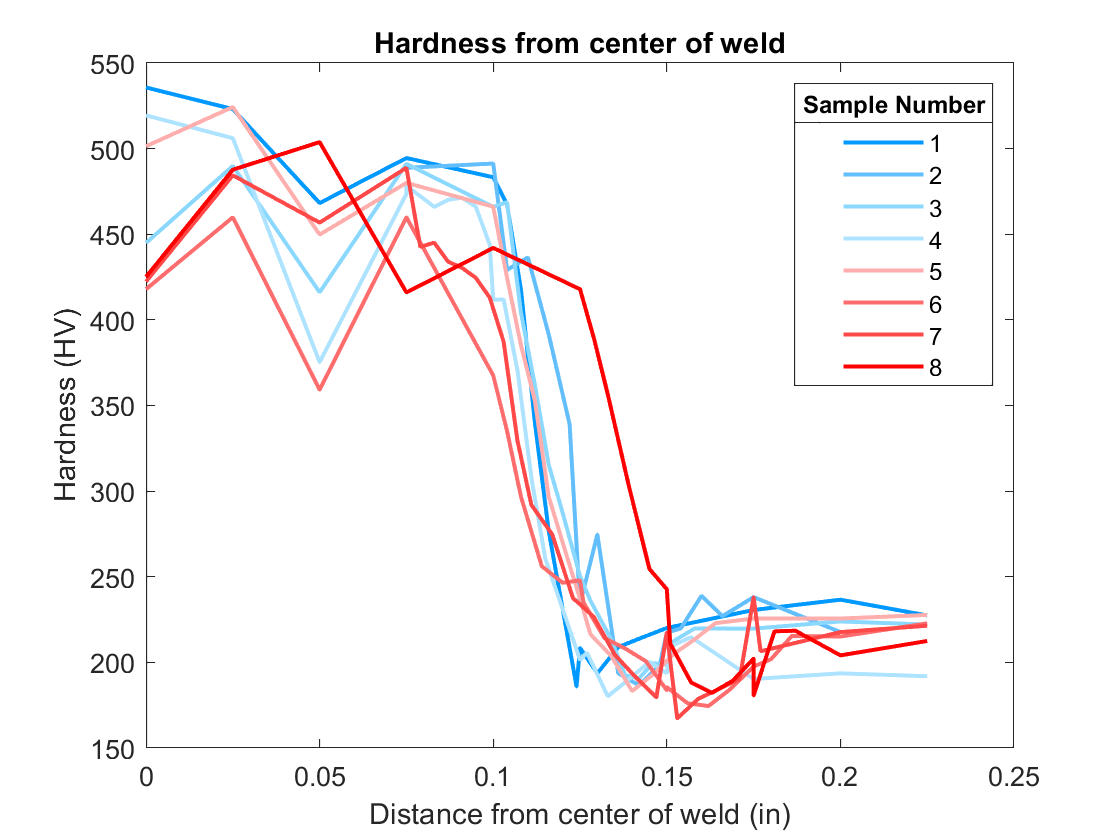
The aim: To study the effect of heat input on fracture resistance. This was done by testing welds made under a range of preheat conditions (with a cooled or heated jig) to change the cooling rate. It’s visual effect on the welds is seen in the picture below. Due to the different preheats, the only way to achieve similar welds was to approximate weld size and travel speed by foot pedal. A range of 0-275C preheats was done, with 8 samples total spread in between. 312 filler was used, which made the etching portion of the project fruitless. Dog Bones were EDM cut and tensile tested, and the remaining faces were mounted for etching and hardness testing. The hardness and tensile testing results are shown here. All dogbones broke ~2mm away from the toe of the weld, except for two samples that did not have complete fusion and fractured through the middle. No welds fractured “at the toe”, which was the failure mode I was aiming to gather data on. I think a fatigue testing scenario with a stiff, notched tubing sample would have to be used to get that.

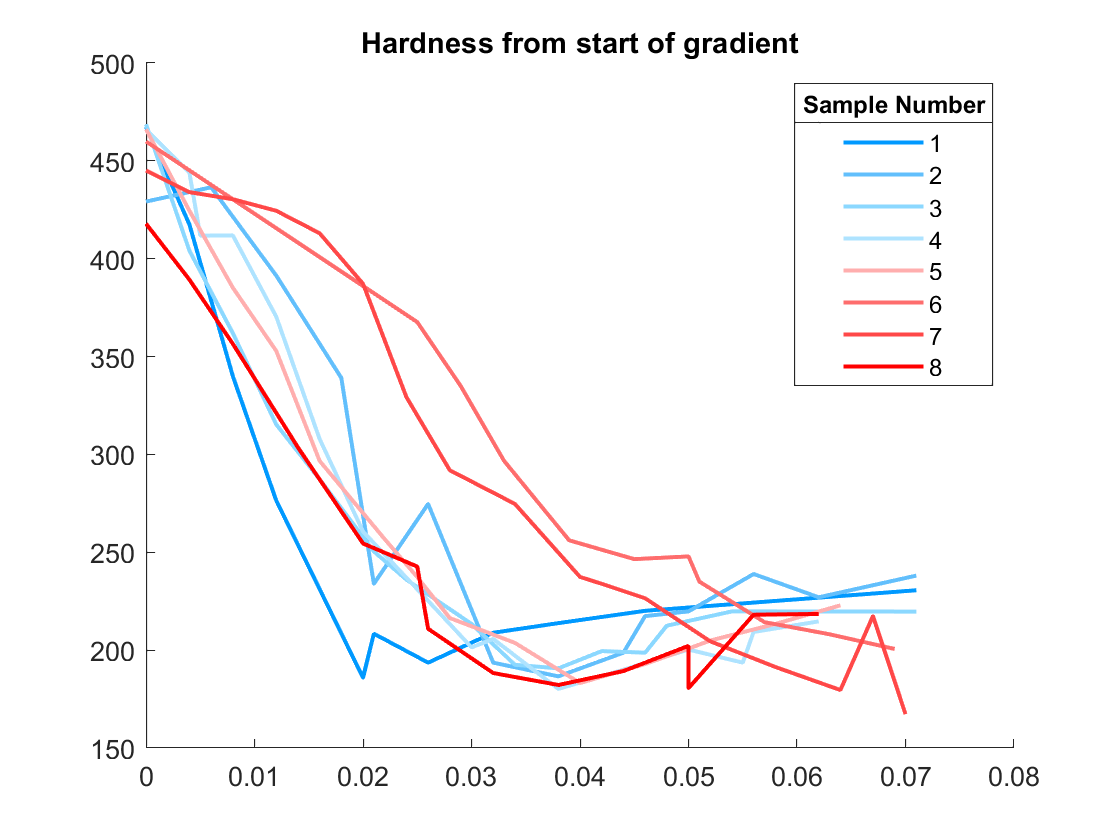
The Hardness testing was done on the Vickers micro scale, with a micrometer table so increments of 3x indentation widths could be made. The “interesting” location is right at the change between hard and back to base metal. This change in hardness starts beyond the weld metal, substantially into the HAZ. A full graph and zoomed in graph is shown below to highlight the trend. For all graphs, blue is the lowest preheat, and red is the highest, and the range between. From this its seen that the highest hardness and lowest hardness are similar in magnitude, but the gradient decreases with increasing preheat.
Tensile testing was done on two samples from each weld. The two samples that broke in the middle are the ones with abrupt endings, and the first sample slipped in the jaws so its start is shifted. Increasing preheat strongly correlates with decrease in toughness. All samples still yielded at the “same” stress, and all plastically deformed outside of the weld.
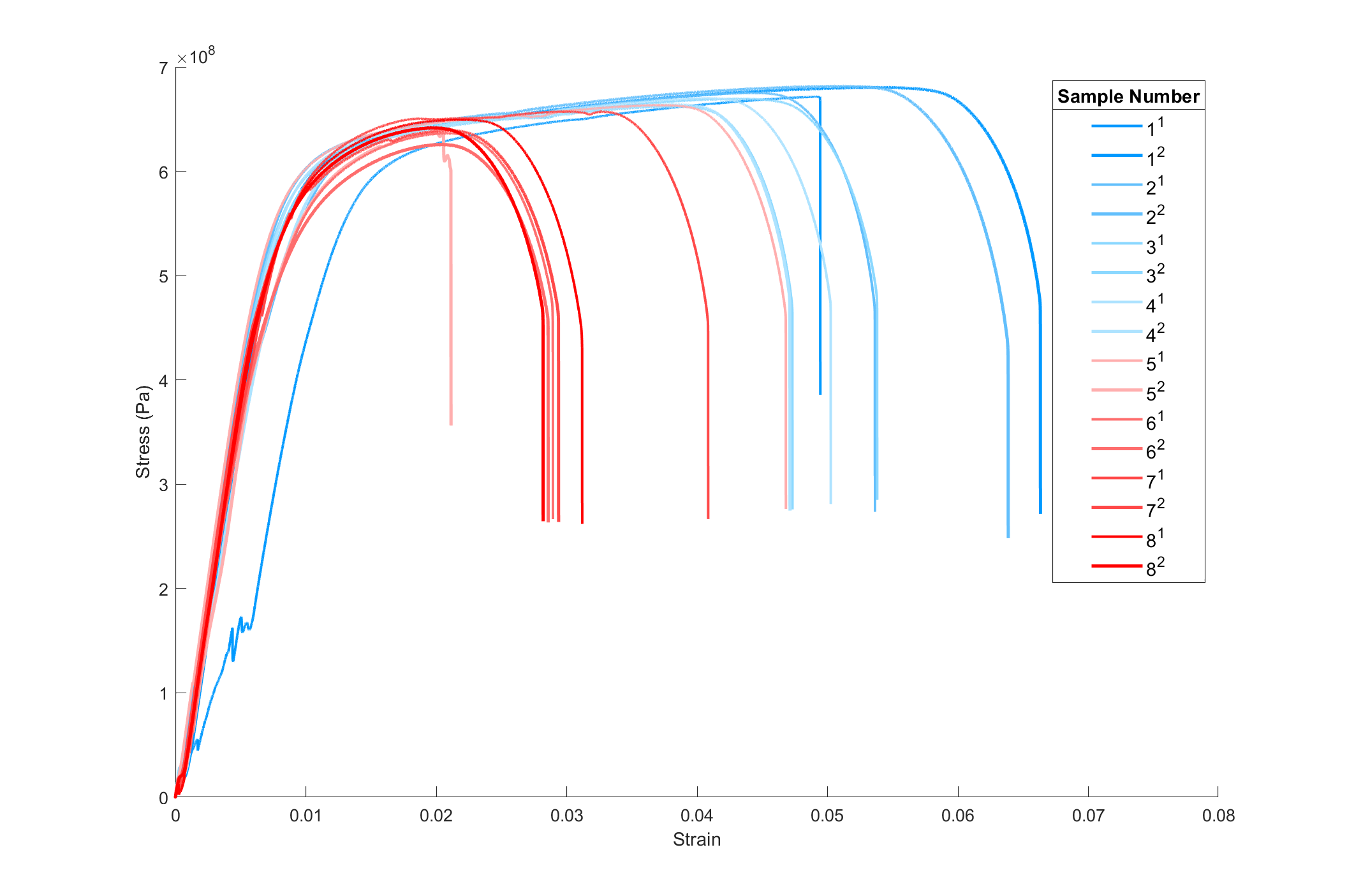
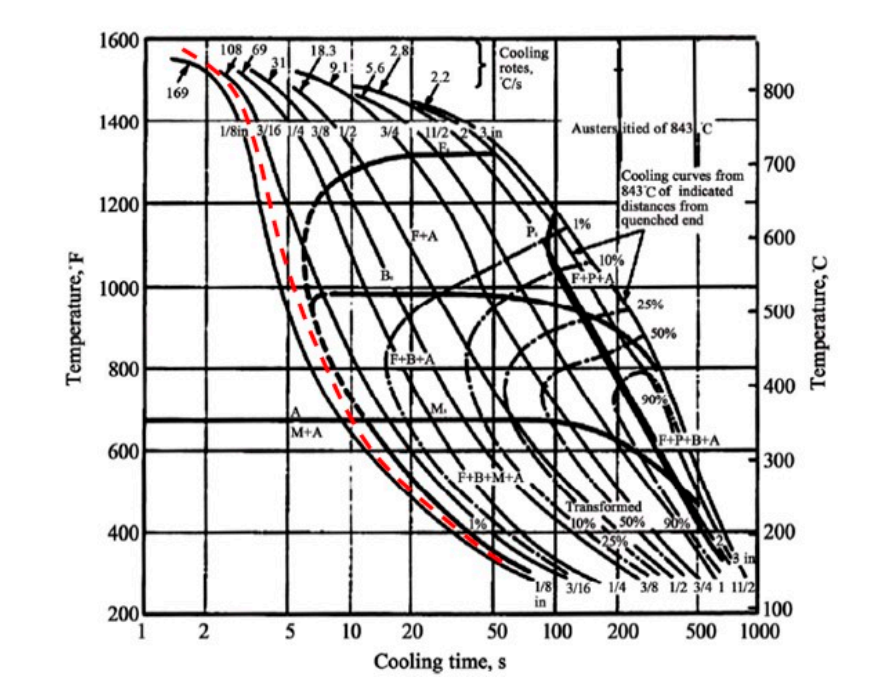
These results are quite in line with what I expected of a “normal” plastic fracture mode. Grain size strengthening is a dominant mechanism in normalized tubing, which must share a significant overlap with the fancy “air hardening” tubing that is sold. These grains increase in size in the HAZ, decreasing the strength and causing the plastic deformation and failure to occur there. The harder fusion and weld metal zones most likely have cooling rates quick enough or shrinking stress high enough (or combination) to cause martensitic phase formation, as they are significantly higher than the underlying metal. The 312 filler also solidifies hard, but more likely due to precipitation of carbides as it remains single phase austenite. The martensite phase is famously brittle, and is what is warned about when welding thicker 4130, and is shown in the CCT diagram below. Unfortunately, very little insight could be gathered from those in “academia” with higher credentials, though I have on two occasions been told by metals professors that aluminum is not weldable unless by friction welding, so I suppose that would have been too much to ask for. From literature review on the subject it is clear that fracture mechanics in welding is difficult to conclusively determine. Therefore, a qualitative, experimental type of direction, with some ground rules in metallurgy, seems like the most valuable way to go about increasing the knowledge.
If you made it this far, thank you. The importance of this is dependent on which type of fracture is the bottleneck in reality. I have broken a greater number of frames by the “at the toe” fracture mode, where there is no plastic deformation. I have had a frame yield at the same location to the samples in this project, but not to fracture before I saw it and stopped riding the frame. I have only been making frames for 3 years, and I have only been riding one of them for more than a year consecutively as I have been through many design iterations, so though I certainly put my bike through more than significant stresses, I don’t have the basis for high-cycle fatigue influence that others on here likely do. So any data on where, how and from what circumstance joint fractures have happened, as well as any other insight into this nature would be a great way to contribute to a common better consensus.
I think this pertains especially to the “the less heat input the better” type of rule of thumb that I was definitely guided by in the introductory part of my frame building journey. Due to the competing phenomenon, grain size increasing vs brittle phase, it seems to me an optimized strategy would lead to a compromise, weighted by whichever failure mode is more common in practice.
Please let me know if something is overly confusing or lacking, and I look forward to the conversation.
EDIT: link to paper: 4130 Weld Project.docx - Google Docs