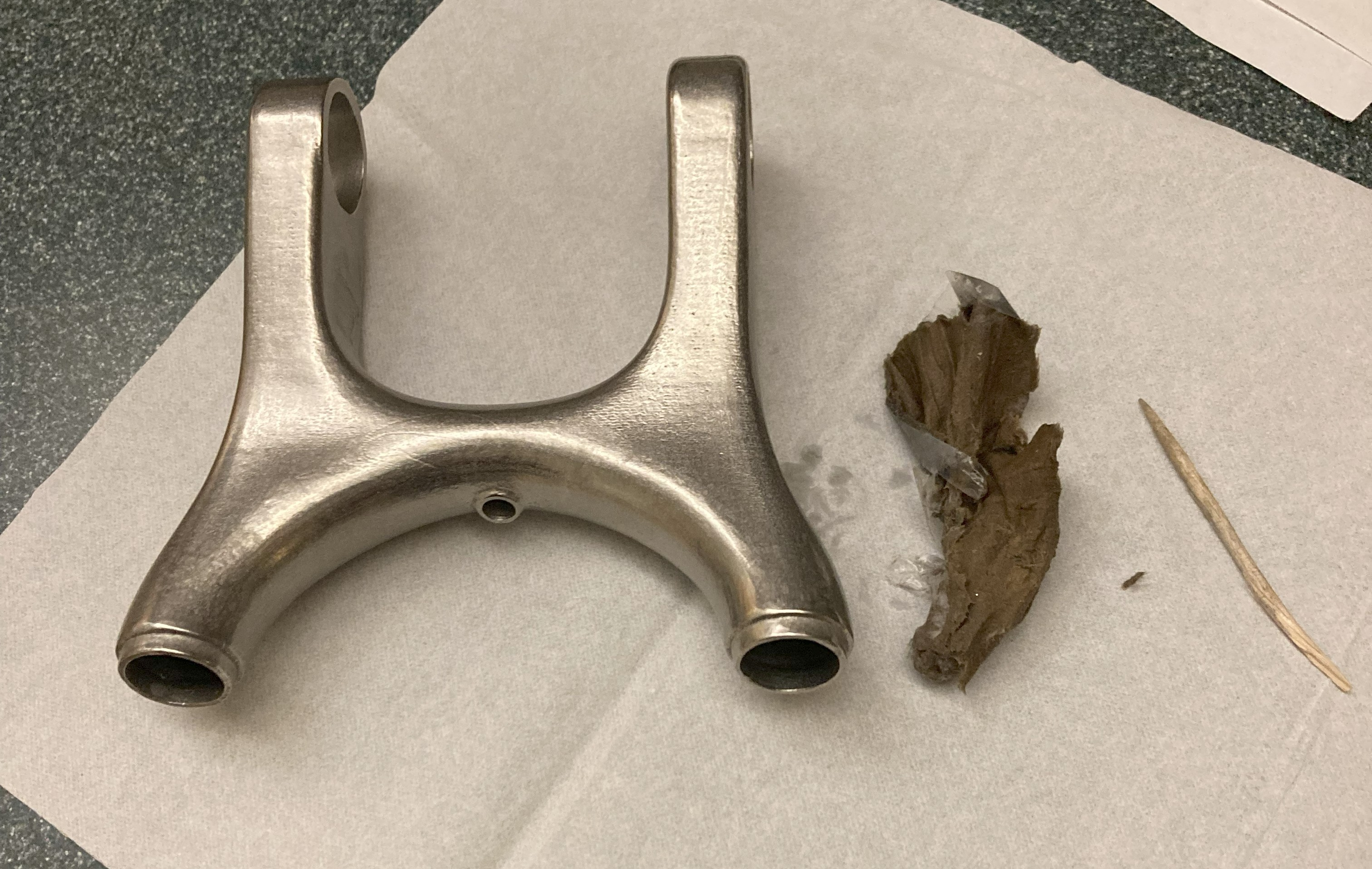
I recently received some 3D-printed parts from In3dtec and was surprised to hear metal shavings rattling inside some of the metal parts. After poking around inside the parts with a toothpick, I managed to extract a huge chunk of a rubbery, play-doh-like substance that was filled with metal shavings.
I’m assuming this is a remnant of the stone-tumbling process service offered by In3dtec, which I should not have selected. I’m also guessing tumbling remnants are still in the parts and am not confident I can successfully extract them before welding.
I’m curious if anyone else has encountered similar issues and hope others can learn from my mistake. I reached out to In3dtec but have not gotten a response yet.
That’s right, given you produce enough frames, or can/are willing to sell the parts to other builders, to justify the initial cost of a mold.
I’d venture a guess and say that most builders on this forum are not at that volume.
Once you have a mold, there’s also zero room to change up the design without another significant investment.
And for those working in Ti, the prospect of casting their parts will be even more far fetched.
Investment casting totally has its place, but likely not for the vast majority of the builders on here.
An integrated flat mount dropout would be an ideal part for investment casting. The cost of a mold could be recovered if the dropout is a universal design that could be used in a variety of frames.
Have you calculated how many frames it would take to recover the mold cost?
By my estimate based on a recent investment casting quote, it would take at least 50 frames to recover the mold cost alone. Add to that the unit cost and potential MOQs (that will likely exceed 50pcs), international shipping of the full quantity and also any fees related to importation. That can end up being quite a hefty sum of money.
So, again, I’m not saying you’re wrong. But like I mentioned in my first reply, one would have to produce enough frames per year, and/or sell the parts to others, and/or be prepared to stick with the same design for a long time to warrant the cost.
All of these cost factors are standard for any commercial product. None of them are a deterrent to a business that has a viable(commercially and technically) design. 3D printing can assist in developing the final design. Once that is established, then 3D printing should be immediately abandonned as a manufacturing process.
3D printing can assist in developing the final design. Once that is established, then 3D printing should be immediately abandoned as a manufacturing process.
This is an interesting take that I think most will disagree with. Digital manufacturing has a major role in the future, most designers and manufactures recognize this, the rest will be left behind.
Having worked in a 3D printing company, I know that there is a lot of trial and error in printing those complex hollow parts. The printer manufacturers and print fabs want you to believe everything is possible. It usually takes some iteration and back and forth to orient the part, support material, and post-processing.
That part looks great, though! My guess is that the rattly sounds are from the print tech trying to remove the internal supports. An internal lattice would have avoided that problem (no supports to remove)
Scales of economy though. A brand only making 20 bikes a year isn’t going to invest the capital needed to get a run of castings done. If you were making a 100 or more each year then maybe its worth the time/cost. Ive also found that each one of my models requires a fifferent drop out, for example, so sharing parts for me is a no go. Ive also been abusing an enduro bike with 3D printed parts in high stress areas for 8 months now and no signs of problems. The process isnt the issue with failures. Im not saying you are wrong with using castings just that each builder is going to have a different threshold at where it is going to be an economical decision.
Thanks, Daniel! Great points about the print orientation / supports - I didn’t communicate with In3dtec about either of these and think this probably worked against me in this case.
Interestingly, the metal remnants that came out of the tubes seemed to look like the media used in needle polishing. There might be a disconnect between the finishing services In3dtec offers and the processes they actually use. I’m sure there is some internal support left in the prints but can’t hear anything rattling now!
If you don’t use a lattice internally there will be print supports inside they can not get at to remove. I had a discussion with In3dtec and in teh end I decided I was ok with the supports they couldn’t get to. Also be mindful of galleries that can trap both the sintered powder and the blasting media. For my rockers I allowed a hole that the hollow arms/chords could be emptied of the sintered powder. Did you actually request tumbling? I’ve only ever used sand and glass blasting. The glass blasting leaves a very good surface.
Hi,
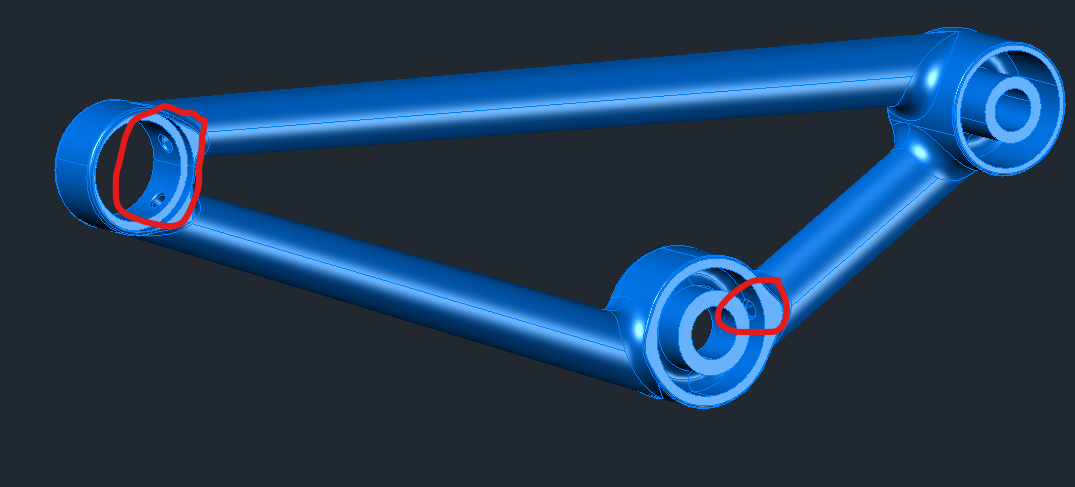
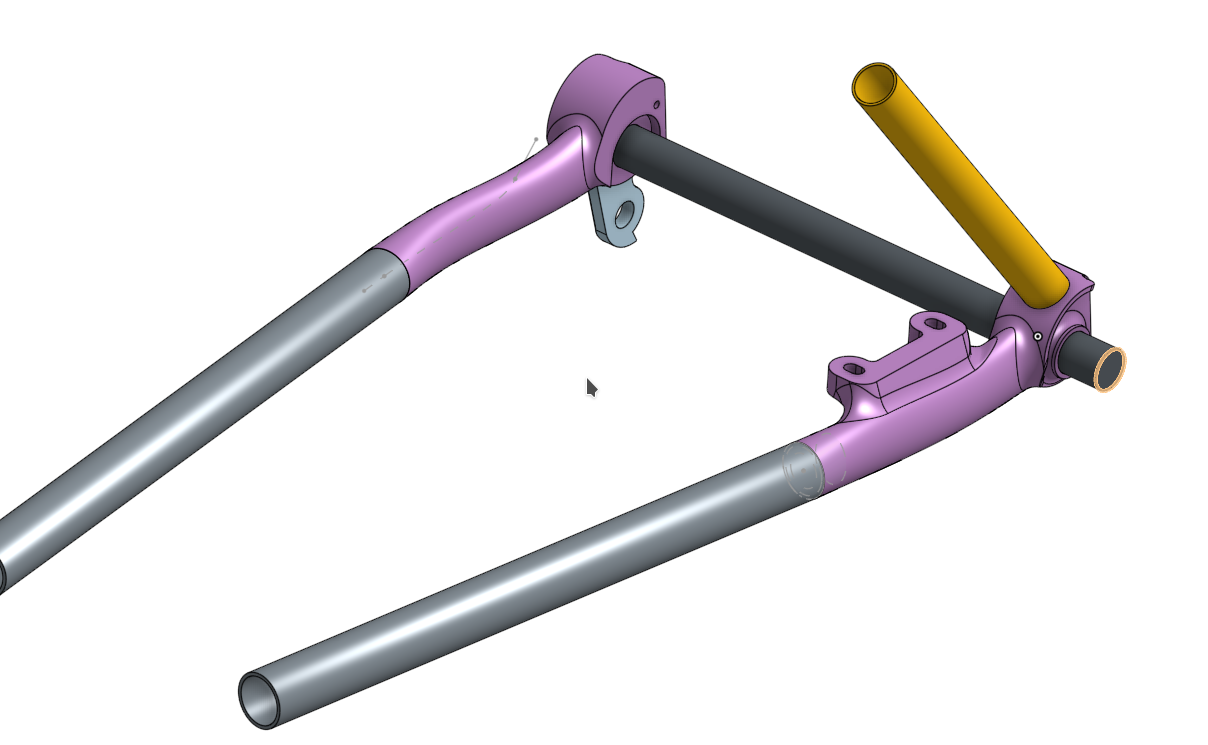
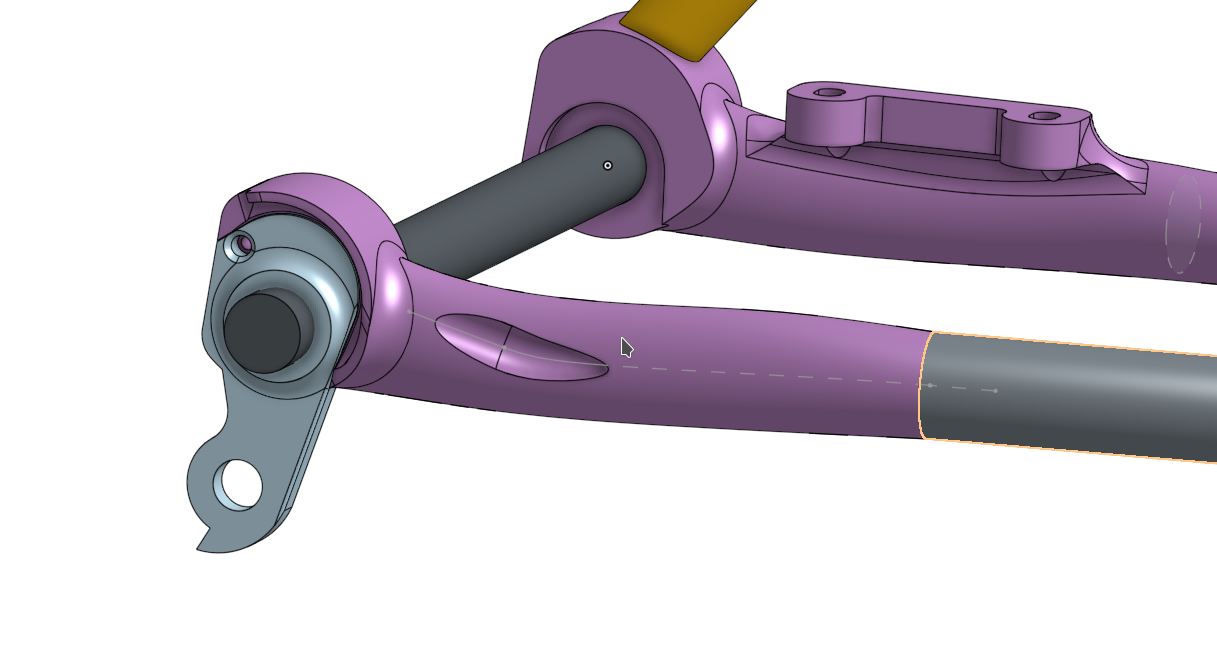
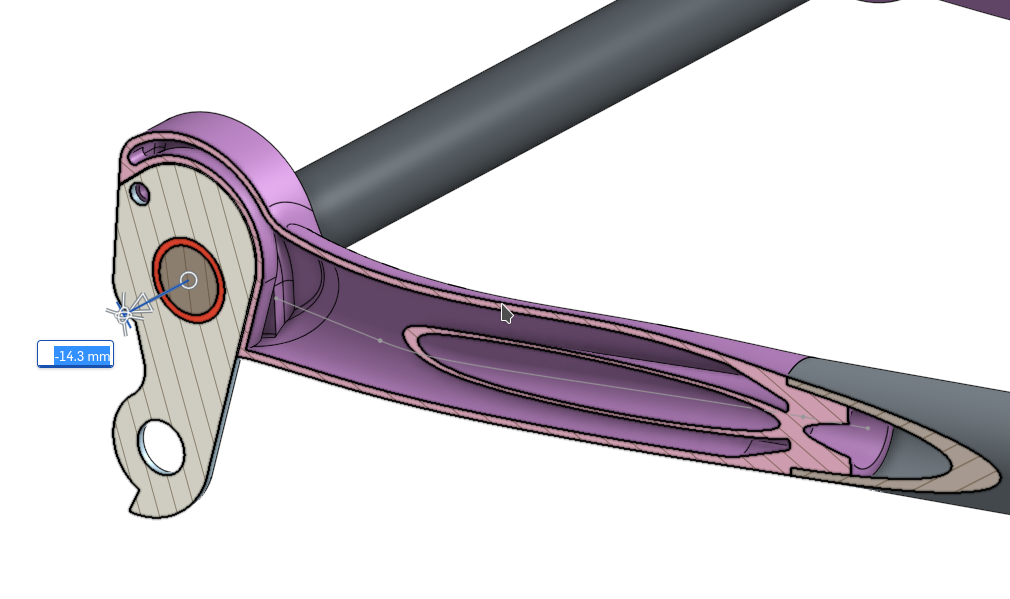
I made a first design attempt too, see the pictures below. The design was made in OnShape and is open source so everyone with OnShape access (which is free for individual use) can use it or develop it even further:
Has anyone some experience with 3d printing suppliers in Europe/Germany concerning quality and prices?
I’ve not looked at 3d printing for a couple of years but decided to have a look to see if I can find a solution to a current problem I have. I do a little treatment on seatstays that I call TwinBone, it’s like a wish bone but has 2 struts joining the stays and the ST. Anyway, I bend a loop stay and weld what I need to to get the final product. This is great with bigger clearance bikes but as I shoot for narrower tyres the CLR of the bend gets too small for me to bend the tubing consistently without deformation (this is using a mandrel bender). So I thought I’d price up a 3d printed part to see what kind of ballpark numbers we’re looking at.
I’ve not optimised this in anyway, it was really just a very quick model to get an idea of pricing. I uploaded my model to IN3DTEC and they’ve come back with a single unit price of $11 in 316L using SLM.
Does that sound right? I was really thinking I’d be looking at something 10 X that cost.
To give an idea of scale the model is based on 16mm diameter main tube with 14mm diameter struts.
3DPBS charges € 0,60,- per gram printed stainless, which I found to be a fairly decent price. € 11,- for 120 grams does indeed seem to be pretty low. But for that price I would just order a couple and see what happens.