Bike number 2 has been in the works for a while. It all started with the initial design back in late '21. A thread on the MTBR framebuilding forum in January '22 helped to advance the design, then things got crazy busy in the workshop. I finally got back to it last September and started by building a new frame jig (PVD’s Skynet) as my previous one was of my own design and not at all good.
With the jig finished in January, and with tubes in hand, I got down to the build. It went fairly well overall but wasn’t without a few dramas along the way.
Here’s the final design:

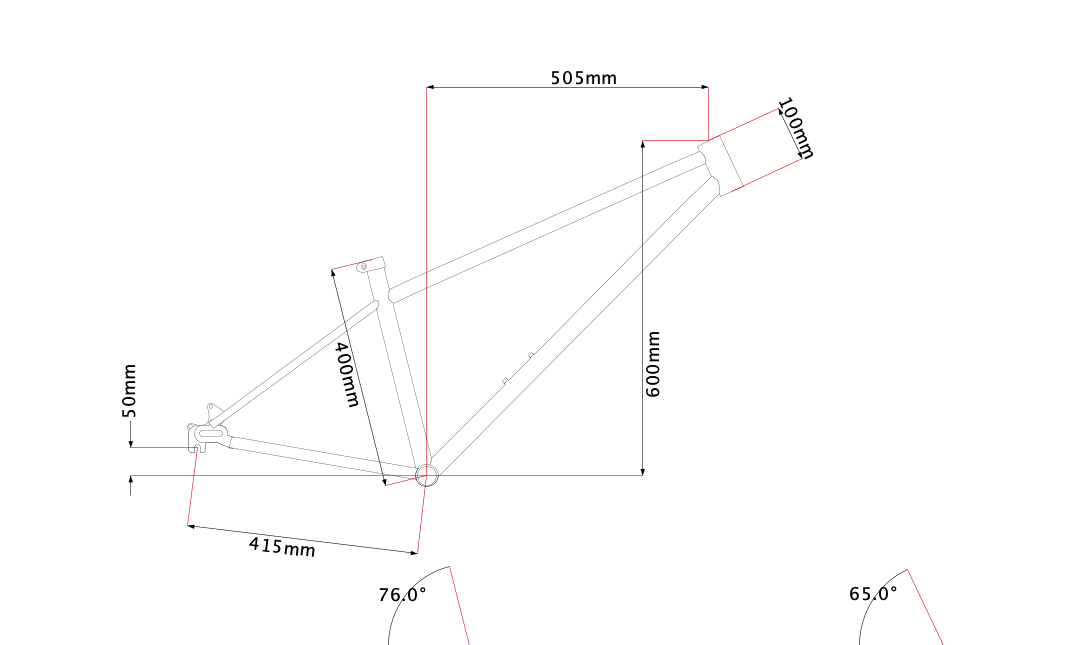
Tube specs:
- HT: 100mm x 44mm ID cromo (not sure on brand - possibly PMW?)
- DT: 31.8mm x 1.0mm 4130 plain guage
- TT: 25.4mm x 0.8mm 4130 plain guage
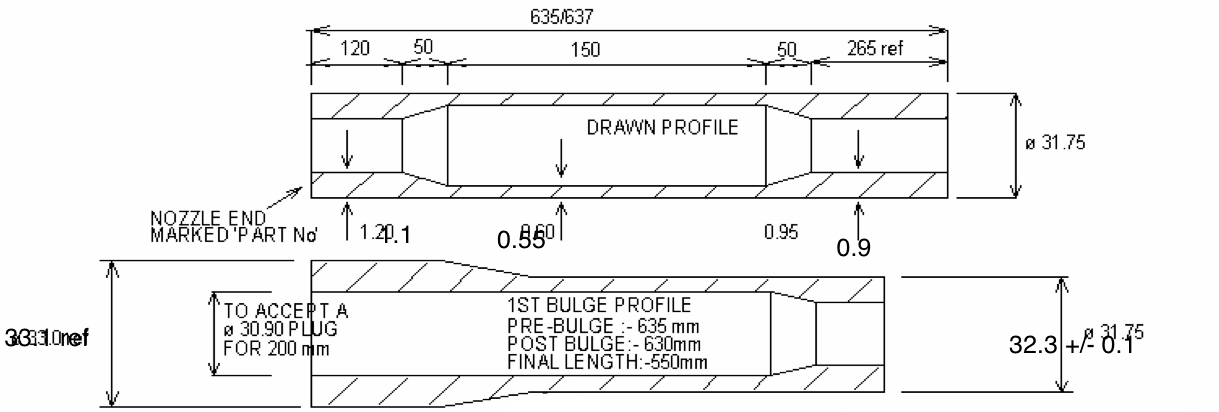
- ST: 32.9mm (30.9mm ID) x 9/5/7 external butt, Columbus Zona
- BB: 73mm x 40mm BSA cromo
- CS: 19.0mm x 0.9mm 4130 plain guage
- SS: 14.0mm x 0.9mm 4130 plain guage
- DO: Sliding thru-axle, cast (not sure on brand)
I’d really like to hear opinions on the DT and TT diameters in particular. Too thin? Likely to break? Or will they offer a nice, compliant ride for a 150lb rider?
Order of operations:
- Cut & mitre main tubes
- Fit threaded fittings to DT+TT
- Slot DT internal dropper entry port
- Slot ST top
- Cut & bend CS
- Mitre & weld CS/DO
- Cut & weld CS chainring notch
- Mitre CS/BB
- Drill breather holes
- Cut BB+DT slots for internal dropper cable
- Weld CS/BB
- Check CS alignment
- Cut, bend & mitre SS
- Weld DT to BB+HT
- Weld ST/BB
- Weld TT to HT+ST
- Check front triangle alignment
- Weld SS
- Weld cable guides to SS
- Cut & weld SS brace
- Final stay alignment
- Chase/face/ream & prep for paint
Noteworthy items:
I don’t have equipment for, or experience of, silver soldering and I didn’t want to gain those things as part of this build, so I used aluminium M5 rivnuts for the threaded fittings. Not that it’ll matter with this frame as I’m sure I’ll be building v2 within a couple of years, but does anyone have any thoughts on the suitability of these with the steel frame (especially re: galvanic corrosion)? I plan to start with silver soldering this summer and will probably do future builds with steel fittings but rivnuts were a great starter option and I wouldn’t be averse to using them again in the right circumstances.
I decided on external routing for the rear brake and mech, but (against my better judgement!) internal for the dropper entering at the DT just behind the HT. I couldn’t find a plastic cable port cover I liked on eBay so ended up 3D-printing my own. I’ve since spotted some nice off-the-shelf ports and covers at Ceeway which I’d use if I went this route again (will require silver soldering). The cable will be unguided in the DT so will use a foam tube to prevent rattles. I’d be interested to hear thoughts about the big slot in the BB/DT to route the cable around the BB shaft. In hindsight, I think I’d like to try external routing of the dropper cable under the DT and then either entering through a guide tube before the BB and up into the ST (again, requires silver soldering), or under the BB shell and into the back of the ST like 44 Bikes does.

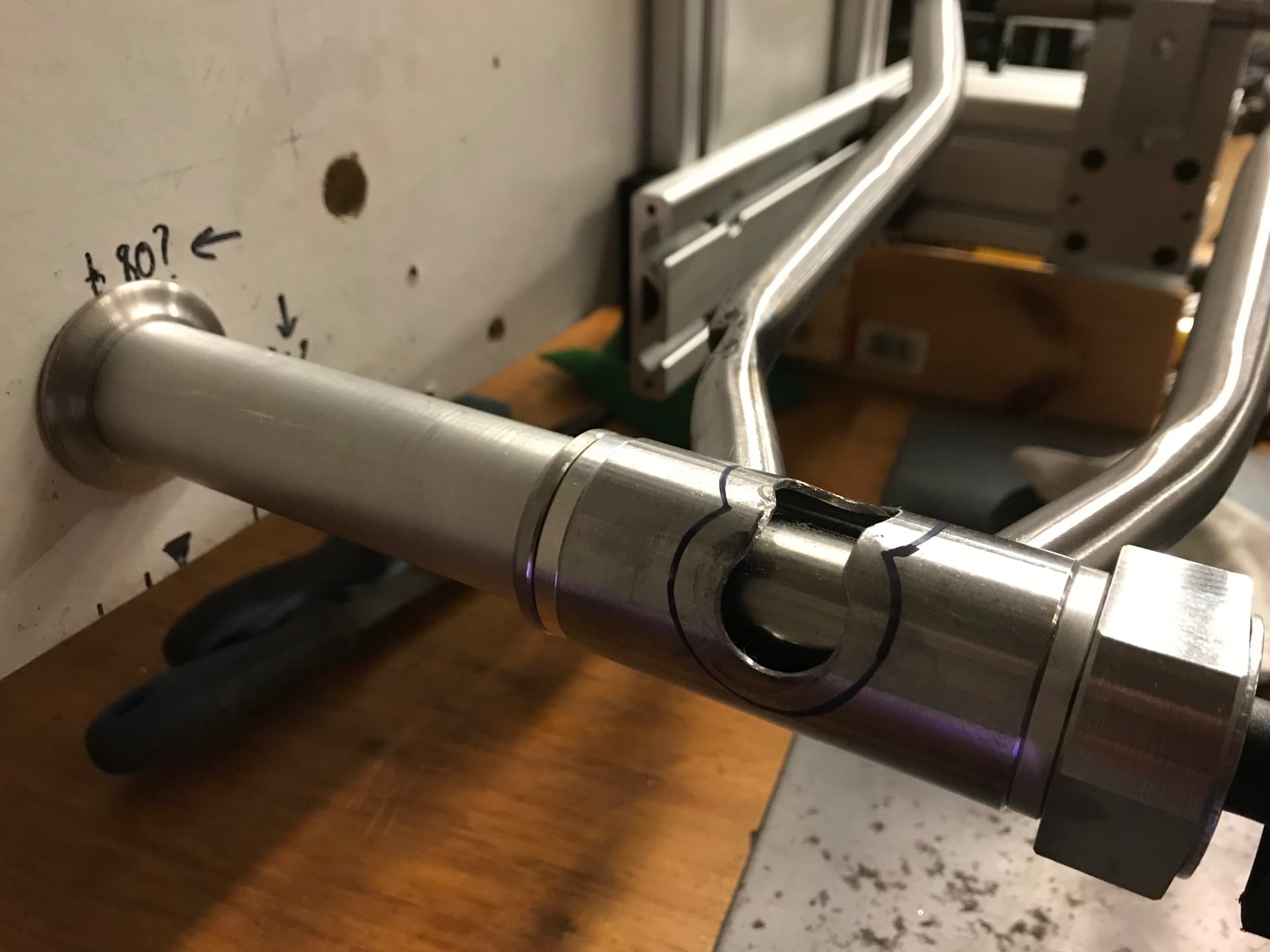


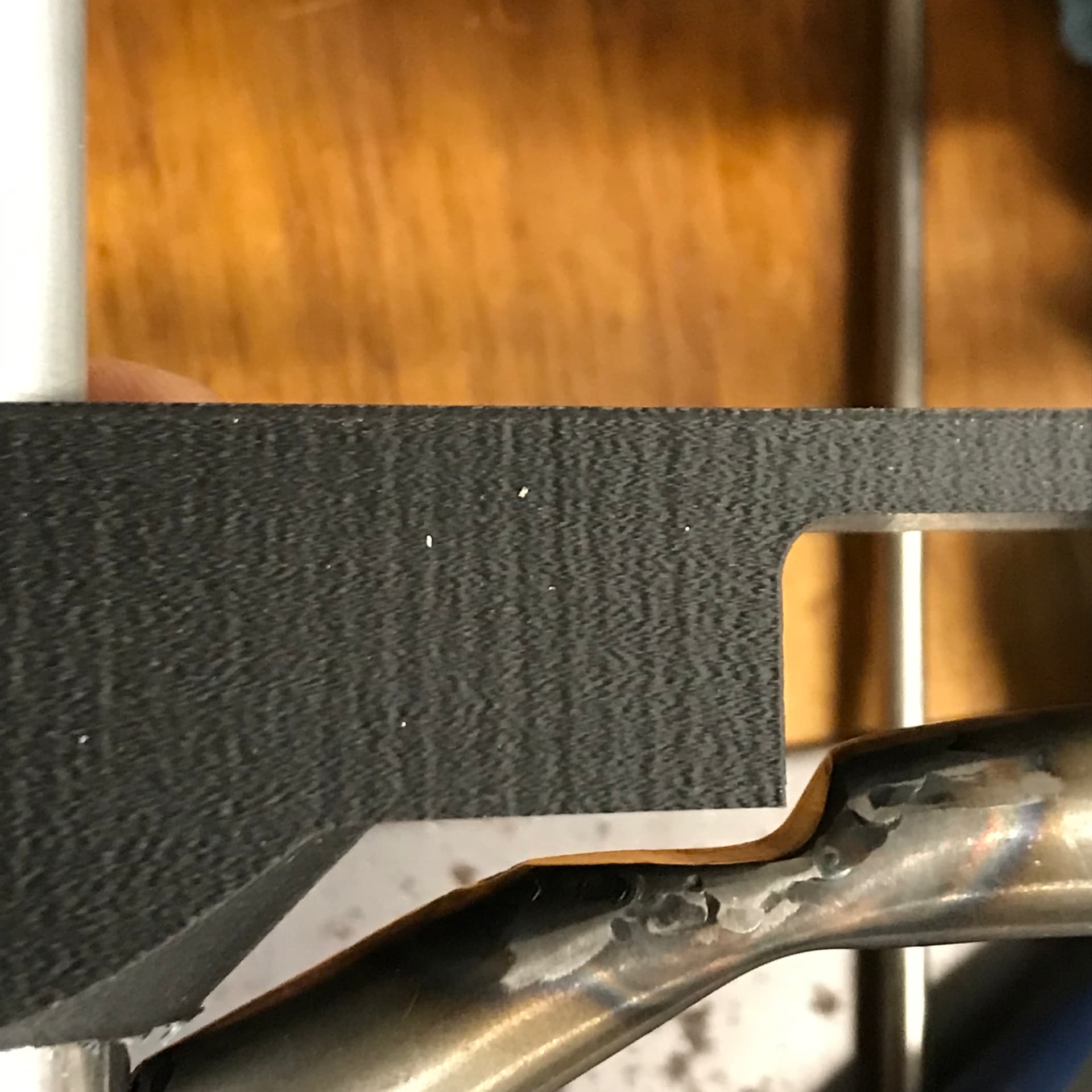
I slotted the top of the ST before welding but left a little cutaway tab to prevent the reamer from snagging on the opening. Any reasons why this isn’t a good idea for future builds? Anything to watch out for?
I’d welcome thoughts/feedback on the CS notch approach to chainring clearance. Good idea? Any gotchas I should be aware of?

The lack of vertical space in the mini mill, and lack of rigidity in my stay jig, caused some headaches with the CS/BB mitres. I need to make a decent stay jig before the next build and spend some time figuring out a good way to cut those.
The NDS CS was a bit too close to the edge of the BB shell and I got a little burn-through in one spot on the shell edge as a result. Not the end of the world for this build but one to avoid next time.
I decided not to fit a CS brace. Any thoughts on this? I was going to forego the SS brace too, but came back a few days after welding and added one as I was concerned the SS’s being joined to a 0.9mm ST wall was going to be a potential weak spot.


I had trouble with the ST/BB weld. I didn’t do a brilliant job of the ST miters and the 0.7mm wall kept burning up. I was at the point of scrapping the ST and ordering a thicker-walled one when I had a brainwave. I used a 30mm offcut from the DT which I slotted to a tight fit and pressed into the ST base to create an extra-thick wall at the joint. It also allowed me to build back the burned-away tube ends with weld - impossible to spot from the outside after sanding. It welded just fine after this modification. Anyone have any thoughts on whether this is going to cause problems with the finished frame?


I tacked the joints in the jig and then removed the frame to fully weld them. PVD recently updated his jig designs to move the frame out another 20mm to 180mm and I think that’s something I’ll do for the next build. I also had a lot of trouble getting into the tight gaps with the torch when welding away from the jig, especially around the SS’s, and really struggled with positioning the frame while I was welding it. I had it at all sorts of weird angles in the vice, the Park stand and balanced on my workbench. I’d be really interested to see how people hold their frames while welding to improve access for those awkward welds.
I don’t have an alignment table or anything, but putting the frame back in the jig after welding suggests the HT is out of plane by about 4mm toward the NDS and no visual sign of twisting. The rear end is spot-on and no visible misalignment in the ST either. Having read the recent thread on alignment, I decided to call that ‘good enough’ and left it alone ![]()
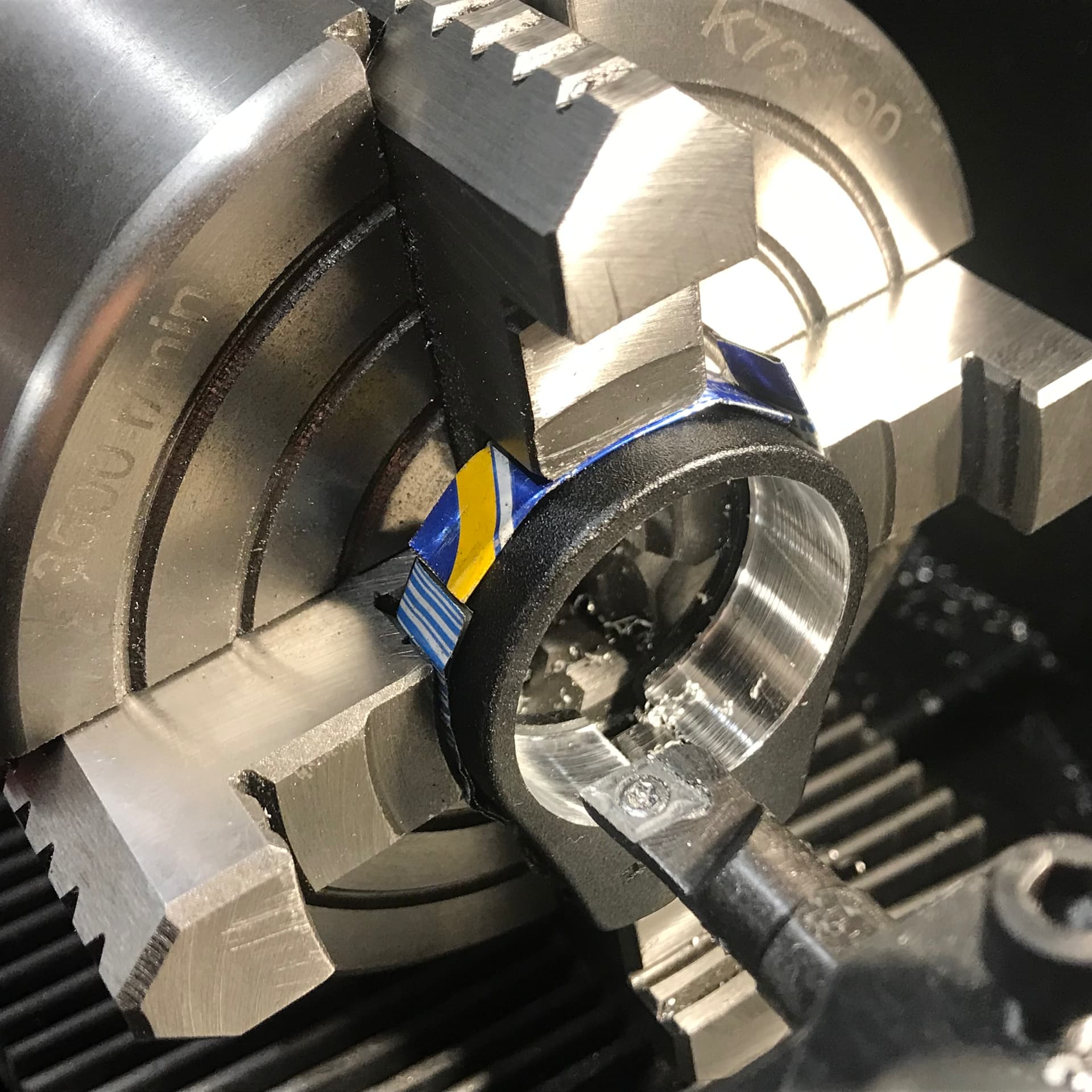
The ST is an odd one. I suspect it’s designed for a brazed collar/clamp. The nominal top outer diameter is 32.9mm and I couldn’t find an off-the-shelf collar to fit so I ended up sticking a 31.8mm collar in the lathe and machining it to size. I know a lot of people use ST toppers so I’ll look into that for the next build. Any other alternative approaches to seatpost clamping on steel frames (apart from brazing on a clamp)?
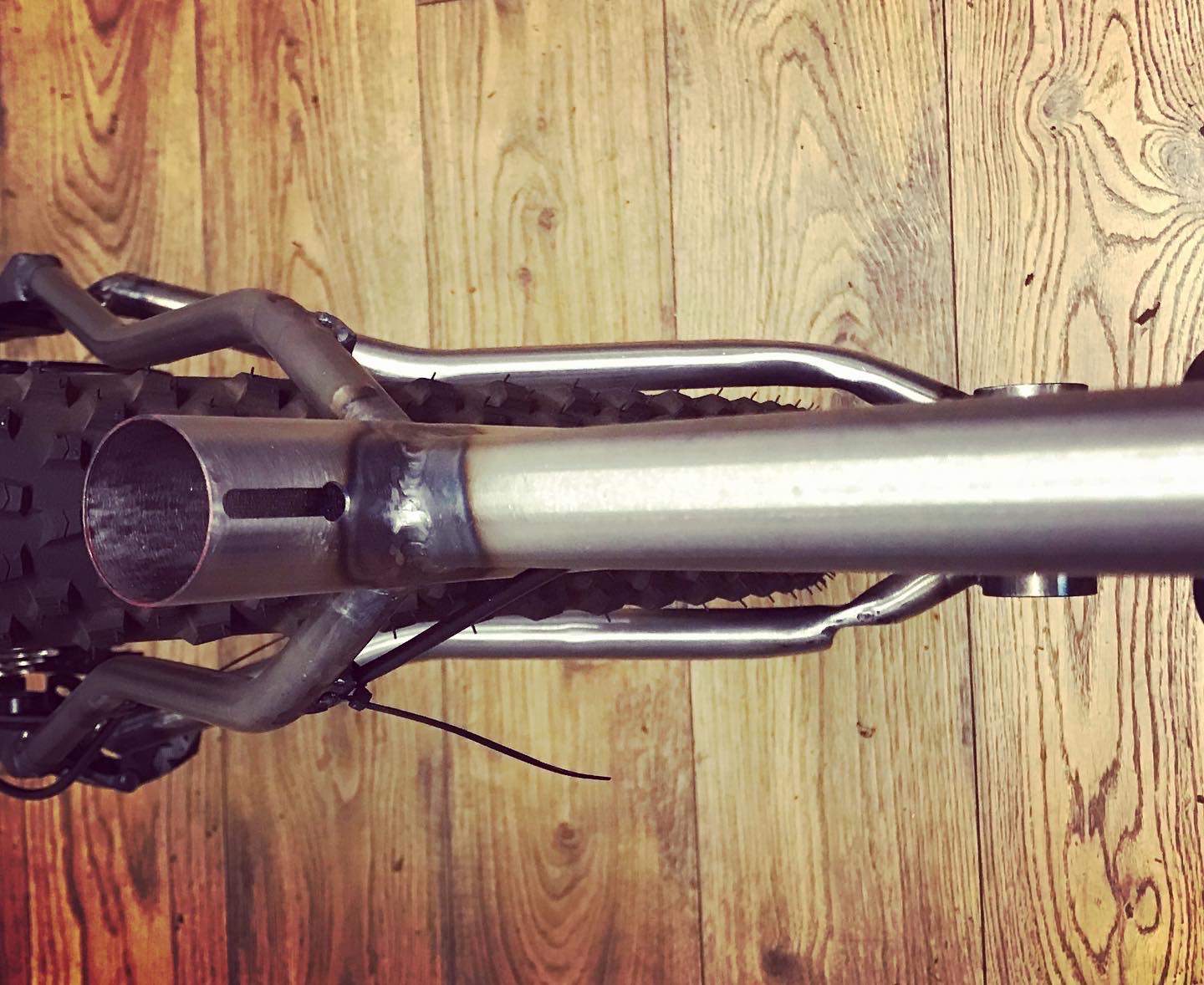
Here are some shots of the finished frame. It’s going to the powder coaters at the weekend so I’ll post final shots when it’s back and built.




Special thanks go to Daniel_Y for his excellent Fusion 360 modelling tutorials. Being able to model the chain and seat stays and tackle all the spacing issues before cutting any tubes was amazing. Also to PVD (I don’t think he’s on this forum is he?) for the inspiration in the design and for taking the time to publish his excellent jig designs. Honourary mentions to Ben Land and Pithy Bikes for their respective Youtube channels which have both informed and inspired over the past few years.