This thing is wild



7 Likes
That stem is terrifying!
The whole bike: “Computer, generate all the topology.”
3 Likes
Ha! I didn’t even notice the stem.
Stem looks like an even more sketchy version of the mythos one. ![]()
As for the frame - I guess it’s an exercise in what could be done - but I can’t help wondering how much it weighs when it’s full of mud… ![]()
2 Likes
At least it has a rack mount for bikepacking.
7 Likes
Love everything except the transition from massive headtube to “skinny” forks, I would have done a front fork in the same way the frame is done.
Having said that: wild indeed.
Took long enough for the bike industry to make a full-suspension E-mixte!
1 Like
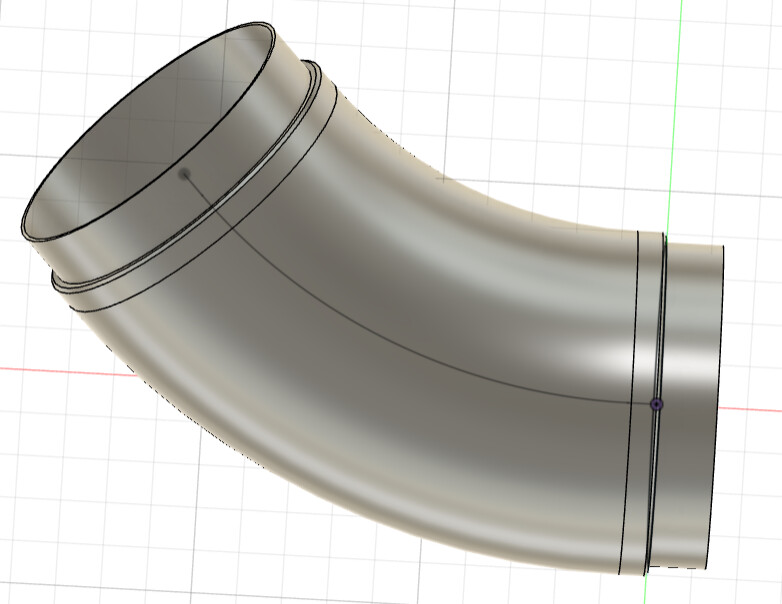
Hey! I’m designing a 45 degree elbow, pictured below, to achieve the steep bend in the DT for a full suspension build. Wondering what material and wall thicknesses people have had success with.
2 Likes
I still think 316 is the best-printed steel due to its ductility. As a rule of thumb, I assume 316 has half the yield strength of 4130 bike tubing, so I would print double the wall thickness (1.7-1.8mm). That elbow is structurally efficient, so I don’t see any issues with printing even if you used a 1.5mm or less wall.
Is this going to be brazed or welded?
What is the centerline radius of that bend, and what diameter is the tube?
4 Likes
Quite nicely related to the subject. Peter Verdone had a very informative interview with Adam Prosise. They touch the fatigue properties of 3D prints somewhat well in the 2nd part.
2 Likes
It is going to be welded.
Do you ever have failures at the weld? I would be worried with the stress concentration from the thickness difference of the chromoly and 316
Diameter in 1.5”, centerline radius is 80 mm
1 Like
Possible, but if you think about the connection of the tube to the BB and HT on a traditional construction… those have thicker wall thicknesses and a structurally strong shape.
Regardless, replacing a tube segment with a weld is always going to be a new point of failure. For what it’s worth, there are several full suspensions that 3D print the DT bend.
The tightest bend I have seen with 38mm bike tubing was 6" CLR (152mm).
2 Likes
Interesting! Indeed, when talking about actual tube bending, and not other more heavy-duty forms of forming or manipulating tube shapes, around 150mm radius for 35-38mm tubes is most likely quite close to the smallest dimension achievable.
Interestingly, the Frameworks downhill frame by Neko Mulally had the whole BB and main pivot braket, including the bend for the DT tube, CNC-machined from one piece. Not cheap, but tidy and practical.
.
1 Like
I just got a big batch of 3DP titanium parts back and am so excited to weld them up! One small bummer was this piece that has a little gouge in it. I emailed the vendor to see what they’ll say about it but am curious if anyone else has received a part like this. Maybe a support was too aggressively removed?


2 Likes
Bummer! Are those parts for this frame? Really liked the stance/proportions it had.
I have no idea how support removal varies from vendor to vendor, but some use pretty crude/brute force techniques, I think. You can see in this video that the tech is using a hammer and chisel to remove the supports. This could easily damage a relatively thin-wall structure like a bike part, imo.
3 Likes
Of the 300+ printed parts we printed, we found one print defect. It happens. The defect was similar to yours. The manufacturer traced the defect down to a bug in the printer’s compressed air system firmware. However, bugs are notorious for reappearing.
@photon good points. We had a few titanium prints damaged during removal (with a chisel). The print partner found it before heat-treating and re-printed the parts.
3 Likes
Yeah! I’ll share some more progress soon ![]() I can’t wait to get to welding and gluing!
I can’t wait to get to welding and gluing!
Hopefully the vendor offers some sort of resolution but if not I’ll just run a tiny bead over it. Seems fine for personal use.
4 Likes
The vendor came through and is remaking the part ![]() Bummed to have this delay my build but it’ll provide some peace of mind to not be starting out with a giant gouge.
Bummed to have this delay my build but it’ll provide some peace of mind to not be starting out with a giant gouge.
3 Likes
I finally got around to welding up my first article frame. I am certainly not an expert welder but this joint gave me more trouble than I expected.
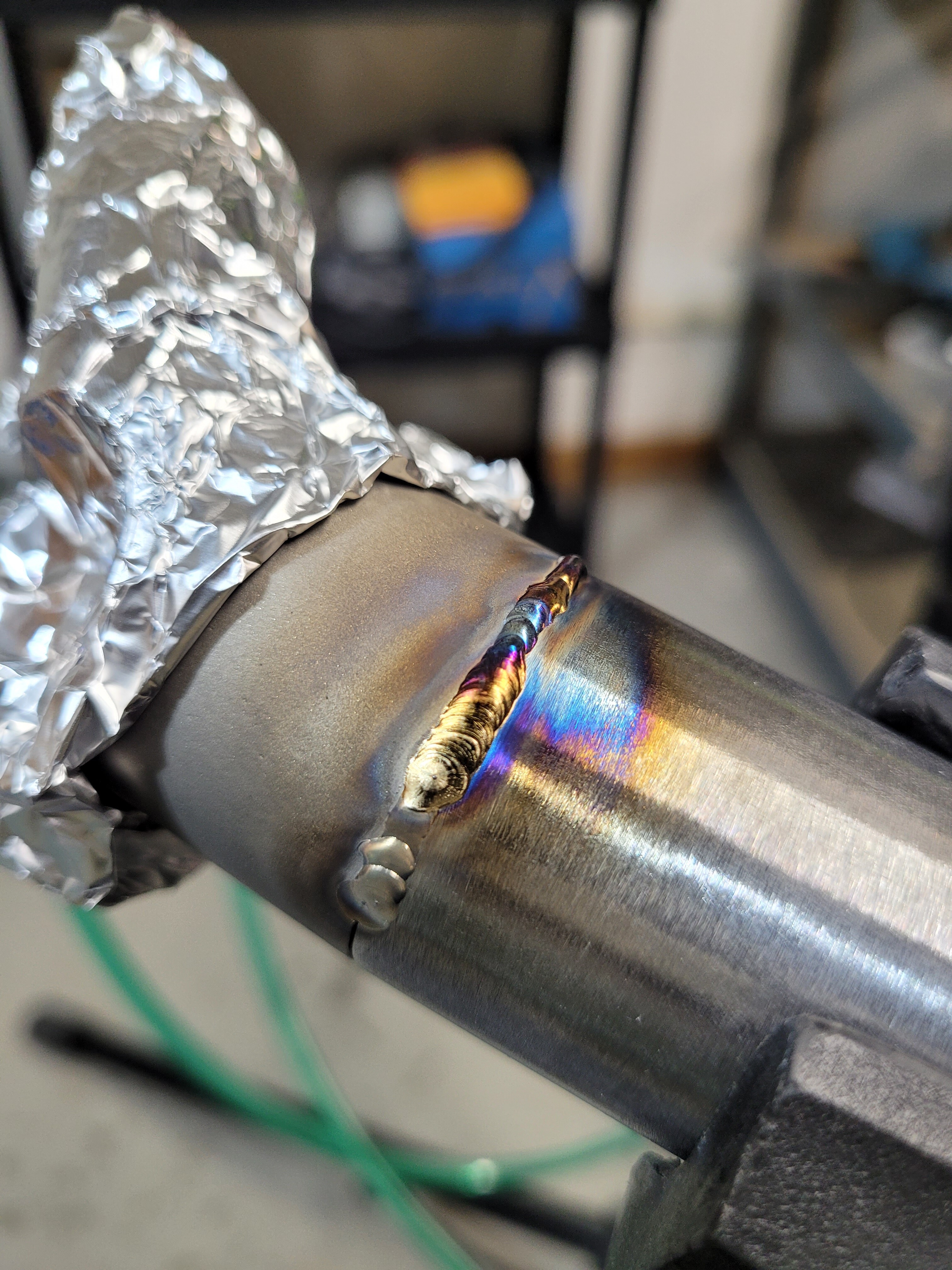

I am curious what other’s process is for welding stainless printed butt joints to 4130 tubing is, mainly:
- Do you usually do a fusion weld or add filler?
I was having trouble adding the filler but I think I was also too cold on most of the weld. The fusion pass seemed to work quite a bit better.
2 Likes
That looks very cold. Torch angle has a huge effect on bead consistency and shape when joining a printed part to a tube. What are your settings? What filler and size? Fusion will not be strong enough for that joint especially considering that you are joining dissimilar metals.
2 Likes