So smooth and organic! Just looking at it painted I’d have said it was made from carbon fibre composite.
4 Likes
Firefly has launched today their new Ti fork with 3d printed crown and dropouts. Follow the link see more images. Custom Forks – Firefly Bicycles
They are using a carbon shaft. The weight is quite impressive with around 500gr.
3 Likes
I saw that too - very cool! I’m going to post about it in another topic, the one about flat mount and metal forks.
2 Likes
@scharencycles beat them to the printed fork ![]()
Here are some clearer photos from IG:
https://www.instagram.com/p/CuCBYVTPCl9/?utm_source=ig_web_copy_link&igshid=MzRlODBiNWFlZA==
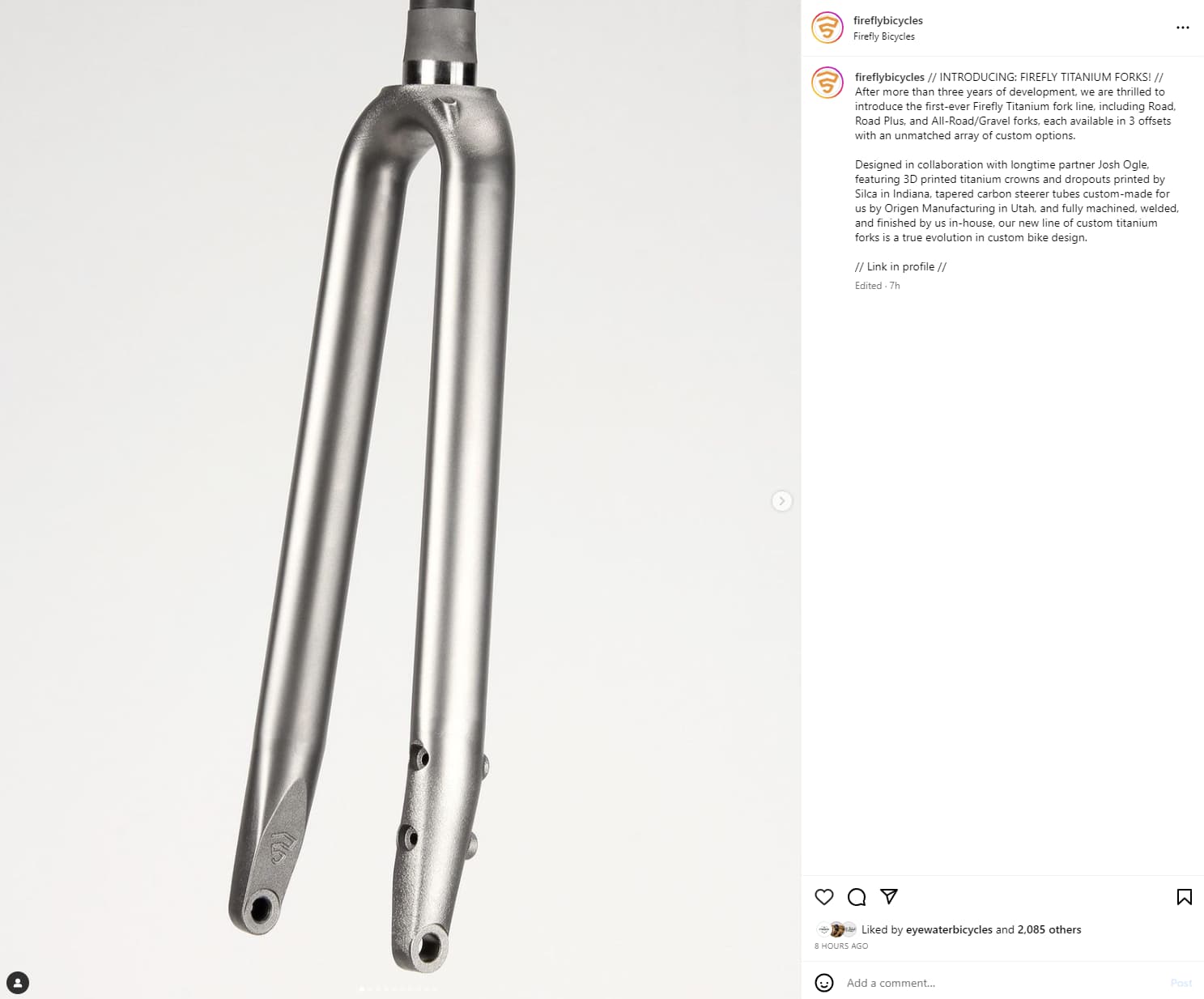


Looks pretty cool. For those gram counting, I would guess the crown costs ~$200 and each dropout ~$150. I guess that tracks with the fork’s $2k MSRP
The forks appear to have big tire clearances for a given axle-to-crown. The custom fork offset is nice as well.
2 Likes
Prices keep going up - I have hard times understanding why sometimes.
1 Like
I know is subjective but that aint’ pretty at all.
13 Likes
Honest question: why aren’t folks finishing their 3d printed parts? I’m seeing a lot of rough-looking “cast concrete”-looking lugs/fork crowns on show bikes.

This makes sense if it’s strictly a financial decision – we all know that grinding/sanding/polishing can be costly. So for a production run, it probably makes sense to leave any 3d printed parts unfinished. But on a show bike? What am I missing?
1 Like
After heat treating the amount of work needed to clean those up goes up exponentially/can’t be done to the same level pre heat treating. The only real way to clean those parts up as you describe is to receive them post print but pre heat treating, process to desired finish, the ship back to have heat treating done. There is also an increased risk of contamination prior to heat treating that could possibly compromise the part during the heat-treating process.
Our finishing choices are driven by the desire not to increase prices of our frames unless there is some tangible benefit to our customers.
6 Likes
Gotcha! Makes sense, thanks.
It also depends on the printing and heat-treating process. Those fuzzy parts are printed by Silca.
For example, based on the texture, I think printed Ti part is from a different supplier:

4 Likes
I’m still looking into the different needs in the bike industry but I’d lean towards 17-4 over maraging steel. Tougher and get the stainless benefit. Maraging is typically used for making ultra hard injection mold tooling.
4 Likes
Thanks for the reply - and sorry I took so long to reply back! My latest batch of parts came from Madit in Spain, which seems to be a full-service design, engineering, and manufacturing service. The engineering manager there was very helpful, recommending a couple small changes to the design before going to print. He recommended the MS1 material without heat treat as superior for structural applications such as this vs 316L. 17-4 is not an option there. Perhaps it should be? Do you think it would be better suited to bike parts than 316L?
So the two companies I have used so far have only two options for steel: 316L and MS1. The companies are 3DPBS (Japan/China) and Madit (Spain). I’ve had two crowns made in 316L, one that is on my personal bike and is being thoroughly ride tested. Just two days ago I received two crowns in MS1 and have not built with them yet. Just doing a little bit of cleanup with files and emory cloth I can tell this is a very hard material.
I tried to get a quote from Forecast 3D, a US company in California, but they could not use my file because it did not have support structures. 3DPBS and Madit were both able to use my file, a 3D model of the finished part, and add the necessary support structures on their end. I found this to be interesting. So far I’m not familiar with any builders who are sourcing steel parts from an American supplier.
@Daniel_Y maybe you could add a list of suppliers with links in your post above?
@DrSkidz I tried to reply to your last post but your tag wasn’t showing up so tagging here.
2 Likes
Re: printing materials
When I look at the MS1 Datasheet, the yield strength looks amazing (2000mPa after heat treat!) but the elongation at break is interesting
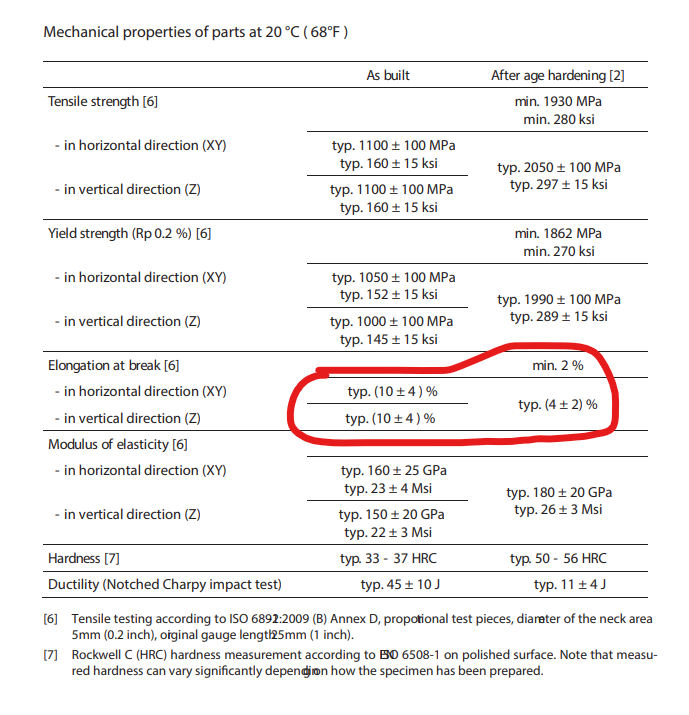
MSDS-MaragingSteel_MS1.pdf (116.4 KB)
10% elongation before heat treatment, and only 2% after??? Usually, parts get more ductile after their heat treatment or “age hardening” (Ageing temperature 490 °C (914 °F), 6 hours, air cooling). That tells me there is some interaction with the grain structure of that steel and laser sintering process that I don’t fully understand.
In the 3D printing world, materials that are stronger (harder to come apart) are more difficult to print (harder to join together). The printability of a material is difficult to quantify. Stronger materials often generate more heat, which causes problems with internal stress and warping.
In the plastic printing world, I have seen many examples of “high performance” resins that were outperformed by basic resins in a real-world part due to printability. It is geometry and material dependent.
I added a few suppliers that people use to the top of this thread. I’m purposefully omitting our supplier because I don’t want to open the floodgates to the internet, but I am happy to help people with personal projects: Need 3D printed pipe fitting? $1/g printed Monthly
2 Likes
I figured ductility was the reason Madit recommended no heat treat on my MS1 parts. It’s interesting you mention the harder/higher heat/warping issue, because I have further inspected my parts and noticed significant warping to the point that I can’t slide a steerer tube into my crown freely. I may still be able to make it work, but am consulting the supplier first. This was not an issue with the parts I had made in 316L.
Thanks for adding to the original post, Daniel. Another supplier is Ram3D in New Zealand. A long way from New Hampshire, but Kris at 44 has been getting steel parts made there.
3 Likes
On the material and heat treating topic, here’s my thoughts:
MS1 vs 316L vs 17-4 vs other SS
MS1 (maraging steel) is a non-stainless tool steel usually used for things like injection mold or diecast tooling. “Maraging” comes from Martensitic Aging which is where that crazy uptick in tensile strength comes from. The aging process forms particles inside the metal which make it more difficult for defects to move around, ie harder/stiffer. This is great for tooling applications because they are usually pretty beefy components that aren’t under crazy tensile loads and just need the wear resistance from the high hardness. With metals, the strength is generally negatively correlated with elongation (when tensile strength goes up elongation goes down and vice versa) so the heat treatment is aimed at, first of all, matching the requirements of the application, but also often maximizing the strength while keeping sufficient elongation. 17-4 can also be a hardenable alloy and, besides bikes, is also used for medical devices and things that need to be stiff and hard. 316L is relatively soft and doesn’t change a lot from different heat treatments.
There’s two main reasons why we heat treat parts. The first is that there is an extreme amount of stress in the parts after building because we are constantly melting and solidifying the part throughout the build process. Think of all the movement you get from welding on the frame and then think of the thousands of layers (10s of thousands of welds) in a AM build. So, we stress relieve the parts to reduce the stress, which would manifest itself in deformation if you cut them off as-built. The other reason is to achieve specific material properties. A lot of alloys need to be heat treated to get the desired properties, especially with the weird microstructures we get in additive. The T6 in aluminum 6061 T6 for example, refers to a heat treat.
For building bike parts, if you can avoid heat treatment that would be a big cost saver. The amount of stress and deformation you will see in a part will be determined by the XY cross section of how they were oriented. Chainstay yoke printed vertically will deform less than one printed horizontally. So, anything you can do to print things more vertically than horizontally should help (not to mention the support structure needed for horizontals).
I’d suggest looking at the current frame components (especially trying to identify the strengths in the various heat treated conditions they could come in) and trying to compare the strengths to the different printed alloys. The closer you can get to what you are already using makes me the most comfortable. 17-4 seems like a good stand in for 4130 and sounds like it’s readily weldable. 316L could end up being one of the cheaper options but is a bit softer than 4130. The real question I have is what happens to the loads when you do have mismatches in strengths and the joints are moving further down the tubing… I guess y’all are figuring that out on the fly!
13 Likes
I, for one, am going with the best input I can get from designers/engineers and doing my own ride testing. I had considered doing lab testing to ISO standards but I gather that parts built to those standards are so beefy as to accommodate the largest riders and avoid the most lawsuits, meaning that they are overbuilt for the majority of riders - not something we are interested in as builders. So, kinda flying blind but keen to learn!
1 Like
Thanks for the write-up! That was helpful.
Also important to keep in mind: part geometry is more important than material strength
Aluminum yield strength is only 300 mPa, yet we don’t see aluminum forks and bikes exploding any more frequently.
5 Likes
That’s a good point Daniel. I mentioned this in the other thread or previously here but is worth repeating. The main drawback in additive vs conventional is in the fatigue performance, so how it much stress it takes over time essentially. Additive has worse fatigue life than the forged parts builders are using due to the surface roughness. Super important to make sure to minimize sharp features and corners in AM parts as these serve as stress concentrators. To be honest, some of the lattice stuff I’m seeing worries me for this reason. Also, fatigue properties aren’t something you can look up on a data sheet too, so just because the tensile strength matches or exceeds conventional, it doesn’t mean it is as robust over time.
4 Likes
I found some interesting fatigue data on the common alloys that builders are using and will try to do a write up on it over the weekend. Additive parts are going to have to be stiffer and heavier (by quite a bit, probably) than corresponding machined or tubular parts if they are going to have adequate fatigue life and sufficiently manage the variable properties printers can produce. Because of this, in my opinion, it is important for builders to ensure that they are using additive parts to solve an actual problem rather than introduce novelty into their product. There’s a real trade-off involved. A lot of the intuition from steel or titanium tubing wall thicknesses etc. probably isn’t going to transfer very well if the parts are intended to last for many years.
10 Likes
I could not have said it better! However, I am biased.
9 Likes