Agreed. I am trying to find the best balance between manufacturability, ease of use, and precision. I am going to order some test parts from Send cut send to see the precision of the bends.
I’m currently looking into ways to use laser cut/3d printed keys to allow you to square up and lock in the perpendicularity.
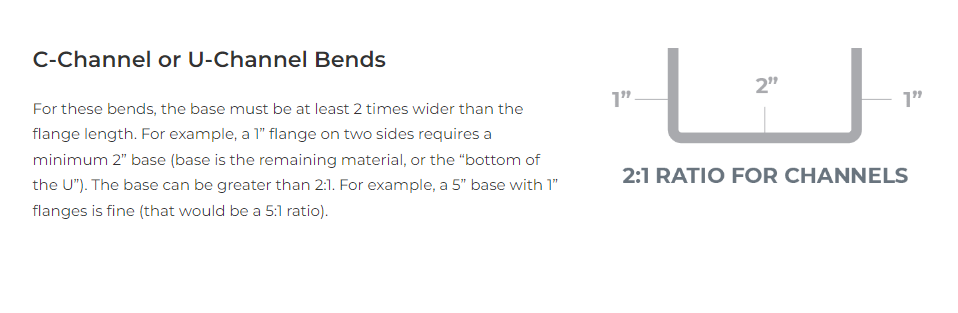
the 40mm extrusion width + the 19mm min flange width puts the design in a tricky pickle. I’ll see if I can work around this.
The objective of bent sheet metal was to make the design easy to re-produce without any tools. However, it’s been pretty tricky designing the risers to be unaffected by material thickness variations and bend tolerances while still obeying all the design rules. I might switch to a slotted plate style next (like the bike academy style).
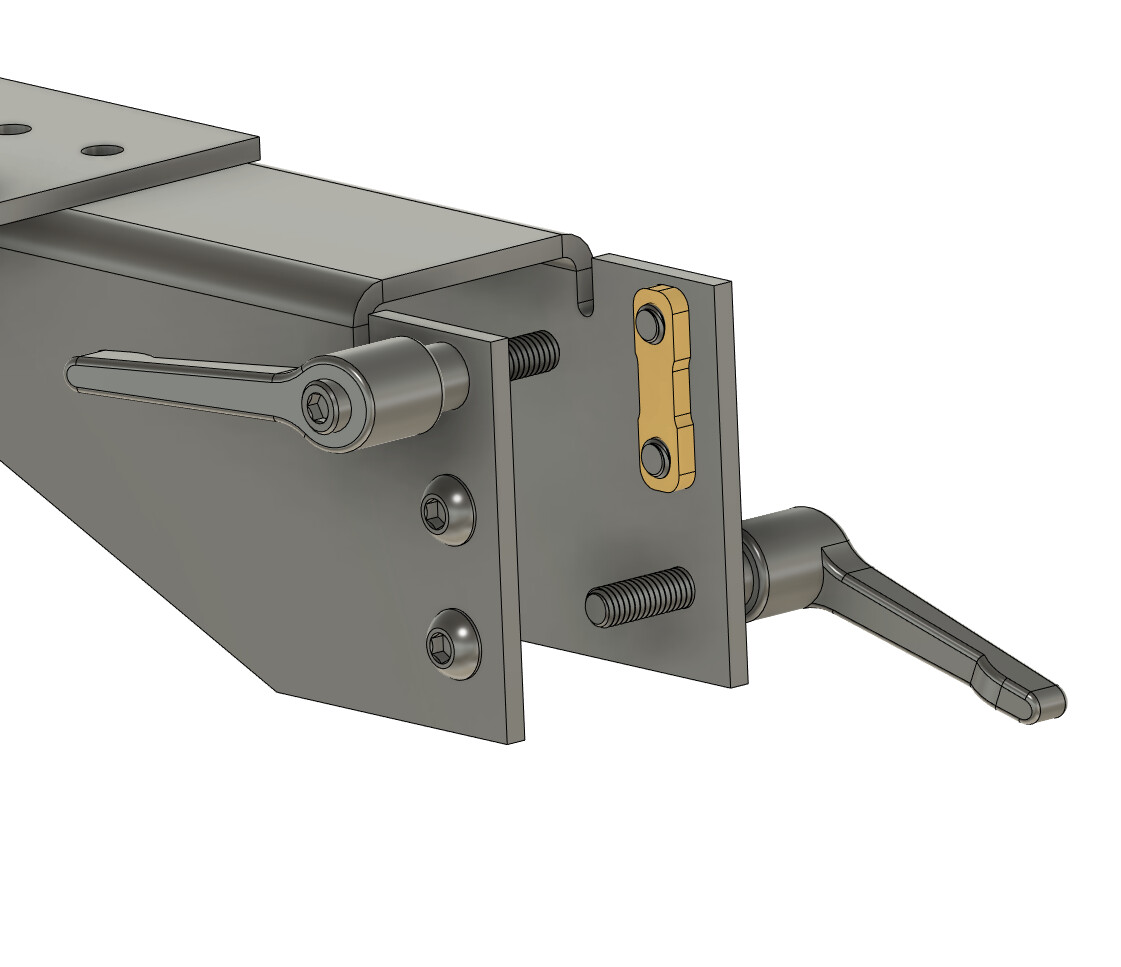
As you’ve discovered, the bend tolerances tend to kill most accuracy in sheetmetal parts. It’s not impossible, but it is tricky to get accuracy to the level that you would want for the frame jig. I’ve had success in the past with using laser cut edges to set the final bend stop and then tacking it in place as @drwelby recommends. It’s a bit of a GD&T “cheat” by relying on the tighter tolerance of the cut profile but it works.
That being said, you are then chasing heat input variance in the frame jig and what you sacrifice in plate thickness to make the bends possible, you also lose in stiffness.
Those optical tables can be found fairly cheap at auction depending on where you live (especially in the Bay Area, and they are far more accurate than anything that we would need for bike frames.
OT Aside: Tony Foale is IMO the go-to source on all things two-wheeled dynamics. He literally wrote the book on most of the design equations used by motorcycle and bicycle engineers.
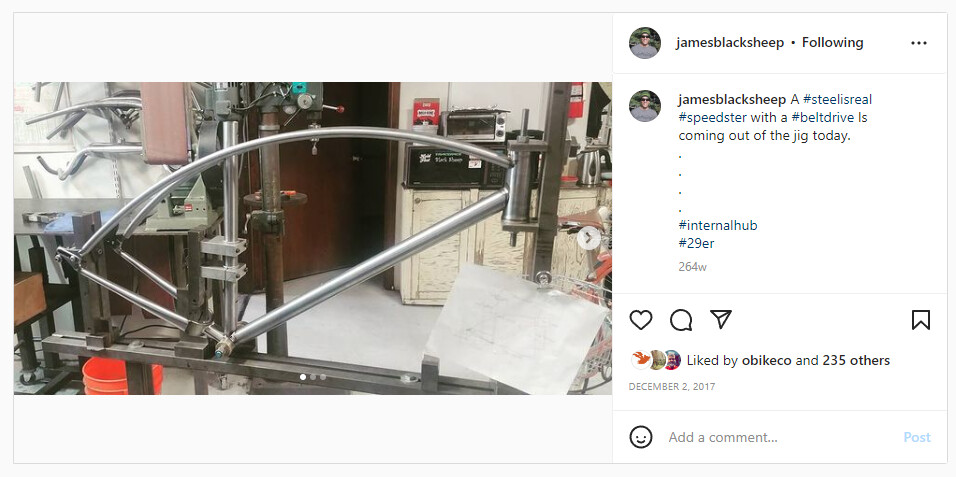
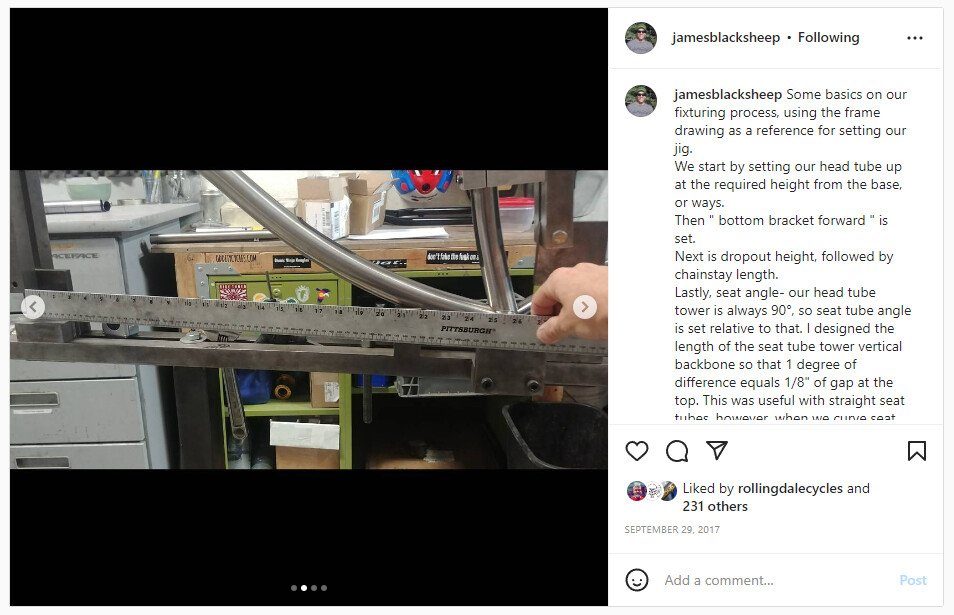
Made from cold rolled steel, very heavy, very solid. James from Blacksheep uses this and I believe a number of other Colorado based builders used this style also.
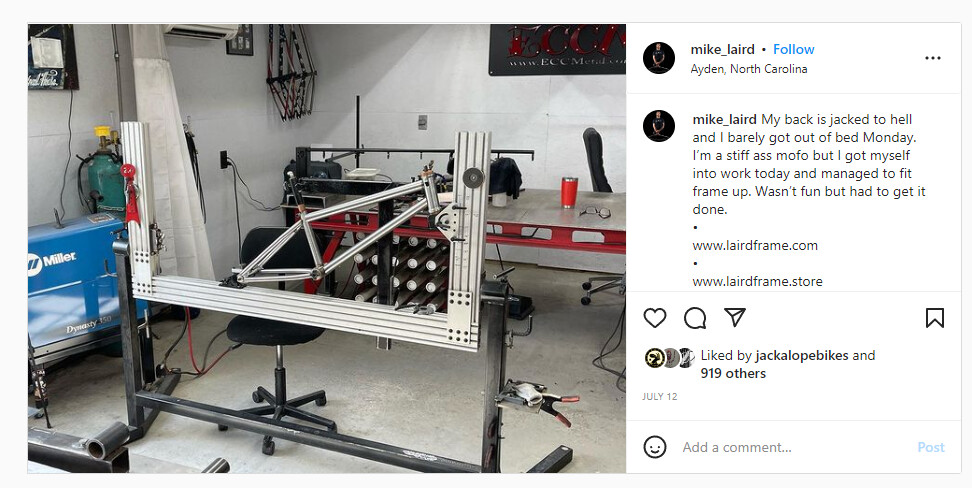
I recently converted my 8020 jig to this style and I really like the welding access compared to the jigs that are on one side of the frame. Mike Laird is another builder that uses this style, and has his set up on a sweet “rotisserie” stand https://www.instagram.com/p/Cf7wBIdOW4Y/?igshid=YmMyMTA2M2Y=
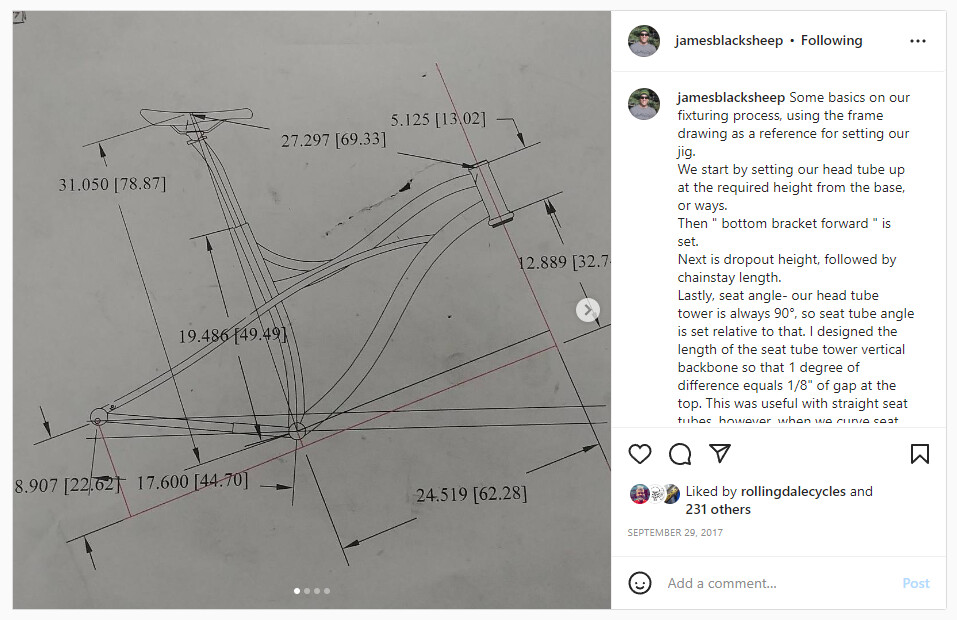
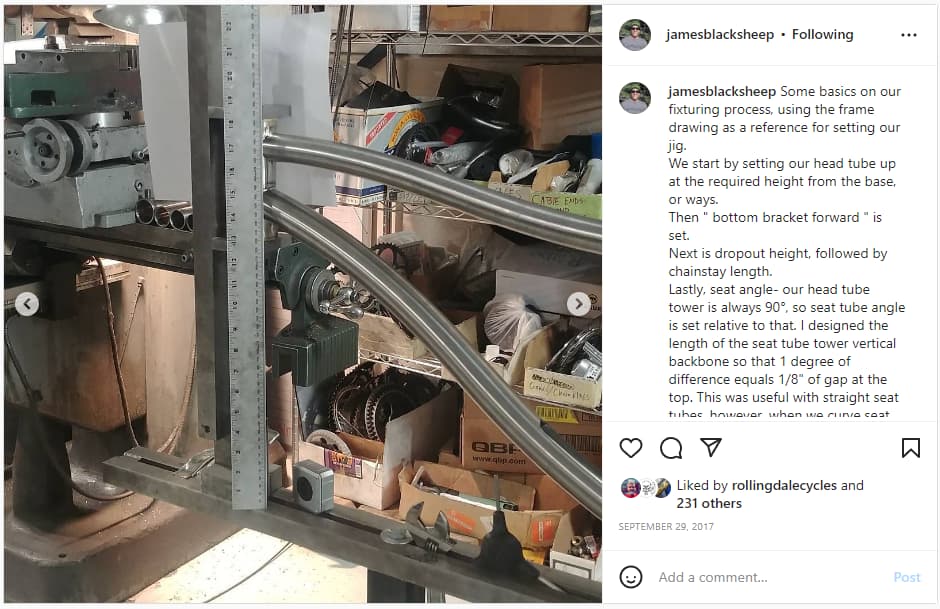
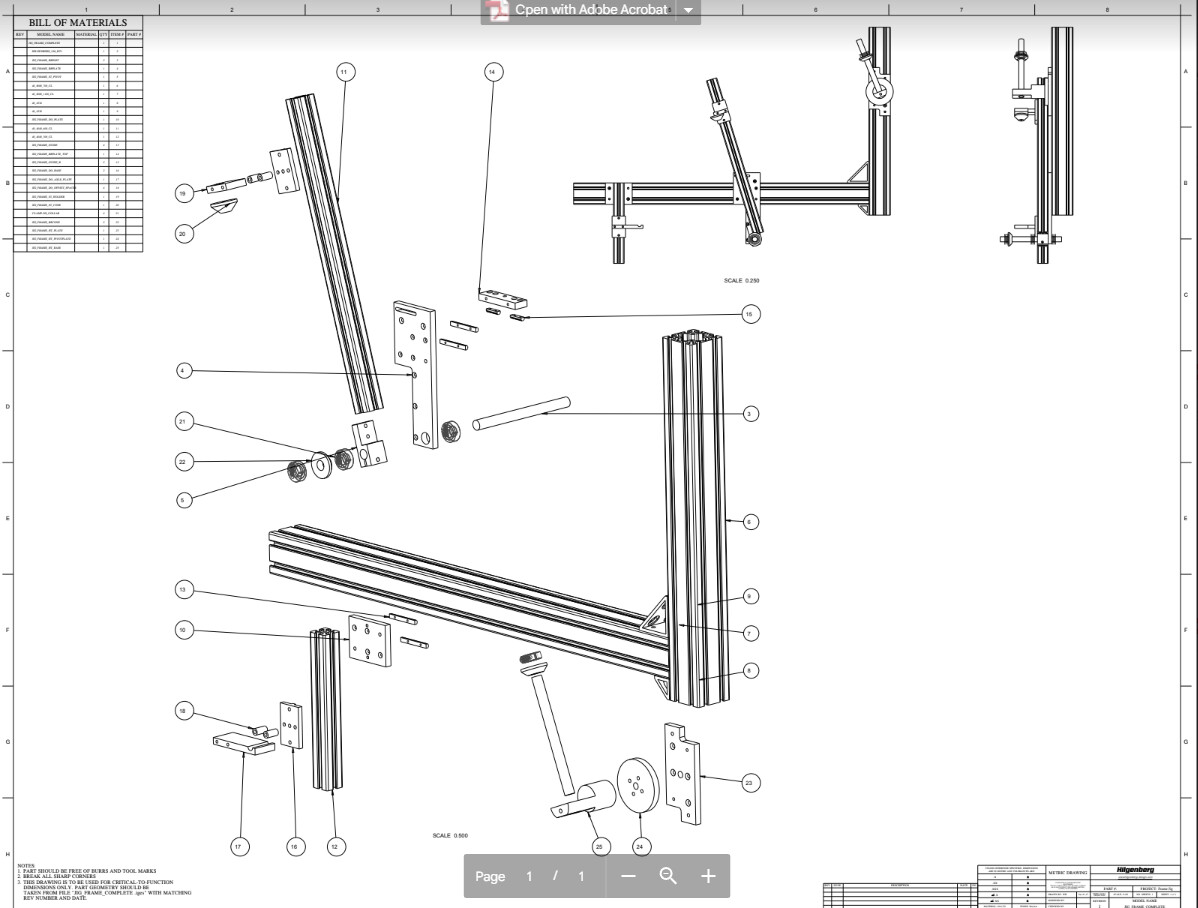
Some basics on our fixturing process, using the frame drawing as a reference for setting our jig.
We start by setting our head tube up at the required height from the base, or ways.
Then " bottom bracket forward " is set.
Next is dropout height, followed by chainstay length.
Lastly, seat angle- our head tube tower is always 90°, so seat tube angle is set relative to that. I designed the length of the seat tube tower vertical backbone so that 1 degree of difference equals 1/8" of gap at the top. This was useful with straight seat tubes, however, when we curve seat tubes we actually insert a “dummy post” extended to the rider’s saddle height, and measure to the center of the head tube, as dimensioned in the drawing.
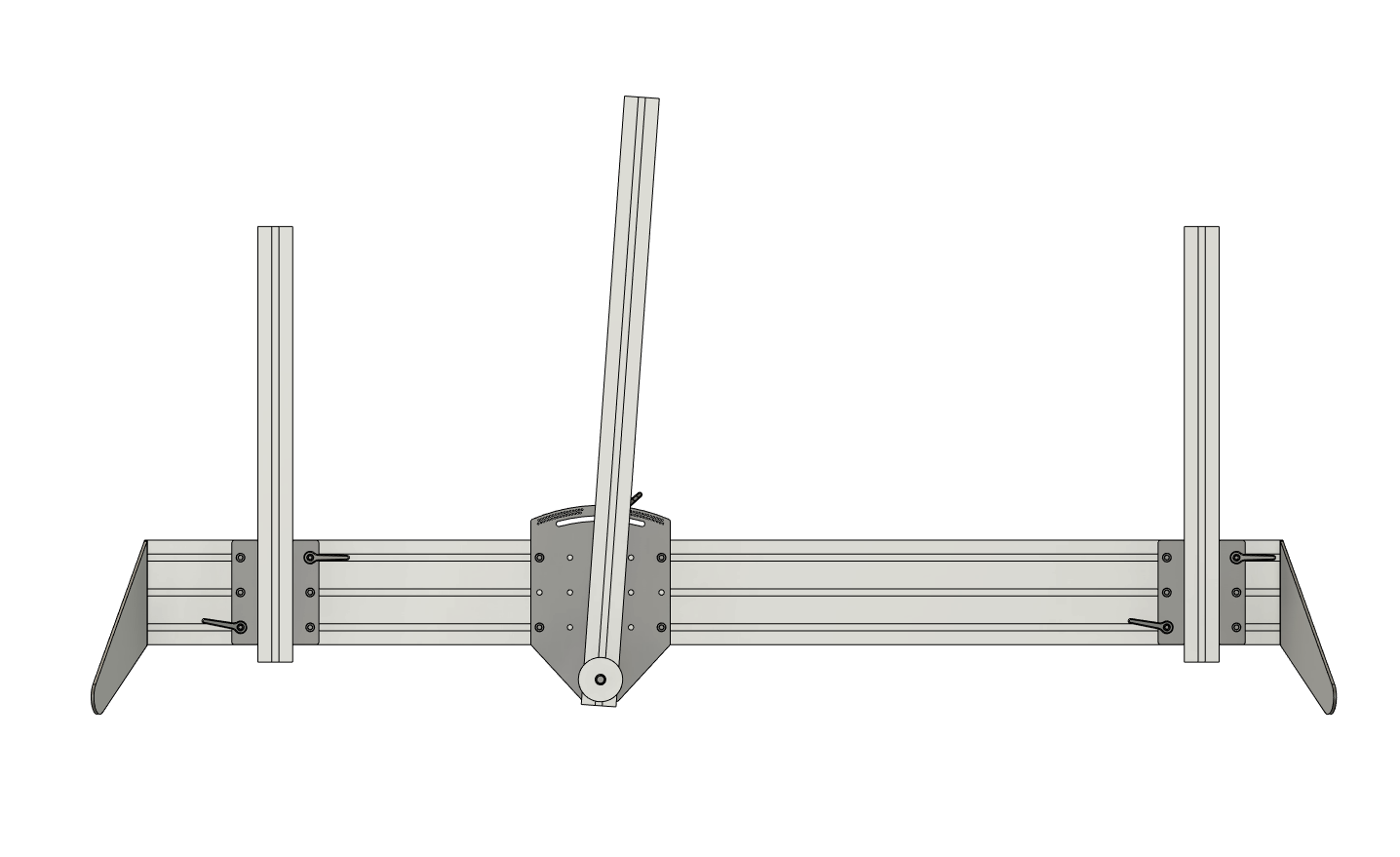
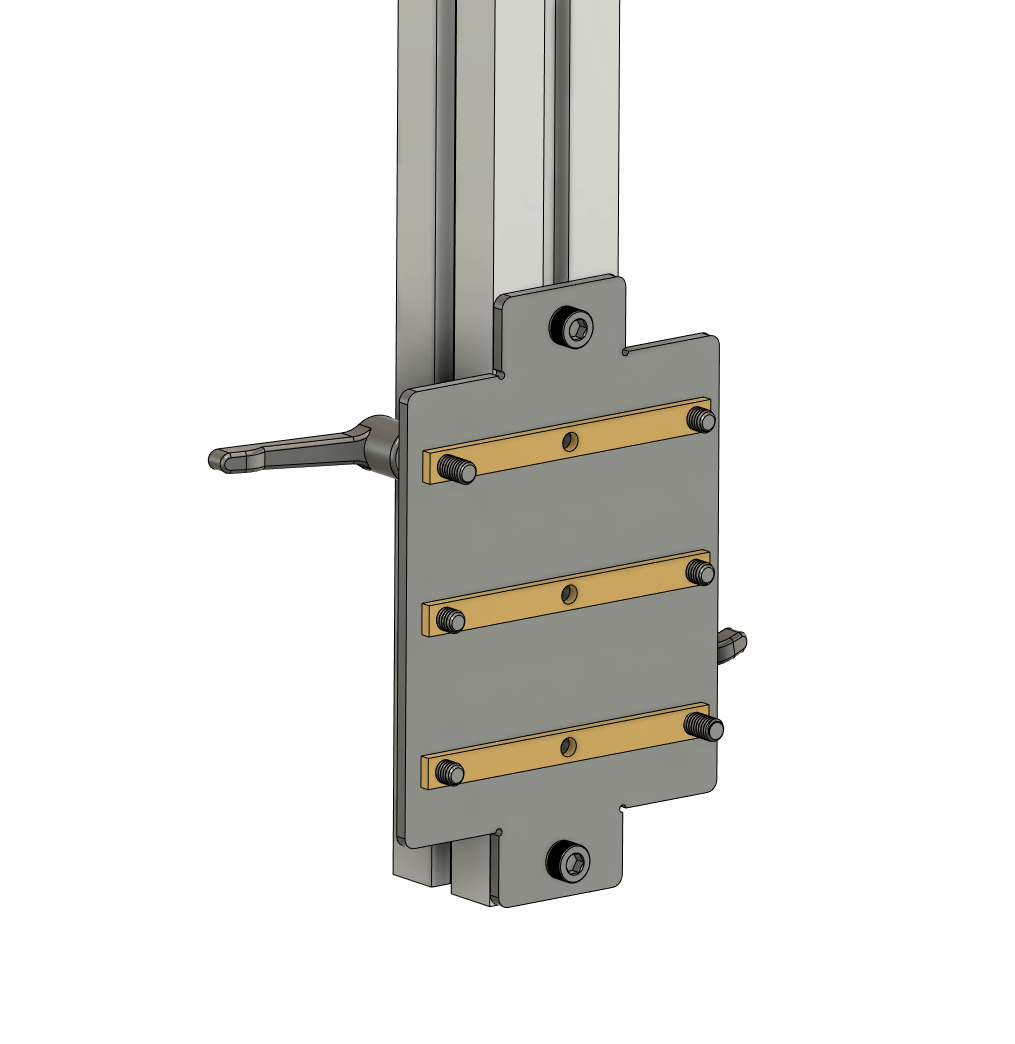
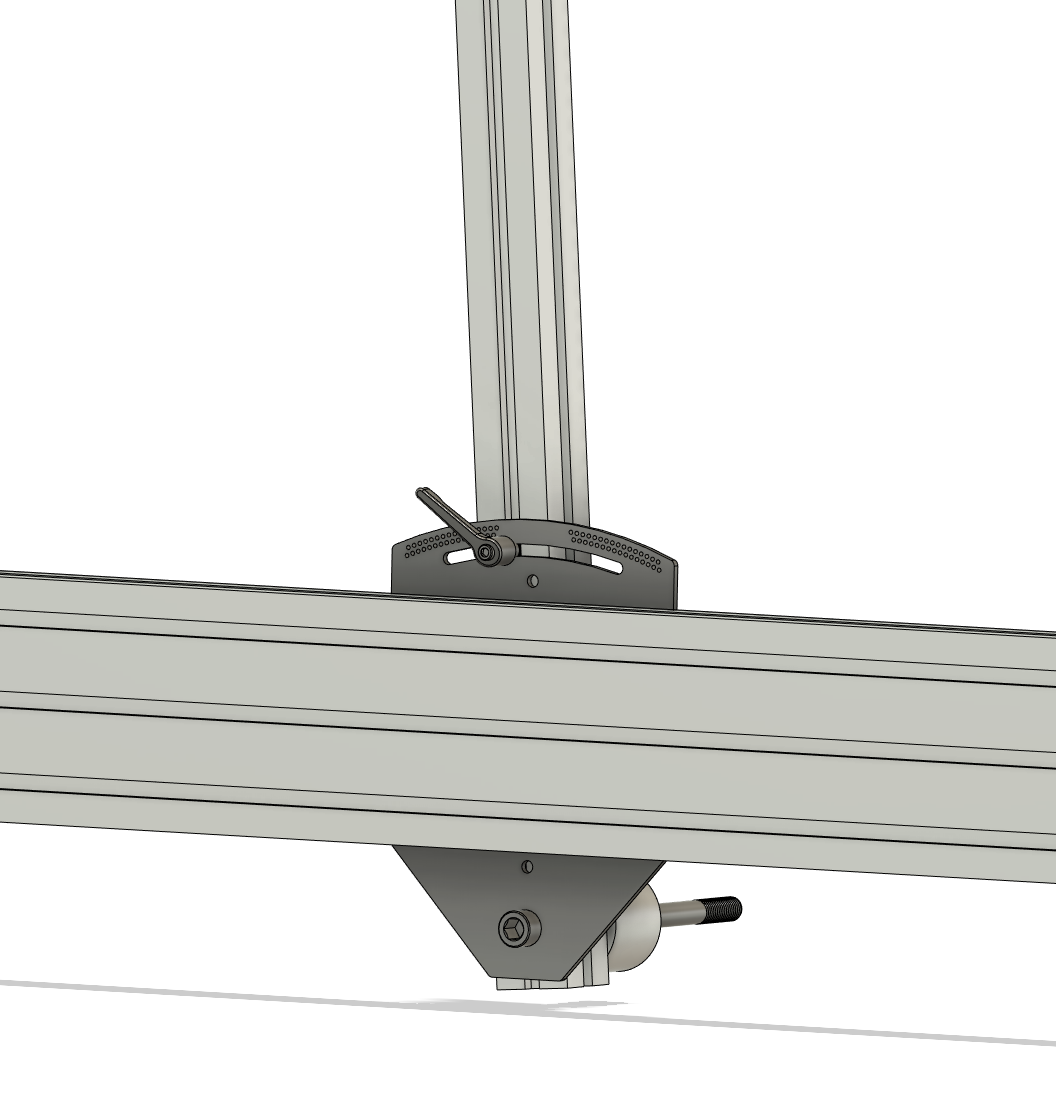
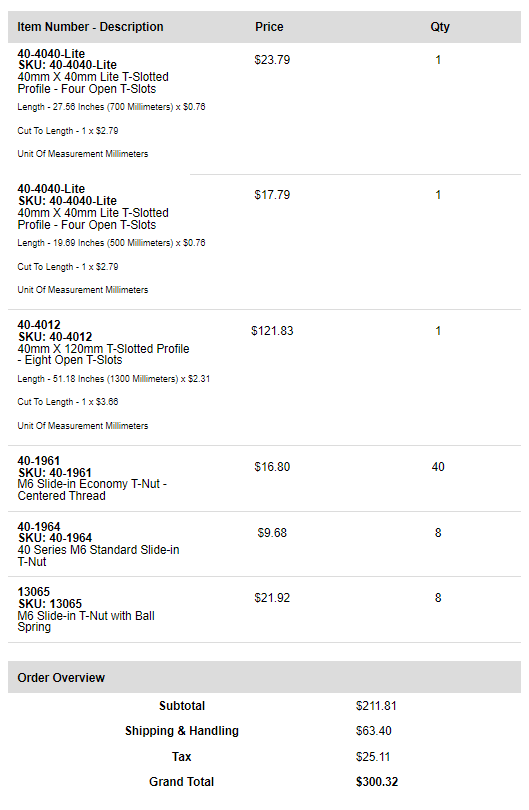
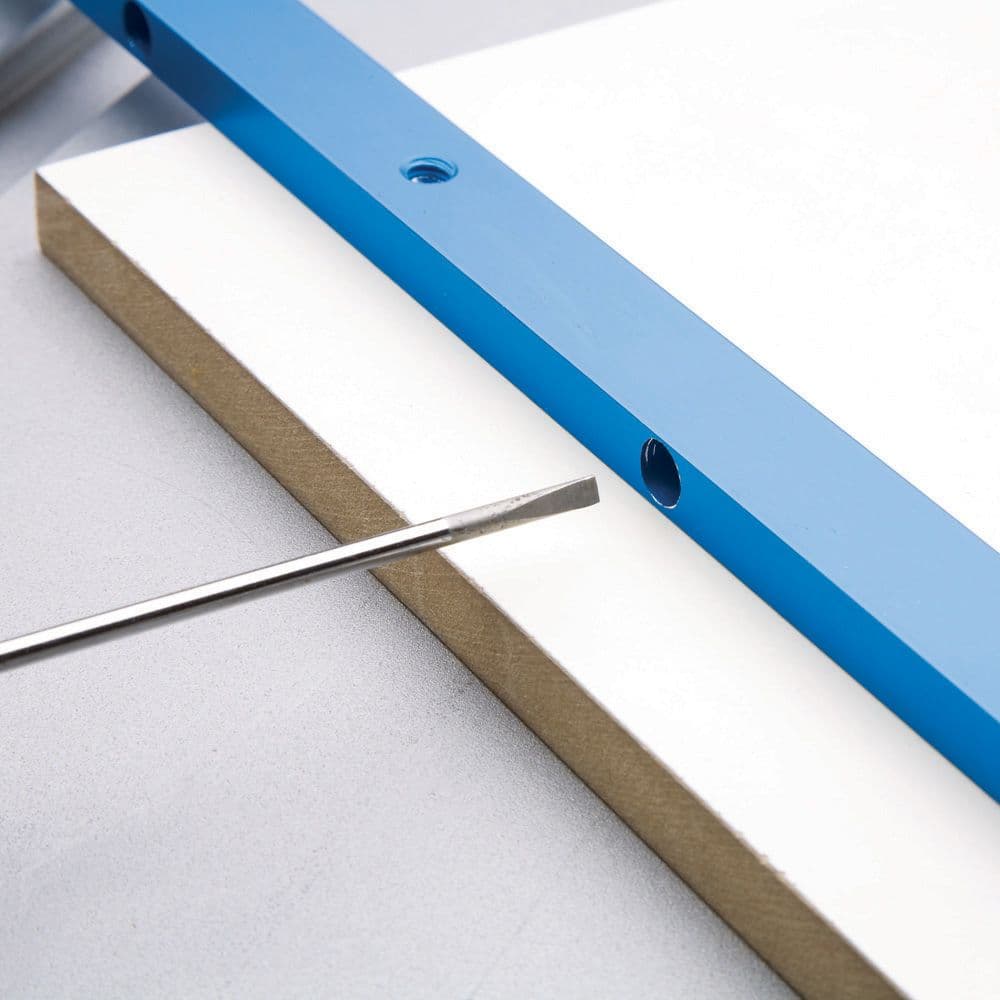
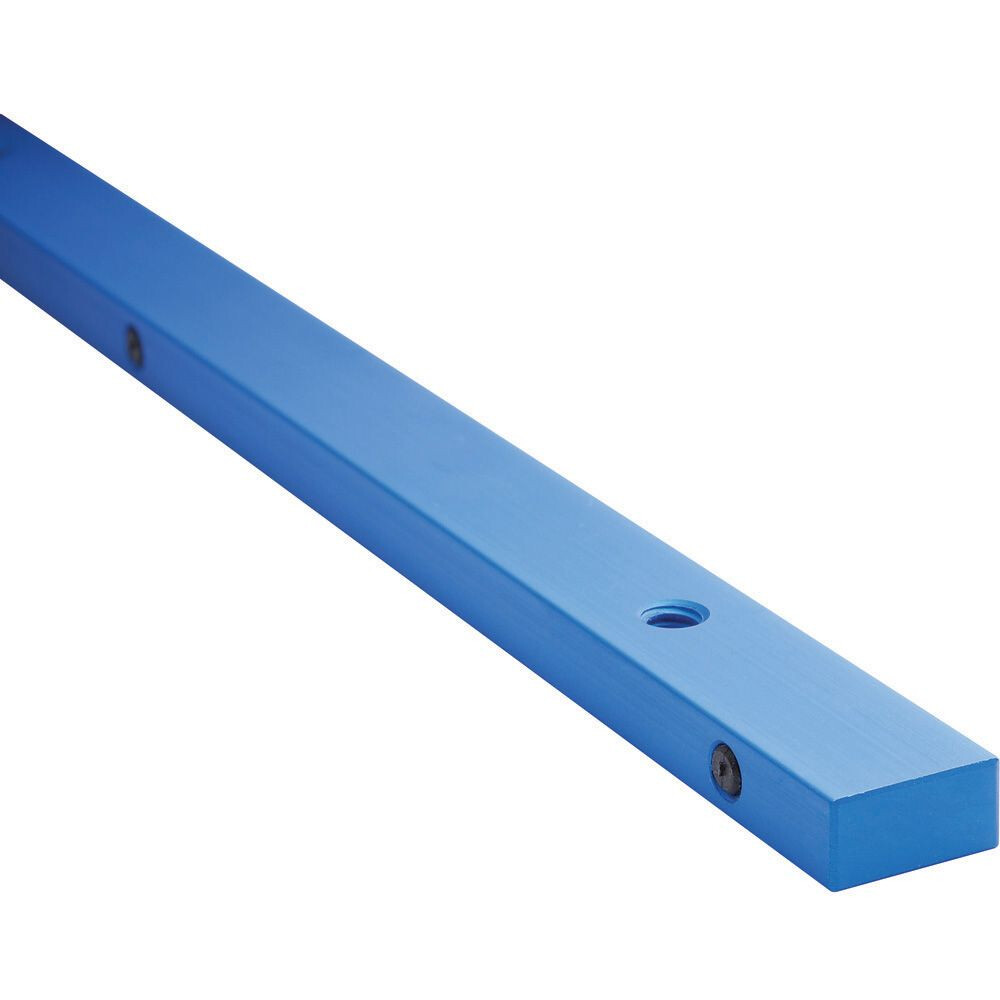
I got a bit fed up with designing the risers. I realized I was trying to one-shot the design instead of splitting it up into pieces. I finished designing the slider plates and bought the extrusion.
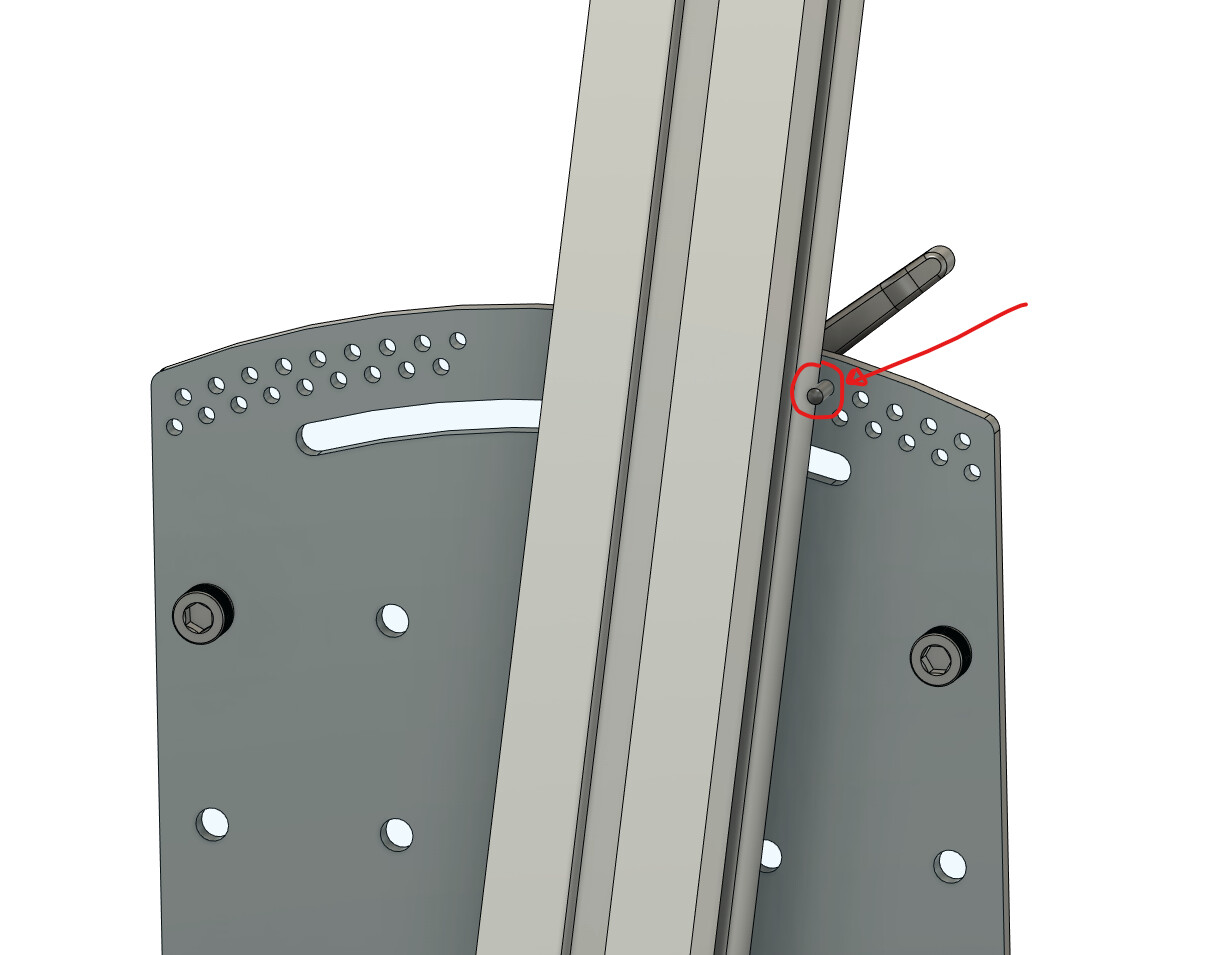
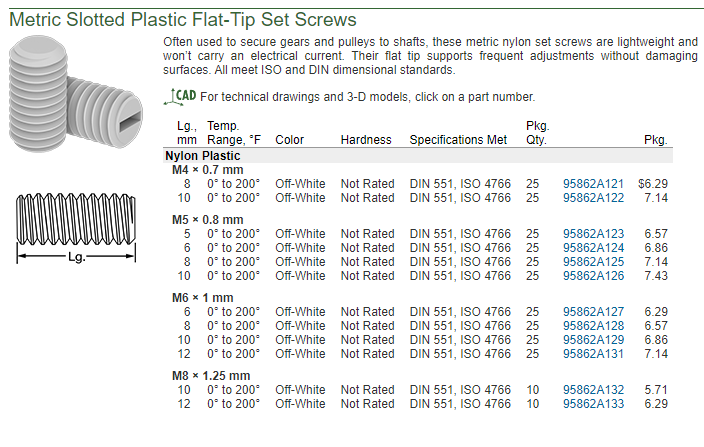
I came across an idea from the woodworking world that I am going to try for the sliding keys. It uses a plastic set screw to adjust the play in the sliders. The inside shape of the extrusion is pretty awkward, so ill see how well it works.
This is an interesting kind of jig. I’ve never used one like it. I like to be able to set the HT and ST angles in reference to the frame design and not in relation to one another. I also like to have a vertical datum to set the bb drop and stack on. There are a lot of ways to fixture a bike and for me this would be a little tricky to set up but I’m sure it’ll work fine once you get the hang of working with it!
Since the design is starting to trend towards a more traditional frame jig, I did machine my first frame jig with a lathe and mill for around $300/400 back in 2016 (roughly $370/496 in 2023 dollars) using this design that I came up with.
If it would be of interest, I can brush off the design, update the drawings based on some tolerance revisions I would want to include and offer them up to the framebuilding gods. It would be a fair amount of work so I would only do it if folks are actually interested in the design but I will gladly do so if there is interest.
@Daniel_Y Thanks! It makes the setup much easier since you’ve already machined and pinned the datum point.
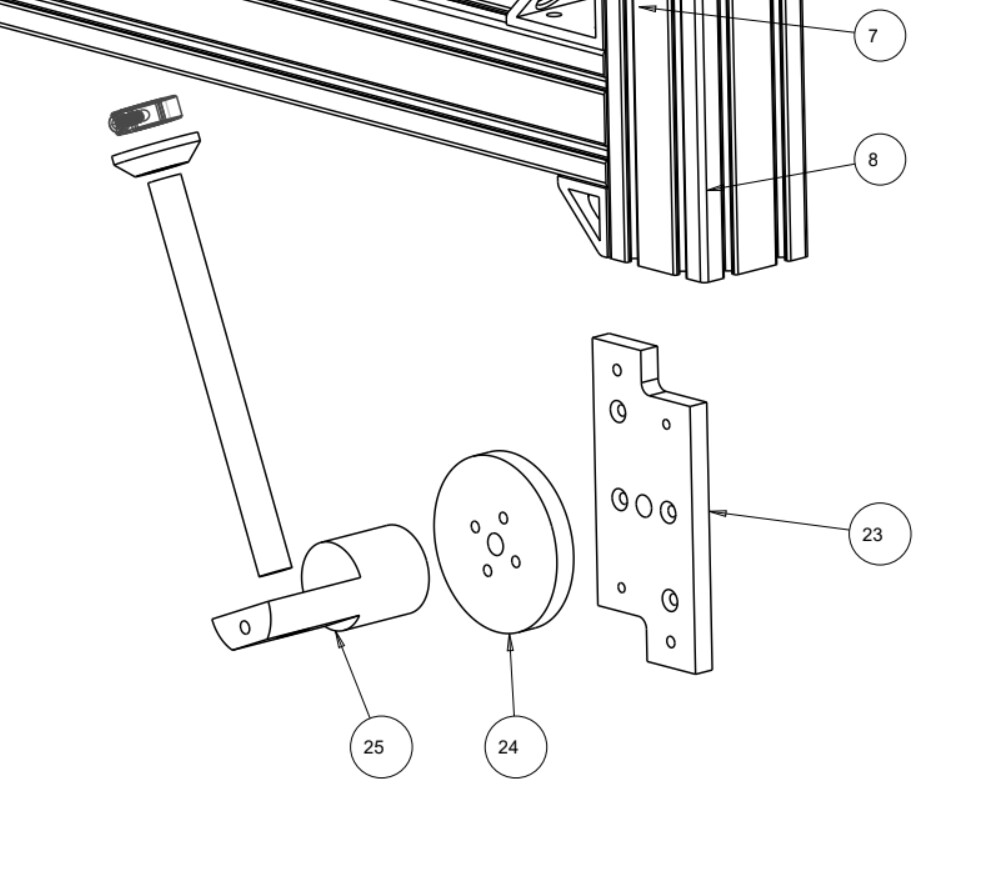
The drawing you see here doesn’t have all of the components when it was created as I was in a bit of a hurry to build this at the time. The final piece was fixtured using hold down clamp style pieces as seen below. Very easy to machine (one lathe and one mill operation) have a high holding force and it pulls the assembly together making it a repeatable fixturing scheme.
Daniel - I have yet to tack weld a frame together using the SkyNet jig, but Ben Land has. I think his CL above the table was 140-150mm before it was revised to be 160mm to get more access to the underside. The SkyNet is a dumbed down version of the jig that PVD uses, so I’m assuming he landed at 150-160 mm based on his experience with horizontal / welding table jig setup.
I really wanted to give my 2 cents but I can see that everything was already said
The Certiflat table is a solid idea, you could even have it done by SCS and then weld the supports to make it flat, a piece of marble countertop is also mostly flat and you may find it relatively cheap on CL, given it doesn’t have holes.
So far all my most practical jig design ideas were around the Chopsource style with 8020 instead of steel, a bit more expensive but much lighter and you can take it down when not needed.
For $350 the Jiggernaut is available, it’s all MDF and it’s pack-able, I would say it could be enough for the garage builder
@Daniel_Y
For the raisers, I believe your design is fine and the bends in the sheetmetal should not affect it too much, I would notch a left-to-right guide to align the cones, one could have notches calculated for common BB sizes, that would indeed be dependent on the extrusion size.
Another solution would be spacers to install between the extrusion and the raiser, if you have 1mm thich spacers you can move the raiser left and right 1mm at a time to align it with the BB shell.
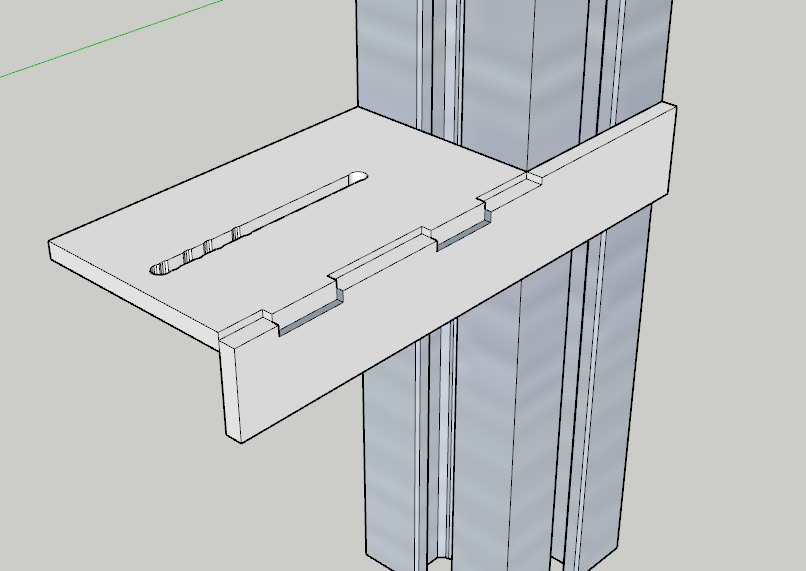
See this quick and dirty model, I have only designed half of it (like it’s missing the other half with tabs) but you get the idea. I have designed it to not be bent but to be welded, tabs and slots align the pieces, you use the extrusion as your guide while you weld the tabs OR, we can make the tabs full and have a bolt hold the raiser together, I should have a pic of that one also (for another project)
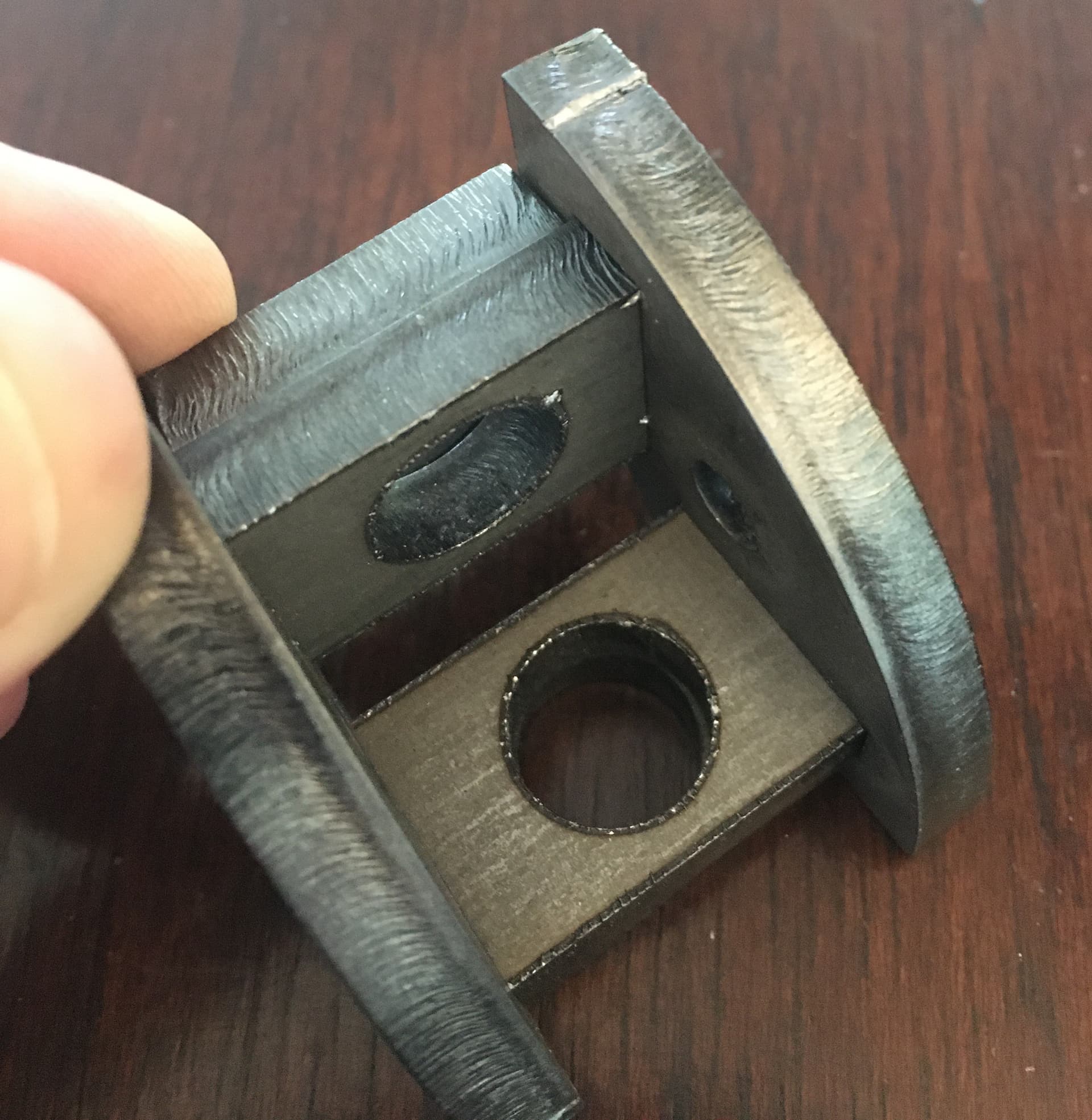
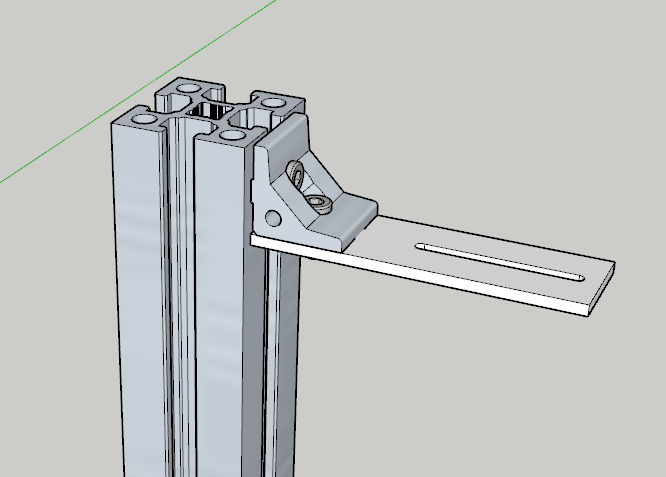
Another idea with no bends and no welds for the risers, this is a little corner bracket that I have done for my trailer, this is actually the wrong one but you get the idea, this little thing was 0.250in steel and was holding 2x2in square tubing, the smaller hole is for a bolt to hold the bracket together, no weld involved, no bending.